利用热喷涂技术修复螺旋榨油机榨螺的应用研究
2011-12-27刘平
刘 平
(西昌学院,四川 西昌 615000)
利用热喷涂技术修复螺旋榨油机榨螺的应用研究
刘 平
(西昌学院,四川 西昌 615000)
针对目前中国螺旋榨油机榨螺寿命短,更换榨螺成本高这一现状,对热喷涂技术在榨螺修复中的应用进行研究。在相同试验条件下,对新榨螺与修复榨螺每工作100h的生产效率进行测定,通过对二者生产效率的分析进行寿命比较。结果应用热喷涂技术修复的榨螺具有良好的耐磨性,其寿命约为新榨螺的3.1倍,维修成本约为新榨螺的1/2.83。
榨螺;热喷涂技术;耐磨性;维修成本
螺旋榨油机是目前国内外广泛使用的榨油设备[1-3]。榨螺是螺旋榨油机的重要部件,其工作时不仅受到巨大的扭矩,而且其表面还受到物料强大的挤压力和摩擦力,因此要求榨螺应具有足够的强度、刚度、表面硬度和良好耐磨性[4-7]。在使用过程中,榨螺的主要失效形式是磨损,榨螺的磨损程度直接影响到榨油机的工作效率和经济效益。目前中国螺旋榨油机榨螺的使用寿命短,一般为3~5个月[8],这增加了榨油机的使用成本,降低了榨油机的工作效率和经济效益。
热喷涂技术目前在中国已经得到了比较广泛的推广应用,其原理是利用热源将喷涂材料加热至熔化或半熔化状态,并以一定的速度喷射沉积到经过预处理的基体表面形成涂层。不同的喷涂材料和工艺方法可获得不同功能的涂层,从而满足不同的需求[9-13]。例如在切削刀具的表面采用等离子喷涂工艺制备WC-Co基金属陶瓷涂层,可使刀具具有较高的耐磨性能和抗腐蚀性能[9];在以Al-Si为基材的发动机的气缸工作表面采用等离子喷涂工艺喷涂铝合金,可减轻发动机质量、增强气缸工作表面抗磨能力;采用电弧工艺对钢质汽车排气管喷涂铝,可提高排气管耐高温废气腐蚀的能力[14];值得注意的是,张麟等[15]采用爆炸喷涂工艺,在螺旋榨油机榨螺表面制备WC-12%Co涂层,得出其使用寿命是传统渗碳淬火榨螺寿命4.2倍的结论。本试验采用热喷涂技术修复榨螺,并将修复后的榨螺与新榨螺进行使用寿命对比试验。综合考虑到榨螺寿命、维修成本及可操作性等因素后,本试验采用铁基合金粉末材料,氧-乙炔火焰喷涂工艺对榨螺进行修复。
1 材料与方法
1.1 试验对象
螺旋榨油机:YZYX10J-1,四川青江机器股份有限公司。使用单位西昌市魏家湾王记油坊。该机为三级压榨,配用的动力为7.5kW,24h的原料处理量为3.5~4.0t,出油率大于等于96%。
试验用榨油机于2006年购买,主要用于加工油菜籽,每年约工作1 800h。经实际测试,该榨油机加工油菜籽的生产效率约为135kg/h。该榨油机在使用期间,处理约7万kg原料后,其效率开始明显下降;处理10万kg原料(约工作900h)后,其生产效率下降约33%,此时需更换新榨螺机器才能恢复正常工作。该榨油机的榨螺共由8节榨螺组成,修复前已使用900h。
1.2 主要材料与设备
铁基合金粉末:Fe55,江苏泰兴市合金粉末厂。粉末熔融温度为1 200~1 250℃,喷焊沉积层硬度为HRC54~58;
金属粉沫喷焊枪:QH-4/h型,上海焊割工具厂;
重熔枪:SCR-200型,上海焊割工具厂;
杠杆百分表:测量范围0~0.8mm,分度值0.01mm,精度10μm,成都量具刃具厂;
游标卡尺:三用0~200,成都量具刃具厂;
小电磨:S1J-KG-6型,上海科固电动工具有限公司;
丙酮:分析纯,成都金山化学试剂有限公司。
1.3 修复工艺
1.3.1 表面预处理 用汽油,棉纱,干布清除灰尘及油污,再用丙酮清洗后检查其变形、裂纹和磨损量。经检测每段榨轴的损伤主要为表面磨损,无裂纹和变形。磨损呈不均匀分布,靠近榨螺头部的第七节、第八节榨螺磨损较大,最大磨损量为1.9mm;尾部磨损较小,最小磨损量0.5mm。
1.3.2 上粉与重熔 考虑到榨螺的工作状况,主要对各段榨螺的螺纹进行修复,采用二步法喷焊处理。先预热,温度300℃左右,用氧-乙炔喷枪喷粉,用重熔枪重熔,上粉厚度0.5~1.0mm[16]。
