催化装置大型主风机组的安装方法
2012-01-03龙永新于祥民
龙永新,于祥民
(中国石油天然气第六建设公司,广西桂林 541004)
催化装置大型主风机组的安装方法
龙永新,于祥民
(中国石油天然气第六建设公司,广西桂林 541004)
在石油化工装置施工过程中经常有大型主风机组的安装,由于石油化工装置运行的连续性,机组一旦出现故障极易造成重大损失,因此对大型主风机组的精细安装尤为重要。文章结合江苏新海石化有限公司120万t/a重油催化装置大型主风机组安装的实例,从设备就位、机组底座安装、预组装、测量调整间隙、正式装配、找正和灌浆等方面详细介绍了主风机组的具体安装方法。按照该方法安装的主风机,经检查各项指标均符合设计及规范要求,投产一年来运行正常,未出现任何故障。
轴流式压缩机;烟气轮机;安装
1 工程概述
江苏新海石化有限公司120万t/a重油催化制烯烃装置中的主风机组B1101,由轴流式压缩机组、烟气轮机、增速箱、电机组成,轴流式压缩机和烟气轮机为散装到货,轴流式压缩机与增速箱采用公用底座,烟气轮机、电机分别采用各自的钢制底座。主风机组安装在主风机厂房二层的基础上,配套的润滑油站安装于厂房一层。
2 主风机组的性能参数
轴流压缩机和烟气轮机的性能参数见表1和表2。
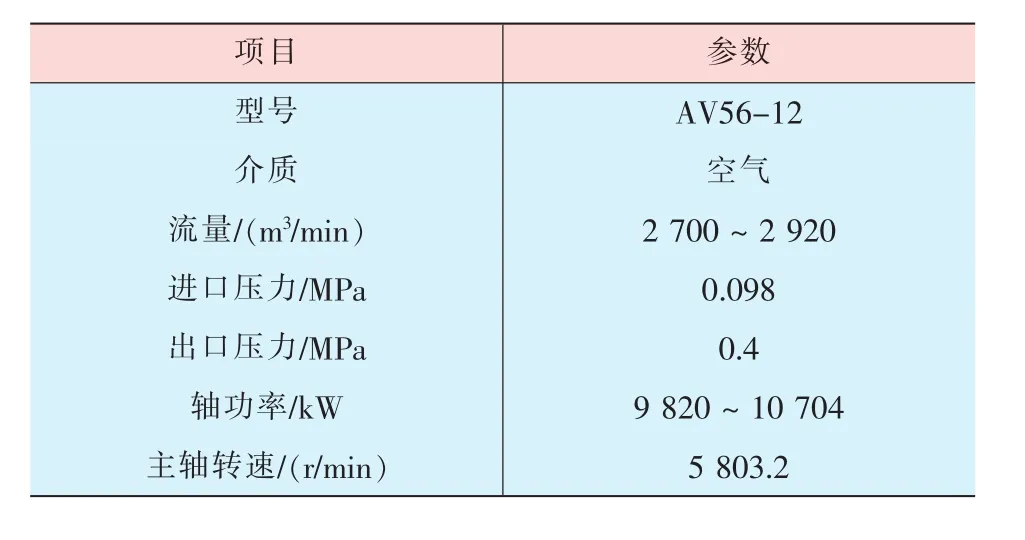
表1 轴流压缩机的性能参数
3 主风机组的主要结构特征
3.1 轴流式压缩机
AV56-12型轴流压缩机采用水平剖分结构,下机壳分4点将压缩机支撑在底座上。主要由机壳、叶片承缸、调节缸、转子、进口圈、扩压器、轴承箱、油封、密封、轴承、平衡管道、电动执行器等组成。压缩机轴端密封采用拉别令密封,压缩机的径向轴承为椭圆瓦轴承,止推轴承为金斯伯雷型。
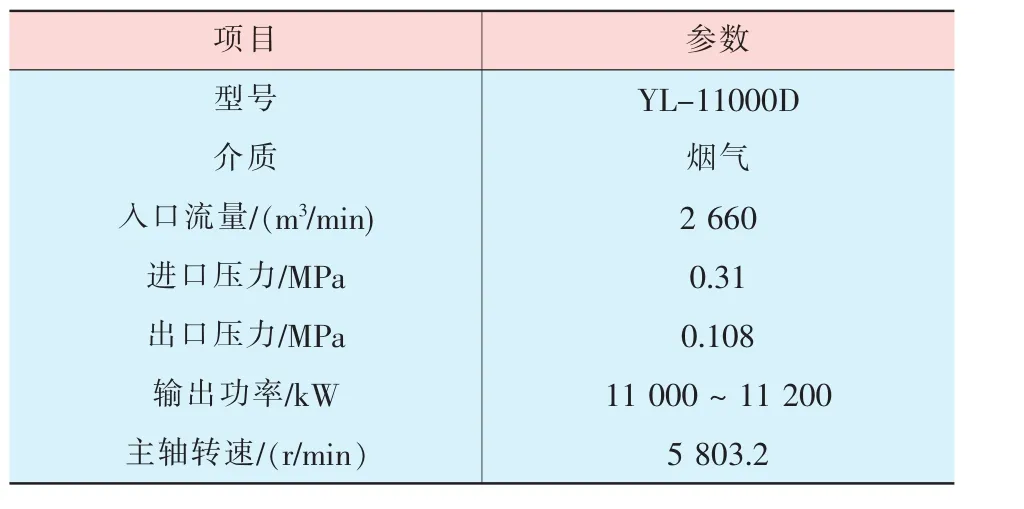
表2 烟气轮机的性能参数
3.2 烟气轮机
烟气轮机为轴向进气、垂直向上排气、单级悬臂式转子结构。主要由转子组件、进气机壳、排气机壳、轴承箱和轴承、机座、轴封系统和轮盘蒸汽冷却系统、监测系统等组成。
4 主风机组的安装
4.1 设备就位
设备安装前将临时垫铁的毛边、毛刺打磨掉,清理干净表面油污等杂物,并检查垫铁与垫铁间的接触情况。根据设备的重力结构特点,在基础相应位置放置临时垫铁,但不能妨碍正式垫铁的安装,高度为安装标高±5 mm。设备吊装就位必须由专业起重人员操作,钢丝绳捆绑在设备的指定吊点。由于设备的体积和重量都较大,使用250 t履带式吊车将设备和各安装部件从厂房的顶部逐一吊入厂房内安装就位或放置于检修平台上。设备就位尽量与基础的纵、横向中心线对齐,以免找正时挪动范围太大。
4.2 主风机组中轴流压缩机底座及下机壳的安装
