双转子连续混炼机混炼段相似放大初探
2011-12-04李建立龚树云马玉录谢林生
李建立,龚树云,马玉录,谢林生
(华东理工大学机械与动力工程学院,上海200237)
双转子连续混炼机混炼段相似放大初探
李建立,龚树云,马玉录*,谢林生
(华东理工大学机械与动力工程学院,上海200237)
基于几何相似准则,分别对3种混炼段构型进行了2倍和10倍放大,用Polyflow软件对放大前后的混炼段流场进行了模拟研究,以1个旋转周期内不同横截面上的平均压力和平均混合指数、物料在混炼段的停留时间分布、混炼段出口截面上的解聚功率密度和修正Lyapunov指数的累积概率函数、比能耗、扭矩和轴向力等为评价指标,分析了几何相似放大对流场特征、混合效果、能耗等的影响。结果表明,采用几何相似准则对不同构型的混炼段进行放大时,在转速不变的情况下,产量均可按几何放大倍数的3次方放大,而混炼段流场特征、混合效果及比能耗保持不变,混炼段转子所受的轴向力和扭矩分别按几何放大倍数的平方和立方增大;在进一步的放大设计中需兼顾热平衡相似,以便在高产量下保证塑化品质。
双转子连续混炼机;混炼段构型;几何相似放大准则;流场模拟
0 前言
用于聚烯烃造粒、高填充母料制备、橡塑共混等领域。目前,世界上仅日本制钢、神户制钢、美国 Farrel公司及意大利Pomini公司能设计和制造产量高达每小时数十吨的大型双转子连续混炼机;在国内仅华东理工大学实现了产量不超过1 t/h的中小型双转子连续混炼机的国产化,对于大型机的研制还处于起步阶段。
双转子连续混炼机是一种重要的混炼设备,广泛为了充分利用中小型双转子连续混炼机的相关基础研究和设计经验来指导大型机的研制,就必须针对该类机器的相似放大问题开展专题研究。
前人对单螺杆、双螺杆挤出机的放大设计问题进行过较广泛的研究[1-8],而关于双转子连续混炼机放大设计的研究报道很少见到。前人在研究单螺杆、双螺杆挤出机的放大设计问题时,提出了几种不同的放大准则,比如几何相似、混合相似、热平衡相似、剪切等效等。这些准则各有侧重,比如几何相似侧重于机械结构的放大,而混合相似、热平衡相似和剪切等效则以工艺过程的放大为着眼点,更加关注物料在原型机和目标机器中加工历程的相似性。已有的放大准则可为双转子连续混炼机的相似放大提供借鉴。国内外学者在进行相似放大问题研究时偏重于通过理论推导来获得几何与工艺参数之间的放大关系式。这种方法的优点是结论形式简洁,便于定性分析。如果在前人研究成果的基础上,进一步用计算机仿真技术辅助进行放大设计,将能获得更直观更深入的结果,对理论研究方法是一种有益的补充。
双转子连续混炼机相似放大的核心是混炼段的放大。本文设计了3种混炼段构型,并基于几何相似放大准则(geometric similar scale-up rule,GSS),分别对3种混炼段构型进行了2倍和10倍放大。GSS准则的核心是:机械部件3个方向的尺寸按照相同的比例同步放大,产量按几何放大倍数的3次方放大,转速不变[1]。本研究将借助Polyflow软件对不同混炼段构型放大前后的流场进行模拟,研究基于 GSS准则的放大设计对流场特征、混合效果、比能耗等的影响,为双转子连续混炼机更进一步的放大设计提供重要参考。
