基于S7-200 PLC的小型CIP自动控制系统
2012-01-08周玉彬韩金枝时献江陈友富
周玉彬,韩金枝,时献江,陈友富
(1.哈尔滨理工大学机械动力工程学院,哈尔滨 150080;2.黑龙江省轻工业技工学校,哈尔滨 150039)
基于S7-200 PLC的小型CIP自动控制系统
周玉彬1,韩金枝1,时献江1,陈友富2
(1.哈尔滨理工大学机械动力工程学院,哈尔滨 150080;2.黑龙江省轻工业技工学校,哈尔滨 150039)
为适应新国家企业生产乳制品许可证条件的要求,研制了一种基于S7-200 PLC的小型CIP自动控制系统。该系统具有清洗历史记录保存功能,手动和自动两种操作方式,价格便宜,可靠性高,非常适合国内的中小乳品企业应用。介绍了该系统的原理、组成及应用。
乳品厂;CIP;PLC;历史数据存储
0 引言
CIP(Clean in Place)自动控制系统主要应用在乳品行业、饮料、啤酒和医药等行业。小型企业的CIP系统主要以单路为主,与双路或多路CIP系统相比,具有结构简单,价格便宜等特点,能够完成传统CIP系统的所有功能。根据国家质检总局发布的《企业生产婴幼儿配方乳粉许可条件审查细则(2010版)》和《企业生产乳制品许可条件审查细则(2010版)》,乳制品行业必须拥有自动CIP清洗系统,所以对于中小型乳品企业来说,小型自动CIP系统将是很好的选择。
1 小型自动CIP系统组成
CIP清洗系统由清洗罐、清洗管线、清洗出液泵和气动阀组成,如图1所示。清洗罐上的温度、液位和浓度传感器用来检测当前清洗液的状态及信息,这些信息可在触摸屏上显示。加热方式有蒸汽盘管加热和热交换器加热两种方式,用户可根据自身工艺及设备条件选择。回液管路配有温度变送器和酸碱浓度变送器,用来控制液体回收,酸碱浓度变送器选用国产HNB-10型酸碱浓度检测仪。系统配有出液阀V11~V41和回液阀V13~V43,实现出液和回液功能,蒸汽阀Z1~Z3和清水阀L1~L4完成加热和补水过程,出液泵P1和清水阀L1~L4完成加热和补水过程,出液泵P1完成清洗液的输出功能。CIP回液泵由工艺系统设计、提供[1]。