清理底座和地脚螺栓,螺纹处涂MoS2润滑脂。拧入调校顶丝并使之外伸长约60 mm,将底座就位并穿入地脚螺栓。找正底座与机组中心线的相对位置,调整底座的标高及水平,并使每个顶丝均匀顶紧,然后拧紧地脚螺栓。清理机壳支承座表面并涂MoS2润滑脂。将下机壳水平吊起轻轻置于底座上,调整4处导向槽直至导向键可轻松推入。通过底座顶丝调整下机壳中分面的水平度,纵向为0.04 mm/m,横向为0.06 mm/m,且保证四支承面均能全面接触。用3 m平尺及塞尺检测中分面的挠度,如果挠度>0.1 mm,允许将机壳中部稍稍顶起消除挠度。
4.3 主风机组中轴流压缩机的安装
4.3.1 轴承的预安装及检测
彻底清理机壳、轴承箱和供油孔的脏杂物并确认没有堵塞现象,在下机壳内预安装入支承、推力轴承。检查支撑轴承瓦背与轴承箱孔的接触面积。轴瓦在水平方向上应稍有紧力,垂直方向上与压盖间有0.02~0.05 mm的过盈。在支承及推力轴瓦合金表面薄薄地涂抹一层红丹粉,预安装入转子并扣合轴承压盖及机箱盖。盘动转子1~2圈,检查转子与支承、推力轴承的接触 (检查推力轴承与转子推力面的接触时,轴向应施加一定推力)。在检查推力轴承接触的同时,转子轴向打表检测推力轴承的轴向总间隙;支承轴承的水平侧间隙用塞尺进行测量,垂直顶间隙的测量采用压铅丝或提轴法。提轴时,紧固轴承体上半部并取走挡油环,安装两个磁力表架,使其分别位于紧靠轴承位置的轴颈上和轴承顶部调整块上。借助转子起轴托架提起转子,直到轴承从轴承座上刚刚提起一点为止。在提轴过程中百分表量值的变化便是轴承的顶间隙值,一般重复三次,取其平均值。
4.3.2 下半调节缸、下半静叶承缸预组装
首先装上专用工具将下半静叶承缸翻转180°扣在平台上,拆下下半调节缸上的导向环并组装在静叶承缸上,再将下半调节缸翻转180°扣装在下半静叶承缸上,装上并紧固导向环的联接螺栓,并将导向环的联接螺栓穿入不锈钢丝以防松动,组装时应注意各导向环以及与之联接的螺栓不能弄乱。清理干净下机壳并用面团沾净机壳内腔,按照吊装工具示意图,在预组装好的下半静叶承缸和调节缸组合件上装好吊装工具,将其翻转180°水平吊起。在承缸排气端外圆处的凹槽内放入密封圈 (承缸与机壳的配合面不需涂密封胶)。然后将组装件轻轻放置在机壳内,下半机壳调节缸各支撑处的垫片数量及放置部位不能弄乱。所有滑动面及配合面涂以MoS2粉剂。确保下半定子所有螺栓、螺母紧固。
4.3.3 静叶角度的测量
按厂家随机文件的示意图,在承缸中分面安放平尺,然后使用万能角度尺进行静叶角度的测量。万能角度尺测量时应靠紧叶根并垂直于叶片轴线。分别测量第一级静叶在最小角、中间角、最大角时其余各级静叶的角度,角度值见产品合格证书。
4.3.4 电动执行器的检查
按产品合格证明书的示意图,当第一级静叶角分别处于最小角、中间角、最大角时,检查电动执行器的设定值 (电动执行器在第一级静叶角处于最小角和最大角的角度设定值应不大于叶片实际转动需要值,以免损坏叶片)及指针对应标尺位置。
4.3.5 转子预安装和叶顶间隙及密封、油封间隙的检测