1 问题描述
1.1 几何与有限元模型
为了比较全面地研究GSS准则在双转子连续混炼机混炼段放大设计中的可行性,设计了3种混炼段转子,分别为双头型、哈克型和3头型,它们的截面形状如图1(a)所示。下文中分别用A型、B型和C型指代双头型、哈克型和3头型,如A型转子即指双头型转子,A型混炼段即指以A型转子为转动部件的混炼段。根据 GSS准则分别对3种混炼段构型放大2倍和10倍,得到了小、中、大3个系列。为考察基于 GSS准则的放大设计对流场特征、混合效果及比能耗等的影响,用Polyflow软件作为计算平台,采用网格重叠技术和粒子轨迹跟踪技术,对上述3个系列混炼段的流场进行模拟和分析。图1(b)是3种混炼段的有限元计算模型。每种混炼段的有限元模型都由流道部分和转子部分组成。流道部分按左流道、啮合区和右流道3部分分别划分六面体网格。混炼段转子由于结构较复杂,故采用适应性较强的四面体网格划分。采用网格重叠术进行流场计算时,为节省计算时间,将转子内部的材料切除了一部分,形成了相对较大的圆孔。表1列出了3种小尺寸混炼段几何与有限元模型的主要相关参数。对于每一种混炼段构型,在建立几何模型、划分网格及进行模拟计算时均采用笛卡尔坐标系,坐标原点在混炼段入口截面左转子的转动中心处。
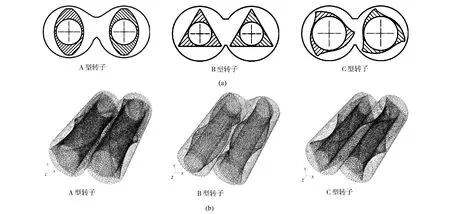
图1 3种混炼段构型Fig.1 Three mixing section configurations
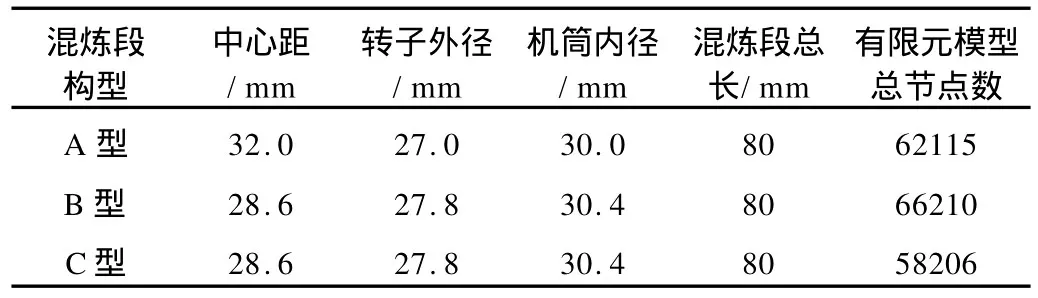
表1 3种小尺寸混炼段几何与有限元模型参数Tab.1 Parameters of three small-scale mixing sections′geometrical and finite element model
1.2 数学模型
基本假设:(1)流道被完全熔融的物料全充满;(2)熔体为不可压缩广义非牛顿流体;(3)等温;(4)忽略惯性力、重力等体积力;(5)壁面无滑移。根据以上假设可得流场的控制方程为:

本文选取如下本构方程:

p——压力 ,Pa
η——表观黏度,Pa·s
——变形速率张量
η由Cross模型给出:

式中 η0——零剪切黏度,Pa·s
α——特征时间,s
n——Cross模型指数
Cross模型参数η0、α和n分别取为8000 Pa·s、0.12 s和 0.75。