1.3.3 检查与校正 对修复质量进行检查,检查弯曲度、榨螺外径尺寸。因各段榨螺长度尺寸小,故热变形极小,弯曲度满足技术要求。对榨螺外径按设计尺寸进行精加工。图1、图2分别为第七节榨螺修复前和修复后的照片。

图1 修复前的榨螺Figure 1 Squeeze screw before the repair

图2 修复后的榨螺Figure 2 Squeeze screw after the repair
1.4 榨螺寿命试验
2008年8月3日更换新榨螺后定期(每工作100h)在相同试验条件下(物料品种、含水率、温度相同)测定榨油机的工作效率。到2009年2月中旬,该榨轴已工作900h,机器生产效率降低到92.6kg/h。2月底拆下该榨螺采用热喷涂技术修复后装机试验,试验条件和方法与新榨螺相同。到2010年11月底,修复榨螺已工作2 800h,测定其生产效率为94kg/h,到寿命期限。
2 结果与分析
2.1 榨螺使用寿命分析
在相同试验条件(德阳产黑油菜籽,含水率7%~8%,预炒温度120~130℃)下,分别定期测定新榨螺与修复榨螺处理100kg油菜籽所需时间(每次测定3次,取平均值),并换算为生产效率,通过对二者生产效率的分析进行寿命比较。100kg油菜籽试验数据见表1。
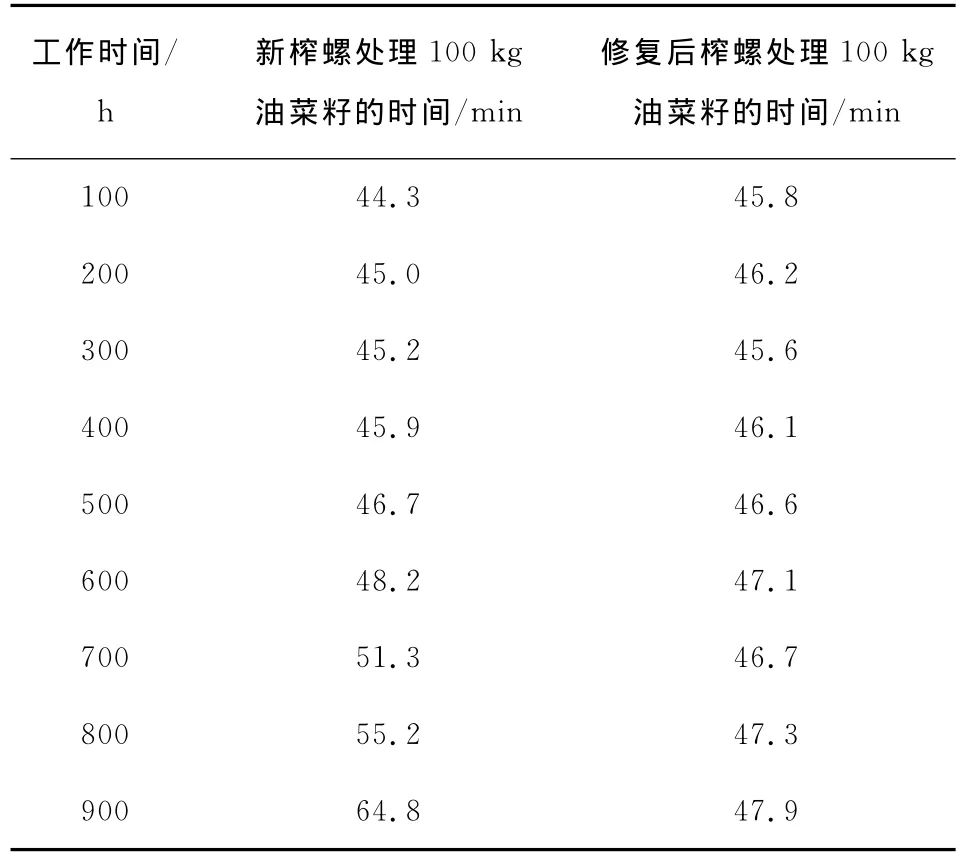
表1 新榨螺与修复后榨螺生产效率Table 1 Production efficiency of the new squeezescrew and the renovated squeeze screw
根据测定数据分别计算出新榨螺和修复后榨螺的生产效率,绘制“榨油机工作时间-生产效率曲线”,见图3。
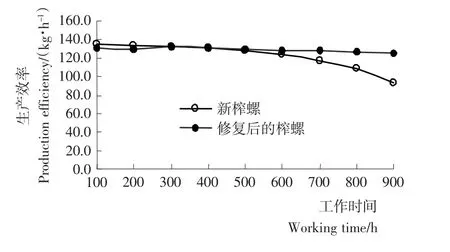
图3 榨油机工作时间-生产效率曲线Figure 3 Working time-productivity curve for press
由图3可知,修复后的榨螺其生产效率略低于新榨螺的生产效率,这主要是由于修复榨螺时造成的形状和尺寸误差所致。使用900h后,新榨螺的生产效率下降了31.6%,为92.6kg/h,修 复 榨 螺 的 生 产 效 率 下 降 了 4.2%,为125.5kg/h,显然,修复榨螺的磨损速率远低于新榨螺。当修复榨螺实际使用2 800h后,测定其生产效率为94.1kg/h。由此可见,使用铁基合金粉末对榨螺进行热喷涂修复后,由于其表面硬度提高,耐磨能力增强,故其寿命约为新榨螺寿命的3.1倍。
2.2 成本经济分析
修复榨螺的有效工作时间为2 800h,新榨螺的有效工作时间为900h,故在2 800h的工作时间内,需更换3次新榨螺。新榨螺的市场价格(西昌当地市场价)约970元,维修成本共计2 910元人民币;修复榨螺的成本共计1 027.5元人民币。由此可见,在相同的工作时间内,更换新榨螺的成本约为修复榨螺成本的2.83倍。
3 结论
采用热喷涂技术修复的榨螺具有使用寿命长,维修成本低的特点。采用不同材料和不同工艺修复的榨螺有不同的寿命和成本。目前市场上榨油机品种较多,榨轴的结构与材料也存在差异,因此,针对不同的榨螺选择合适的材料与工艺,以及如何保证修复质量等问题还有待进一步的研究。
1 杜润鸿.纵览螺旋榨油机[J].粮油加工与食品机械,2006(2):11~13.
2 李诗龙.螺旋榨油机开发[J].中国油脂,2003,28(8):21~23.
3 李诗龙.双螺杆榨油机国内外研究进展[J].中国油脂,2005,30(2):13~16.
4 宋延沛,罗全顺,谢敬佩,等.高强韧性耐磨铸钢榨螺的研制[J].铸造技术,2000(1):22~24.
5 郑晓,林国祥,王少梅.油料冷榨的应力应变关系研究[J].中国油脂,2005,30(10):39~41.