由于清洗工艺的特殊性,有手动和自动两种方式,清洗过程为典型的时间顺序控制,主要清洗流程如图2所示。

图2 主要清洗时间顺序流程
2 控制系统硬件简介
控制系统硬件由西门子S7-200 PLC组成,它具有体积小,价格便宜的特点,触摸屏选用台达DOP-B系列的7寸屏,具有反应快、清晰度高等特点,整个控制系统结构简单、价格便宜,适合广大中小企业的需求。
3 控制系统程序设计
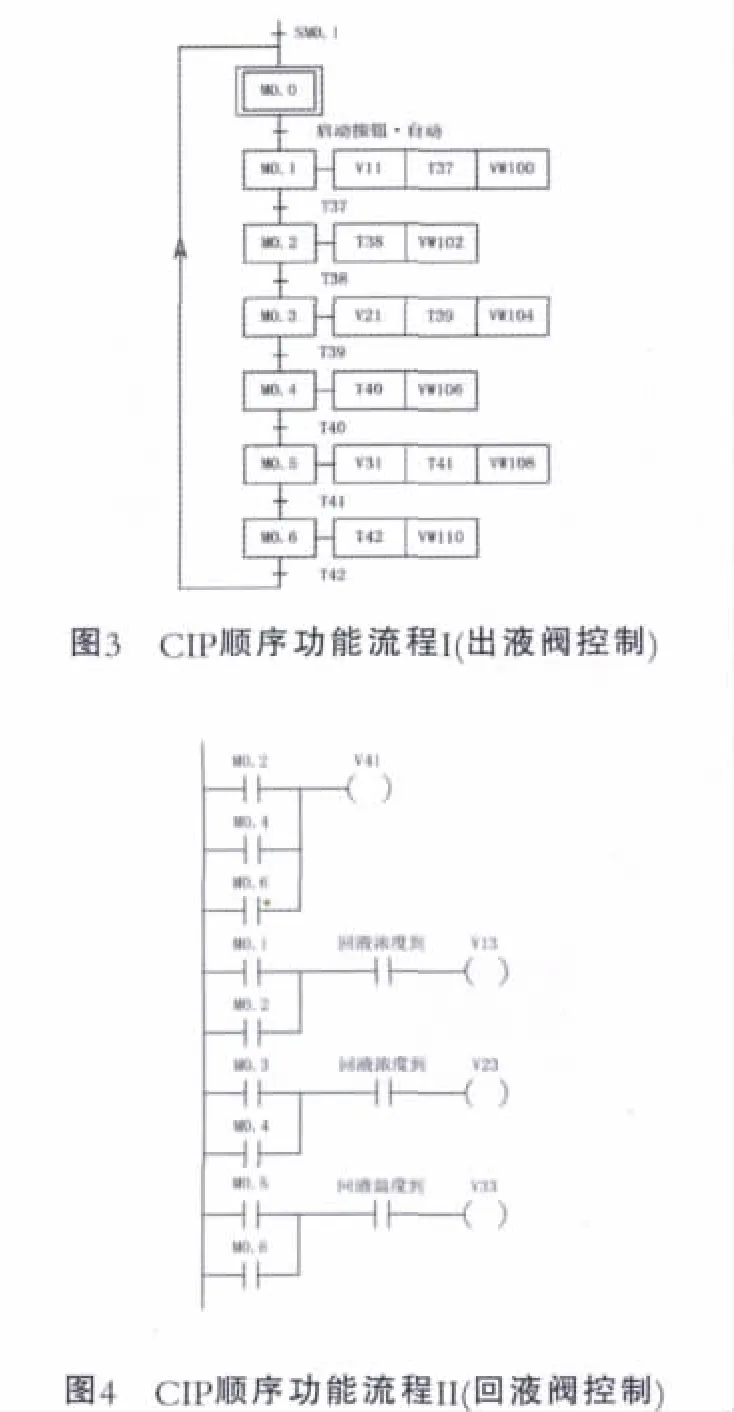
系统在自动控制方式下,程序按照图2设定的时间顺序运行时,其顺序功能图如图3所示。启动后出液泵P1一直运转,不同的清洗时间段打开对应出液阀V11~V41送出不同的清洗液,当回液浓度变送器或温度变送器判定回液可回收利用时,相应的回液阀V13~V33打开,对清洗液进行回收,否则按废液排放处理[2]。图3中的定时器T37~T42对应图2中的t1~t7,VW100~VW110为相应定时器的设定值。例如:自动清洗进行到M0.1步骤时,V11动作T37开始计时,T37的当前值到达VW100中的设定值时,则M0.1停止进入到M0.2步骤[3]。
考虑到乳制品生产工艺的特点,不同清洗对象的清洗顺序和时间要求都不一样,但一般都是按照图2所示的主要清洗顺序进行的。可以将时间参数t1~t6配备几套预置值,并且储存起来,在这几套参数中,若不进行某项清洗过程,相应的时间参数t设为零即可,这样可以大大减少程序编写量,也容易适合不同设备的清洗要求[4]。
4 清洗记录存储功能
系统具有清洗历史记录存储功能。根据出液泵和回液阀的启停及开关状态触发记录过程,利用触摸屏和USB移动存储介质,记录各清洗罐的浓度、温度、回液浓度和回液温度,回液阀和出液泵的开关状态以及当前时钟等参数,通过这些参数的变化来判断本次清洗过程和清洗时间。下面介绍一下在触屏软件中的具体设置:
(1)控制命令设定:命令区地址为2@VW1999;命令取样周期为300 ms;状态区地址为2@VW2013;长度为8,可以“动作完成清除标志”,如图5所示。

(2)历史数据缓冲区设定:制作需要用到的6个缓冲区,读取地址依次为:2@VW1999,2@VW200,2@VW206,2@VW212,2@VW216,2@VW218,如图6所示。

(3)缓冲区1的激活和清除:在S7-200编程软件中,将要进行记录的设备动作的反馈信号送到缓冲区1,然后0.1 s后清除激活,如图7所示。每次动作后数据就以Excel的形式将对应数据存档自动输送到移动U盘中。
(4)历史数值数据表:根据所记录的数据的不同关系,选择不同的缓冲区,每个数据表记录只有一系列相关数据。如图8所示。

至此完成设定工作。这样在清洗过程中,每次回液阀的打开和关闭时刻,就可以触发存储数据,供用户定期检查和进一步分析或追溯使用。
5 结束语
小型CIP系统具有全自动、高效、节能、价格便宜等特点,充分满足中小乳品企业的要求。系统带有存储功能,清洗时的清洗参数全被记录下来,用户可以随时查看清洗记录,保证产品质量。此系统已在国内十多家乳制品厂投入使用,用户普遍反映良好。
[1]刘鹏,赵颖,胡海珠.CIP清洗在现代乳制品企业的应用及注意事项[J].中外食品工业信息,2001(6):157.
[2]廖常初.S7-200 PLC编程及应用,北京:机械工业出版社,2009.
[3]时献江,姚智宇.乳品厂新型CIP自动控制系统[J].中国乳品工业,2005(3):54~55.
[4]李建军,曲洪波.基于PLC的饮料CIP清洗控制系统[J].PLC&FA,2009(12):14~117.
Based on S7-200 PLC automatic control system for small CIP
ZHOU Yu-bin1,HAN Jin-zhi1,SHI Xian-jiang1,CHEN You-fu2
(1.Harbin University of Science and Technology,Harbin 150080 China;2.Heilongjiang Provincial Light Industry Technical School,Harbin 150039 China)
To meet the new national dairy production requirements of the permit conditions,developing an automatic control system for small CIP based on S7-200 PLC.The system has the ability to save clean records,manual and automatic operations,which has the lower price and high reliability meeting the applications of domestic small and medium dairy enterprise s highly.The main principle,configuration and application of the system are introduced in this paper.
dairy factory;CIP;PLC;historical data storage
TS252.8文献标示码:A
1001-2230(2012)03-0062-03
2011-10-13
周玉彬(1985-),男,硕士,从事工业控制方面的研究。