边界条件:混炼段入口给定体积流量;混炼段出口给定法向力,切向力假定为零;转动部件给定转速;机筒内壁的法向和切向速度为零。双转子连续混炼机在工作时2个转子异向向内等速旋转。根据 GSS准则,将小、中和大尺寸转子的转速均取为600 r/min,3种小尺寸混炼段的入口体积流量设为2×10-6m3/s,3种中、大尺寸混炼段的入口流量分别是小尺寸混炼段的8倍和1000倍。考虑到混炼段末端通常并不直接连排料口,而与专门设置的排料段相连,这样混炼段末端的压力并不是大气压,本文在模拟时将混炼段末端的压力设为0.2 MPa。
1.3 模拟计算过程
对3个尺寸系列混炼段中的每一种,按如下过程进行计算与分析:首先,利用网格重叠技术在一个旋转周期内每隔一定角度计算一次速度场(对于A型、B型和C型混炼段,角度间隔分别为30°、20°和20°),流场计算采用的收敛精度为10-4;其次,在流场计算的基础上,进行混合任务计算,此时材料点总数取1000,且这些材料点初始时刻随机分布在入口截面;最后,用Polyflow软件的统计后处理模块对1000个材料点的轨迹进行分析,得到需要的结果。
1.4 几何相似放大评价指标
当转速不变,产量按照几何放大比例的立方增大时,根据 GSS准则所得目标机型与原型机的流场基本特征、混合效果及比能耗等应相同或相近。表征混炼段流场基本特征与混合效果的参数有多种,比如压力、速度、温度、剪切速率、混合指数、有效拉伸指数、粘性生热速率、停留时间分布等。谢林生在文献[9]中提出了2种新的评价混炼设备分散与分布混合效果的指标,即解聚功率密度(Nmix)和修正Lyapunov指数。本文仅选择其中几种(如表2所示)来评价基于 GSS准则的放大设计对混炼段流场特征、混炼效果及比能耗等的影响。
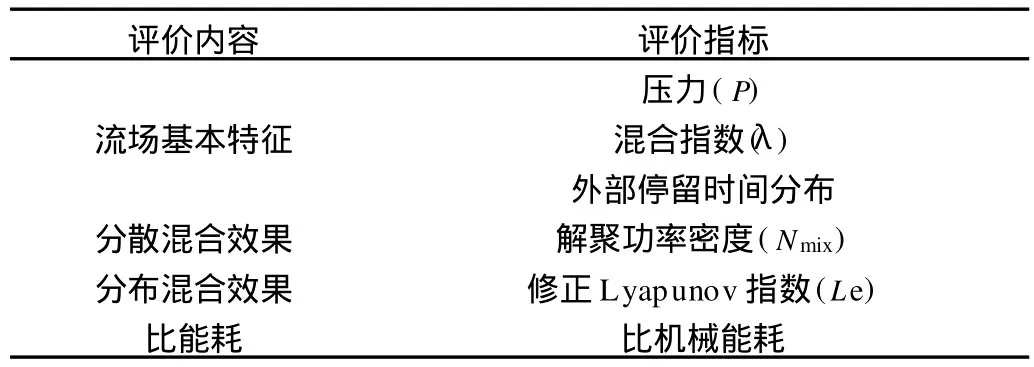
表2 几何相似放大评价指标Tab.2 Evaluating index of geometric similarity scale-up
表2中Nmix、Le和比机械能耗(ESM)计算式为:
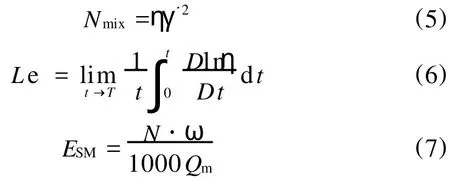
式中 lnη——拉伸对数
t——材料质点从混炼段入口运动到当前位置所经历的时间,s
T——材料质点从混炼段入口运动到出口所经历的时间,s
N——2根混炼段转子在工作时所承受的总扭矩,N·m
ω——角速度,rad/s
Qm——质量流量,kg/h
解聚功率密度Nmix是在研究固态填充物附聚体在聚合物熔体中破碎解聚时提出的一个流场参数,它主要表征混炼流场对附聚体的做功能力,该值越大则分散混合效果越好。Nmix以简洁的形式综合反映了物料流变参数和剪切速率对分散混合效果的影响,比单纯采用剪切速率作为分散混合效果评价指标更全面。有些研究螺杆挤出机中聚合物熔体流动的文献[10-12]将与Nmix相同的表达式看作黏性生热项,这与Nmix的定义并不冲突。当单纯研究特定流道中聚合物熔体的流动时,可认为发生在聚合物熔体中的剪切作用转化成了热能用于升高熔体的温度。