1500 mm冷轧平整机延伸率控制技术
2011-12-11朱昌奇
朱昌奇
冷轧带钢的平整工序从本质上讲是一种小压下率的二次冷轧,由于压下量只有微米级的变化,用测厚仪很难测出平整机入出口的带钢厚度偏差。因此采用与压下量成正比的带钢长度方向上的变化,即延伸率来表示带钢的变形程度,是平整有别于普通轧制的地方。它是以较小变形量(0.5%~5%)对退火后的冷轧带钢进行轧制,以消除带钢屈服平台,获得良好板形及所要求的表面质量。延伸率是平整机轧制中控制带钢力学性能方面最重要的指标,其数值是根据钢种组织结构特性和最终用途按要求给定的,其大小和均匀程度直接影响带钢的平整质量和深加工性能。因此,延伸率控制是平整轧制中至关重要的问题。
1 装机水平及轧制过程
1.1 机组装机水平
(1)开卷机采用CPC自动对中系统;
(2)平整机下工作辊单独传动;
(3)机组可采用干平整、湿平整;
(4)平整机采用工作辊正/负弯辊控制;
(5)斜楔轧线标高自动调零;
(6)采用间接张力控制、直接张力控制;
(7)机组采用分段张力控制;
(8)机组采用交流传动,数字式调速系统;
(9) 液压辊缝控制(HGC)、自动延伸率控制(AEC)。
1.2 轧制过程
(1)上卷小车托起钢卷运送至受卷台或开卷机卷筒上,在运送过程中测量钢卷外径和卷宽,之后上卷小车托头下降返回。
(2)开卷机向入口张紧辊送料,开头刮板装置中的刮板负责将带材掀起,当带材头部到达下张紧辊时,压辊摆起压紧带材,继续送料至上、下张紧辊之间,下张紧辊升起压紧带材,当送到上张紧辊顶部时,上压辊摆下压紧带材。带材头部咬入入口张紧辊后,用手动对中系统使带材对中。之后,带材经过入口导向台以喂料速度进入平整机。当带材头部到达出口上张紧辊处时,上压辊摆下压紧带材,至上、下张紧辊之间时,下张紧辊升起压紧带材,送至下张紧辊底部时,下压辊摆起压紧带材。之后,开卷机、入口、出口的张紧辊、平整机同步送料,带材经出口导向台喂入由皮带助卷器包裹的卷取机卷筒处,待卷取机将带材在卷筒上绕3~4圈后,机组停止送料,皮带助卷器松开退回原位,抱紧辊抬起。开卷机的压紧辊、入出口张紧辊的上、下压辊摆开,入、出口下张紧辊下降,开头刮板、入口导向台、出口导向台均落回下限,防皱辊、防跳辊上升至工作位置,自动对中、AEC、HGC、弯辊及乳化液喷射等系统投入工作,开卷机、入、出口的张紧辊、平整机、卷取机联合控制轧制带头。当带钢厚度大于1.5 mm时,不经入、出口张紧辊,使带钢沿导板在入、出口上张紧辊处通过(上张紧辊仅作转向辊),此时开卷刀和带尾剪切机均上升至上限即开卷和剪切的合适位置。
(3)在机组建立张力并加速到所要求的平整速度后,开始进行稳定轧制。
1.3 液压辊缝控制
HGC液压辊缝控制的检测元件和执行元件由2个伺服阀、1个比例减压阀、2个液压锁控制用换向阀、2个快泄用换向阀、2套磁尺、3个压力传感器组成(见图1)。
系统采用磁尺进行液压缸位置检测,用压力传感器检测油路压力。2个伺服阀用于压力控制和位置控制,该平整机组采用的D661系列伺服阀具有较高动态响应特性,系统先进可靠;比例减压阀用于传动侧和操作侧的HGC液压缸有杆腔压力控制;锁控用换向阀用于液控单向阀的开闭,能有效切断或打开油路;快泄换向阀用于HGC液压缸活塞杆快速缩回。
在电气控制上设有辊缝调节器、轧制力调节器、同步调节器、轧制力差调节器等4个比例积分(PI)调节器。平整时,轧制力调节器和位置差调节器投入工作,以保证稳定的轧制力控制和辊缝的水平。4个调节器协调工作,相互之间平滑切换,构成稳定可靠的液压辊缝控制系统。
2 延伸率控制
2.1 定义及测量方法
可以通过入、出口长度来定义带钢延伸率

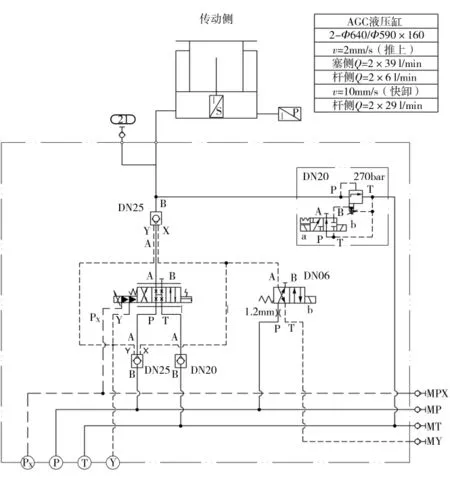
图1 HGC流体原理图
式中,Lin—轧机入口侧长度(m);Lout—轧机出口侧长度(m)。
也可以通过入、出口速度来定义延伸率