在下轴承体内滴入洁净透平油,水平吊入转子并使转子主推力面与推力轴承贴合,然后测量转子相对定子间的轴向位置尺寸 (如:转子轮彀端面与密封套端面的距离、静叶开至最大时动静叶间的轴向距离以及拉别令密封片在密封槽内的轴向距离)。对动、静叶叶顶间隙和密封间隙应测量垂直和水平方向共4个部位。水平方向用塞尺检查,垂直方向用压铅丝的方法测量。铅丝粗细的选取:对于动叶和静叶,铅丝直径应比公称间隙大0.5 mm,对于密封间隙可使用直径为0.5 mm的铅丝。在每级动、静叶叶栅垂直方向的3个叶顶上用电工胶布粘贴好铅丝,在密封垂直位置处也敷放好铅丝。静叶角度开至最大,然后水平吊入转子。用塞尺逐级逐片测量动、静叶及密封的侧间隙 (水平方向)。使用导杆,扣合上半静叶承缸并通过螺栓把紧,用塞尺检测承缸两端的动、静叶间隙,然后吊走上承缸,吊出转子,逐级逐片测量所压铅丝厚度,并根据测量值 (每级测量值取最小值)对动、静叶叶顶和密封片进行修正。利用导杆限位预扣合压缩机大盖,插入销钉,预安装中分面螺栓,用塞尺检查上下机壳中分面贴合情况。
4.3.6 主风机组中轴流压缩机的正式安装
经预安装及检测各部分间隙均合格后,即可进行压缩机的正式安装。安装时彻底清理机壳、轴承箱和供油孔的脏杂物并确认没有堵塞现象。放入轴承,在下半轴承内滴入干净润滑油并放入转子,为防止灰尘,临时预安装好上半轴承及轴承箱盖。在静叶承缸中分面涂上薄薄一层耐热密封胶 (耐温300℃),扣合上半静叶承缸并紧固螺栓,然后用不锈钢丝锁紧螺栓。盘动转子,应无碰擦现象。联接承缸排气端聚四氟乙烯密封圈并插接牢固。安装上半调节缸导向环及调节缸 (使用导向杆),用不锈钢丝锁紧联接螺栓。机壳中分面涂上密封胶 (耐温250℃),利用导杆限位扣合上机壳,插入销钉,拧紧中分面螺栓,扣合机壳后,转子盘车应无碰擦现象。机壳两端的导向立键在机组最终找正结束后,应拧紧螺栓并保证侧面总间隙为0.05 mm。
4.4 烟气轮机的安装
4.4.1 清洗和检查
机器现场安装时,必须进行清洗、检查并作详细记录。对进气锥、烟机过渡环、排气壳体、轴承箱体和轴承箱盖、气封体等进行外观检查,应无裂纹、夹渣、重皮、焊瘤、气孔等损伤和缺陷,各结合面、法兰加工面应光洁无锈蚀和污垢。内部应彻底清理,无任何附着物。油孔、油道、各进排汽(气)管道必须清洗干净、畅通无阻。
轴承的清洗和预装检查:检查轴承座上的供油孔和轴承箱体上的油孔是否吻合和畅通。 检查轴瓦巴氏合金表面及瓦背的贴合情况,轴瓦表面应无损伤,合金层不应有裂纹、夹渣、空洞和重皮等缺陷。用着色法检查瓦块接触状况,径向瓦应在弧形中部三分之一弧长部分接触,接触面积要求大于75%;推力瓦与推力盘的接触面积应大于75%。用压铅法检查径向轴承间隙,其值应符合图纸和技术文件的规定。用千分表测量推力瓦与推力盘之间的轴向间隙,其值应符合图纸和技术文件的规定。
转子的清洗和预装检查:清洗并检查转子及轴颈各处有无机械损坏和锈蚀。用千分表测量主要部位的振摆值,其各部圆跳动允差应符合图纸和技术文件的要求。检查叶片耐磨涂层有无裂纹和剥落。