如果研究的是固态填充物附聚体在聚合物熔体中的解聚过程,那么可认为聚合物熔体中的剪切作用具有某种做功能力,将分散相团聚体打散。因此,对同一个表达式的不同定义是从不同角度看问题的结果。修正Lyapunov指数Le表征了混炼过程中聚合物熔体在混炼停留时间内所经历的平均拉伸应变速率和折叠次数的大小,其值越大,表明分散相组分在连续相中分布的越均匀。比机械能耗是指每单位生产能力所消耗的电机功率。在保证混炼产物质量的前提下,比机械能耗越小越好。
2 结果与讨论
2.1 几何相似放大对流场的影响
由图2(a)可看出:(1)边界条件相同时,3种小型混炼段中不同横截面上的平均压力具有相似的变化趋势,即从混炼段入口截面到正反向螺棱交汇截面(无量纲轴向坐标为0.4的截面),平均压力逐渐升高,之后又逐渐降低;(2)3种小型混炼段在按照 GSS准则分别放大2倍和10倍后,横截面上的平均压力随轴向位置变化的趋势没有改变,可以预测放大前后混炼段的压力分布相似。压力梯度是流体流动的驱动力。因为放大前后流场的压力分布相似,故速度分布也相似。混炼段速度场的具体特征则由转子和机筒的几何构型决定。由图2(b)可看出:(1)边界条件相同时,3种小型混炼段不同横截面上的平均λ具有明显不同的变化趋势,但在正反向螺棱交汇截面附近都有不同程度的跃升;(2)相对来讲A型混炼段流场具有更强的拉伸流特征,且这种特征沿着轴向变化较小,B型混炼段中的拉伸流成分较少,从入口截面到出口截面始终表现出较强的简单剪切流特征,C型混炼段流场具有更复杂的形态,在有些区域表现出明显的拉伸流特征,在另一些区域则表现出一定的涡旋流形态;(3)3种小型混炼段在按照 GSS准则放大前后,横截面上的平均λ随轴向位置变化的趋势没有改变。由图2(c)可看出:(1)物料在3种小型混炼段中的停留时间分布曲线形状相似,但停留时间分布曲线峰值和曲线宽度有较大差别,A型混炼段对应的停留时间分布曲线峰值最小(约7~8 s),曲线最窄,B型混炼段对应的停留时间分布曲线峰值最大(约25 s),曲线最宽,C型混炼段对应的停留时间分布曲线峰值和宽度介于A型和B型之间;(2)3种小型混炼段按照 GSS准则放大前后,停留时间分布曲线非常相似,表明几何相似放大不会改变物料在混炼段中的停留时间分布,从而不会改变物料通过混炼段时经历的剪切和热历程。
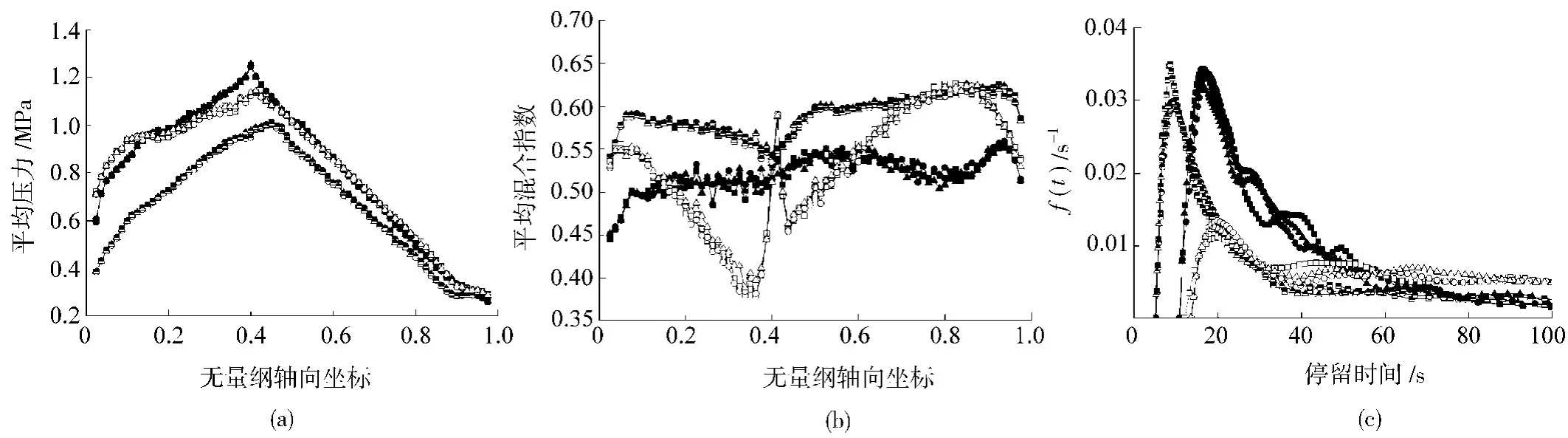
图2 几何相似放大对流场基本特征的影响Fig.2 Effects of geometric similarity scale-up on flow field
概括起来讲:采用 GSS准则对双转子连续混炼机混炼段进行放大设计,可实现产能的3次方放大,而流场的基本特征保持不变;能对流场特征产生根本影响的是混炼段的几何构型。
2.2 几何相似放大对混合效果的影响