6 高竟.螺旋榨油机行业质量现状与对策[J].农业科技与装备,2010(4):116~118.
7 张麟,刘大川,刘金波,等.LYZX型低温螺旋榨油机研制[J].中国粮油学,2006,21(3):202~205.
8 刘学进,张麟.螺旋榨油机榨螺表面抗磨工艺的研究现状[J].武汉工业学院学报,2007(1):45~48.
9 徐滨士,张伟,粱秀兵.热喷涂材料的应用与发展[J].材料工程,2001(12):3~7.
10 徐滨士,王海斗.再制造工程中的热喷涂技术[J].热喷涂技术,2009,1(1):1~7.
11 华绍春,王汉功,汪刘应,等.热喷涂技术的研究进展[J].金属热处理,2008,33(5):82~86.
12 郑冒萍,刘胜林.热喷涂技术制备纳米涂层的研究现状[J].硬质合金,2009,26(1):61~65.
13 张林伟,魏琪,李辉,等.热喷涂粒子氧化机理分析及其保护方法概述[J].材料工程,2009(6):78~82.
14 张凤冒,马跃进.热喷涂技术及其在汽车行业中的应用[J].热加工工艺,2007,36(9):84~85.
15 张麟,刘学进,李栋.低温螺旋榨油机榨螺表面爆炸喷涂涂层技术[J].农业工程学报,2010(7):113~116.
16 徐滨士,朱绍华.表面工程的理论与技术[M].北京:国防工业出版社,1999.
Research on the application of thermal spraying technology in squeeze screw s senovation
LIU Ping
(Xichang College,Xichang,Sichuang615000,China)
In view of the squeeze screw s short working life of the present domestic screw press machine and the high cost of the squeeze screw s replacement,the adoption of thermal spraying technology on squeeze screw s renovation is concerned.Under the same experimental conditions,the new squeeze screw and the renovated squeeze screw are determined by their production efficiency in every 100working hours,and their working life has been compared through the analysis of their production efficiency.The renovated squeeze screw applied with thermal spraying technology has good abrasion resistance ability,its working life is as 3.1times as the new squeeze screw s,and its maintenance cost is about 1/2.83times as the new squeeze screw s.
squeeze screw;thermal spraying technology;abrasion resistance;maintenance cost
10.3969/j.issn.1003-5788.2011.04.030
西昌学院与盐源县合作项目(编号:XA0801)
刘平(1963-),男,西昌学院副教授。E-mail:lp213@126.com
2011-04-10