式中,Vin—轧机入口侧速度(m/s);Vout—轧机出口侧速度(m/s)。
轧机入、出口长度、速度等均可以通过安装在入、出口S辊上辊的编码器测得,也可以通过安装在入、出口的激光测速仪测得。两种方法各有优缺点(见表1)。
由于激光测速仪是把固体物体的表面速度转换成电子频率信号,而该频率和物体运动速度成正比,采用激光多普勒技术和相干技术,利用光线的干涉条纹形成栅格成像,再用激光多普勒传感器采集变化,形成脉冲信号输出。通过对比在振动环境下激光测速仪和编码器所测延伸率可以看出,激光测速仪对振动非常敏感(见图2)。所以在使用激光测速仪时应充分考虑安装方式。
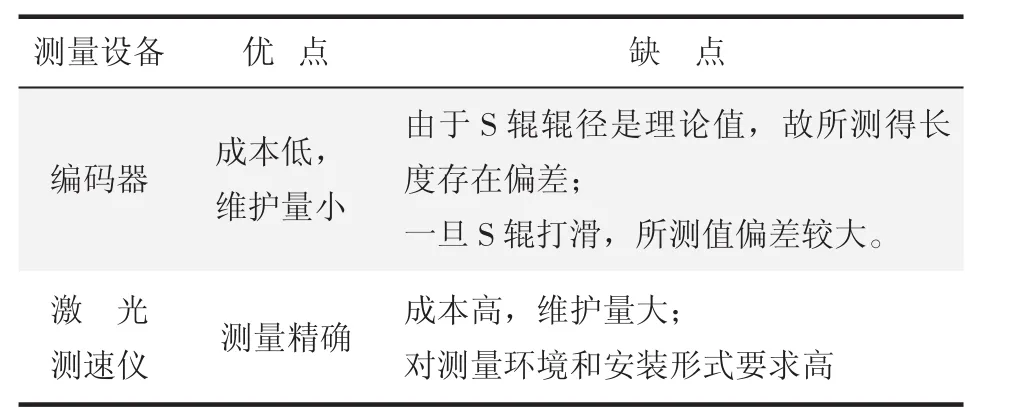
表1 测量方法比较
2.2 延伸率平滑切换
在实际工作中,通过入、出口S辊编码器和激光测速仪测得的延伸率并不相等。在编码器与激光测速仪均正常工作的前提下,由于S辊与带钢之间存在前滑,所以S辊测得的延伸率要略大于实际延伸率。而激光测速仪由于精度高,其测量结果更接近于实际。但激光测速仪会出现信号异常、有效信号丢失等情况,此时,应将控制系统所用的延伸率切换至S辊编码器所测值。为避免因延伸率突变造成轧制力、张力突变,延伸率切换效果应平滑。
2.3 延伸率控制策略
当带钢穿带时,辊缝打开后以最小轧制力压紧带钢,建张起车,延伸率闭环投入。根据测得的平整机入、出口带钢长度,计算出实际延伸率,将该值送到延伸率调节系统中与设定值相比较,得出延伸率偏差,再经延伸率调节控制回路计算后得到轧制力和张力的修正量并送到HGC系统和传动系统,使得带钢实际延伸率向设定值逐渐逼近,最终达到目标值。
带钢延伸率的影响因素有轧制力、张力、带钢厚度、带钢材料抗拉伸强度、轧辊辊径等。其中轧制力和张力是控制系统中最重要的调节参数。所以在控制中有轧制力调节模式、张力调节模式、轧制力与张力同时调节模式等。带钢截面积越大,对轧制力越敏感;而带钢截面积越小,对张力越敏感。一般来说,调节轧制力是延伸率控制的最重要手段,只有在平整薄带(小于0.6 mm) 时,轧制力的影响较小,张力调节延伸率最有效。当延伸率大于设定值时,应减小轧制力和张力;而当延伸率小于设定值时,增加轧制力和张力。通常说来,在带钢厚度在0.6 mm以上时,只调整轧制力,带钢厚度在0.6 mm以下时,既调整轧制力又调整张力。

图2 激光测速仪与编码器测得的延伸率比较图(激光测速仪不当安装时)
为避免由于延伸率测量系统出错,或者其他设备异常原因引起延伸率测量系统反馈的延伸率偏差值出错,导致控制系统无限制的调节张力或轧制力的设定值情况出现。对张力或轧制力的调节量必须设置一个限幅值,以避免由于延伸率调节失控而影响产品的质量,甚至造成重大的设备事故。
另外,在实际调试过程中,加、减速对于轧制力的影响也应该引起足够的重视,对升降速段的轧制力进行补偿控制是非常有必要的(见图3)。实践证明,对不同速度下的轧制力补偿能够有效提高加、减速段延伸率的控制精度。
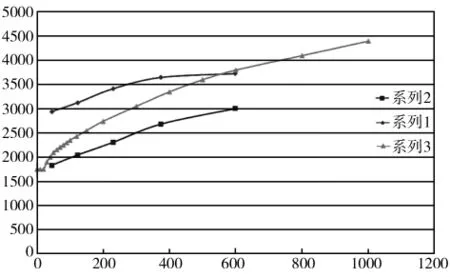
图3 轧制速度与轧制力基准值拟合曲线图
3 结语
该平整机组自投入试生产以来,设备运行稳定可靠,各项技术指标均达到合同要求,并在2011年4月通过验收。该平整机组在带材机械性能和延伸率控制、板形改善及带材表面质量的提高等方面都取得了良好的效果。
[1]陈萍,李东亭;2030 mm冷轧平整机延伸率控制系统的研究;宝钢技术.
[2]宋祖峰,陈利;冷轧平整机的延伸率控制策略;轧钢.