由图3可知,当1000个粒子从入口运动到出口时,对于A型混炼段,有65%左右的粒子经历的Nmix在50 MW/m3以下,有约13%的粒子经历的Nmix在100 MW/m3以上,其余约22%的粒子经历的Nmix在50~100 MW/m3之间;对于B型混炼段,有约32%的粒子经历的Nmix在50 MW/m3以下,有约18%的粒子经历的Nmix在 100 MW/m3以上,在 50~100 MW/m3之间的约占50%;对于C型混炼段,约38%的粒子经历的Nmix在50 MW/m3以下,22%左右的粒子经历的Nmix在 100 MW/m3以上,余者经历的Nmix在 50~100 MW/m3之间。由图4可知,对于3种混炼段构型,当1000个粒子从入口运动到出口时,绝大部分都经历了Le大于零的流场形态,这表明混炼段流场的绝大部分区域呈现出混沌流特征。具体来讲,对于A型混炼段,有22%左右的粒子经历的Le在2以下,有约20%的粒子经历的Le在10以上,其余的粒子经历的Le在2~10之间;对于B型混炼段,约7%的粒子经历的Le在2以下,3%左右的粒子经历的Le在10以上,其余约90%的粒子经历了Le在2~10之间的混沌流动;对于C型混炼段,约15%的粒子经历的Le在2以下,约7%的粒子经历的Le在10以上,余者经历的Le在2~10之间。可见,混炼段几何构型,特别是转子构型,对分散与分布混合效果都有显著影响。另一方面,在图3和图4中,每一种混炼段构型在放大前后出口截面上Nmix和Le的累积概率分布曲线都高度重叠,表明采用GSS方法在实现产能按几何放大倍数的立方放大的同时,可实现分散与分布混合效果的等效放大。
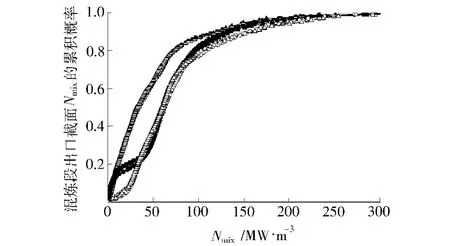
图3 混炼段出口截面上解聚功率密度的累积概率分布Fig.3 Cumulative probability distribution of depolymerization power density on the exit of mixing section

图4 混炼段出口截面上修正Lyapunov指数的累积概率分布Fig.4 Cumulative probability distribution of modified Lyapunov index on the exit of mixing section
2.3 几何相似放大对比能耗、扭矩和轴向力的影响
由表3可知,3种小型混炼段在按照 GSS准则分别放大2倍和10倍后,如果产能按照几何放大倍数的3次方放大,那么混炼转子所受的轴向力和扭矩将分别按照几何放大倍数的2次方和3次方增大,而比机械能耗保持不变。准确预测相似放大后的混炼段转子在工作时所承受的扭矩和轴向力,对于轴承组的设计、驱动电机功率的确定以及减速机的设计有重要指导意义。有必要指出:虽然A型转子所受的轴向力在一个周期内的平均值最小,但不能就此认为A型转子在连续工作时受力最平稳;因为A型转子连续运转时所受轴向力的大小和方向都发生周期性变化,而B型和C型转子所受的轴向力只有大小发生改变。在进行混炼转子结构优化时,需要考虑所受轴向力的平稳性。