油封、蒸汽封和空气封的清洗和预装检查:密封片镶嵌应牢固、无裂纹、卷曲、歪斜等缺陷,水平剖分面不应错口。密封体水平剖分面应平整,接触严密,不错口,进、排气通道应清洗干净。用塞尺检测密封片与轴的间隙,其值应符合图纸和技术文件的规定。
4.4.2 正式装配
首先安装支承轴承下轴瓦,按厂家随机资料安装好转子拆装工具,用桥吊配合将转子装在前行车上,调整好所需高度,缓缓把转子推入机壳内,装上后行车,然后松开桥吊,再缓缓把转子推至安装位置,通过拆装工具的摇柄将转子放在轴承上,然后撤去拆装工具。转子安装后检查转子对于排气机壳定位圆的圆跳动;导流组件安装时,应将过渡环定位,并固定在机壳上,测量动叶叶顶间隙。进气机壳组装时内部应清洁无异物,并保持冷却蒸汽管路畅通。安装中各密封面应均匀涂抹一层能耐800℃高温的密封胶;高温部分螺栓的螺纹应涂上防咬剂。设备安装后盘动转子应无卡涩和异常声响。主要部位安装间隙见表3,排气机壳与纵向导向键、垂直导向键的安装间隙见图1和图2,支耳与横向导向键、联接螺栓的安装间隙见图3和图4。

表3 主要部位安装间隙


4.5 机组的找正
使用线坠测量使设备纵、横向中心线与基础纵、横向中心线重合,要符合表4的要求。

表4 找正允许偏差
调整电机、增速箱、压缩机及烟气轮机的间距,使其符合随机资料的尺寸。调整设备标高,使底座与基础间的距离达到安装图给定的尺寸,并符合表4要求。转动转子找正时,应对联轴器螺栓孔采取保护措施,避免划伤。对中前,首先按随机技术文件要求,用内径千分尺测量并调整好各联轴器的轴端间距,并且在对中过程中不断复测轴端间距,其误差应符合设计和设备厂家技术文件的要求。机组的同心度采用三表法对中找正,由于机组布置形式属于多单机机组,选用三表法对中找正不仅可以获得较高的对中精度,又可以消除由于两轴轴向相对窜动对找正精度造成的误差。对中时按照设计和机组厂家技术文件给定的冷态对中曲线调整,宜先轴向后径向,先水平位置后垂直方向,应达到设计和设备厂家技术文件冷态对中的要求值。在精找正时,为避免两半联轴器本身的误差影响找正精度,精找正时两转轴最好同步转动。
4.6 机组的灌浆、精找平与二次灌浆
按设计及施工规范要求对基础螺栓套管进行灌浆和灌砂,并对正式垫铁进行座浆,座浆所用的高强微膨胀灌浆料强度必须符合设计要求。
待正式垫铁压浆高强微膨胀灌浆料强度达到设计强度的75%以上时,拆除临时垫铁,紧固正式垫铁并按技术文件要求的力矩拧紧地脚螺栓,检查设备的水平度,应符合设备随机资料的要求。利用主机底座的调整顶丝复核主机水平度,按技术文件要求的力矩拧紧地脚螺栓。按照机组给定的冷态对中曲线,再次复测机组同心度,并复测机组的轴端间距,当满足设备厂家技术文件冷态对中的要求值后,将主机地脚螺栓及顶丝点焊固定,方可进行机组的二次灌浆。围绕需二次灌浆处做临时模板,将临时模板内灌浆表面进行彻底清理,表面浇水湿润不少于6 h。灌浆采用RAG-2型灌浆料,应从临时模板框的一侧灌入,从另一侧流出,并搅动灰浆,以便于排净底座下的空气,保证充分灌实。二次灌浆必须一次完成。4.7 机组冷态精对中