表3 几何放大前后混炼段转子所承受的扭矩、轴向力与混炼段比能耗Tab.3 Axial force,torque and specific power of three series mixing sections
本文在模拟计算时假定混炼段的物料已完全熔融,且采用了流道全充满与熔体等温假设。在实际的混炼过程中,混炼段中可能包含未完全熔融的物料,而且混炼段可能并不是完全被熔体充满的。因此,在进行放大设计时,还需考虑混炼段平均质量流率与物料熔融速率的匹配问题,即需要进行热平衡相似放大。根据已有的单螺杆、双螺杆挤出机等的相似放大理论可知,当考虑热平衡相似时,产能放大系数与几何放大系数之间将不再是3次方关系,而是比3次方关系来的小。实际情况也的确如此。以日本制钢所的CIM系列双转子连续混炼机为例。该系列混炼机的设计最大转速均为400 r/min,主要用于聚烯烃混炼造粒,特别是高密度聚乙烯的混炼造粒。图5为CIM系列双转子连续混炼机设计产量和比能耗与机器特征尺寸之间的关系,其中的相关数据来自日本制钢所最新的产品样本,比能耗是用驱动电机额定功率除以设计最大产量得到的。由图5可见,CIM系列双转子连续混炼机设计最大产量的增长速度比按照几何放大倍数的3次方增长的小一些,但比按照几何放大倍数的2.5次方增长的快的多,设计比能耗随机器尺寸的变化不大。可以推测,该系列混炼机放大设计的基本依据是 GSS准则,同时考虑其他因素对放大设计结果做了修正。这可为国内的双转子连续混炼机放大设计提供参考。
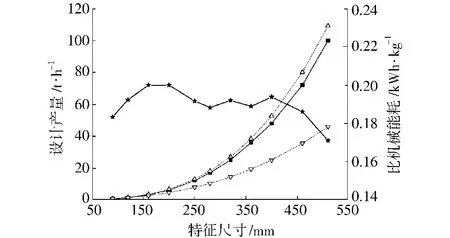
图5 日本制钢所CIM系列双转子连续混炼机的产量和比能耗与机器特征尺寸之间的关系Fig.5 Relationship between design output and specific power of CIM series two-rotor continuous mixer made by Japan Steel Works and machine size
3 结论
(1)在本文设定的计算条件下,用几何相似放大准则将实验室规模的小型双转子连续混炼机混炼段放大k倍,在转速不变时,产量可按k3放大,而流场的基本特征、混合效果及混炼段的比能耗保持不变,此时转子所受的轴向力和扭矩将分别按照k2和k3增大;
(2)混炼段几何构型,特别是转子构型,对流场特征、分散与分布混合效果、比能耗、转子受力状况等都有显著影响;
(3)在进一步的放大设计中需兼顾热平衡相似,以便在高产量下保证塑化品质。
[1] Carley J F,Mckelvey M.Extruder Scale-up Theory and Experiments[J].Ind Eng Chem,1953,45:969.
[2] Chan I Chung.On the Scale-up of Plasticating Extruder Screws[J].Polym Eng Sci,1984,24(9):626-632.
[3] Potente H.Existing Scale-up Rules for Single Screw Plasticating Extruders[J].Int Polym Proc,1991,(6):267.
[4] Enno E Agur.Extruder Scale-up in a Corotating Twinscrew Extrusion Compounding Process[J].Adv Polym Techn,1986,6(2):225-231.
[5] Meijer H E H,Elemans P H M.The Modeling of Continuous Mixers I:The Corotating Twin-screw Extruder[J].Polym Eng Sci,1988,28(5):275-290.
[6] Nakatani M.Scale-up Theory for Twin-screw Extruder,Keeping the Resin Temperature Unchanged[J].Advances in Polymer Technology,1998,17(1):19-22.
[7] 董中华,江 波,许澍华,等.啮合同向双螺杆挤出机的相似放大[J].塑料,2004,33(5):82-86.
[8] 王健平.相似放大理论在大型啮合同向旋转双螺杆挤出机设计中的应用[J].塑料,2007,36(3):66-68,84.
[9] 谢林生.双转子连续混炼机的分散与分布混合的表征及其强化[D].上海:华东理工大学机械与动力工程学院,2008.
[10] Raman V C,Jaluria Y,Sernas V.Extrusion of Non-newtonian Fluids in a Single-screw Extruder with Pressure Back Flow[J].Polym Eng Sci,1996,36(3):358-367.
[11] Chenxu Y,Sundaram G.Modeling of Melt Conveying in a Deep-channel Single-screw Cheese Stretcher[J].Journal of Food Engineering,2004,61(2):241-251.
[12] Sastrohartono T,Jaluria Y,Esseghir M,et al.A Numerical and Experimental Study of Three-dimensional Transport in the Channel of an Extruder for Polymeric Materials[J].Int J Heat Mass Transfer,1995,38(11):1957-1973.
Similar Scale-up of Mixing Section of a Two-rotor Continuous Mixer
LI Jianli,GON G Shuyun,MA Yulu*,XIE Linsheng
(School of Mechanical and Power Engineering,East China University of Science and Technology,Shanghai 200237,China)
Three mixing section configurations,i.e.double-flight,hake,and triple-flight were magnified to two and ten times according to geometric similarity principle,respectively.Polyflow software was employed to simulate the flow field in different mixing sections.Mean pressure and mixing index of different channel cross-sections during one revolution period,residence time distribution,cumulative probability distribution of depolymerization power density,and modified Lyapunov index on the exit of mixing section,specific energy,torque,and axial force were used as evaluating index to analyze the effects of geometric similarity scale-up on mixing section’s flow field feature,mixing quality,energy cost,etc.In these simulations,the rotational speed of rotors kept constant while the volume flow rate of mixing section inlet increased by the geometric scale-up ratio′s cube.Simulation showed that after being magnified to different size according to geometric similarity principle,the primary features of flow field,mixing effect and specific energy of mixing section were similar to those of corresponding prototypes,while torque and axial force increased by the square and cube of the geometric scale-up ratio,respectively.In the further study,similarity of the heat equilibrium should be considered to guarantee the similar plasticization effect.
two-rotor continuous mixer;mixing section configuration;geometric similar scale up rule;flow field simulation
TQ320.66+3
B
1001-9278(2011)06-0102-06
2011-04-01
“863”高技术研究项目(2009AA042142)
*联系人,myl@ecust.edu.cn