机组冷态精对中在二次灌注的高强微膨胀灌浆料达到设计强度并且在工艺管道安装之前进行,根据对中时的环境温度按厂家随机资料提供的冷态对中曲线进行调整。对中数值应符合机组冷态对中的相关要求。
5 结束语
催化装置大型主风机组安装完成后,经检查各项指标均符合设计及规范要求,投产一年来运行正常,未出现任何故障,取得了良好的经济效益和社会效益。
)Installation Method of Large Main Air Blower Set in Catalytic Unit
LONG Yong-xin(China Petroleum Sixth Construction Co.,Guilin 541004, China),YU Xiang-min
Because of the operation continuity of petrochemical facilities,if a main air blower set gets operational failure,it would lead to heavy loss.So,elaborate installation of large main air blower set is very important.Taking the installation of the main air blower set of the 120×104t/a heavy catalytic unit at Jiangshu Xinhai Petrochemical Co.as an example,this paper describes concrete installation methods in detail,including the main air blower set positioning,base installation,pre-assembly,gap measuring and adjustment,formal assembly,alignment and grouting.The specifications of the installed set in the light of these methods accord with the requirements of design and standard.There has been no failure occurred since the set was put into use for one year.
axial flow compressor;flue gas turbine;installation
10.3969/j.issn.1001-2206.2012.05.007
龙永新 (1968-),男,湖北鄂州人,工程师,1989年毕业于长江大学工业与民用建筑专业,现从事工程技术管理工作。
2011-08-27
