首饰表面处理新工艺
2011-11-22袁军平郑广昌王昶申柯娅陈令霞马春宇
袁军平,郑广昌,王昶,申柯娅,陈令霞,马春宇
(1.广州番禺职业技术学院珠宝学院,广东 广州 511483;2.东莞必美宜抛光材料器材有限公司,广东 东莞 523917)
【抛光】
首饰表面处理新工艺
袁军平1,*,郑广昌2,王昶1,申柯娅1,陈令霞1,马春宇1
(1.广州番禺职业技术学院珠宝学院,广东 广州 511483;2.东莞必美宜抛光材料器材有限公司,广东 东莞 523917)
介绍了一种新的首饰表面处理工艺,采用了新型打磨抛光材料、多功能首饰加工台、高速研磨滚筒等改进措施。新工艺的生产效率大幅提高,最大可提高135%,而平均金耗率比传统工艺降低了27.4%,实现了首饰表面处理高效低耗生产。
首饰;表面处理;高效低耗
1 前言
表面处理是整个首饰生产过程中的重要工艺环节。长期以来,首饰企业主要沿用传统的手工工艺来处理首饰表面[1],普遍存在生产效率低、贵金属损耗大、产品质量不稳定等问题。为提高生产效率,降低贵金属损耗,本文进行了以机械操作为主的首饰表面处理工艺试验研究。
2 传统工艺分析
首饰产品种类较多,产品结构也不相同,因此不同饰品的具体工艺流程略有区别,但基本过程相同,大致为:粗加工—中加工—细加工[2]。为便于说明,本文选择戒指类首饰进行分析。
2. 1 传统工艺
传统工艺的流程为:执模(过粗锉—整形—过中锉—过砂纸—执死角位)—车摩打抛光(车毛扫—拍飞碟—车黄布轮—车白布轮)。执模主要对首饰表面进行粗加工;车摩打是对首饰表面进行精细抛光,以获得平整光亮的镜面效果,为电镀准备良好的基材。
生产中根据产品的结构特点和基材的质量状况,有时会在执模与车摩打之间增加出水工序,它借助电解手段对首饰表面进行处理,其目的是帮助处理首饰的死角、缝隙等手工难以操作的部位,同时将表皮以下的孔洞缺陷及早暴露出来。
2. 2 各工艺环节的表面粗糙度
随机抽取批量生产过程中的同材质平板试样,用MFT-4000多功能材料表面性能测试仪(中科院兰州物理化学研究所)对传统表面处理工艺中各工序环节的粗糙度进行多次检测,其范围及平均粗糙度如表1所示。

表1 传统工艺的工序环节及表面粗糙度Table 1 Procedures and surface roughness of traditional process
由表 1可以看出,首饰表面处理是一个不断改善表面粗糙度的过程,工序环节多,在每个环节都有一个相应的粗糙度范围。随着处理工序的推进,粗糙度范围总体渐趋扩大,表明在表面处理过程中操作者的操作对表面粗糙度的影响很大,这与操作者自制工具器材的效果、操作手法以及产品本身的基质有密切关系。
2. 3 工序改进
在传统首饰表面处理工艺中,主要采用锉刀、钳子、锤子、砂纸、毛扫、绒芯棍、布轮等工具,其中手工器材占了很大比例,而且有些还是手工自制的,没有统一的标准,这必然导致生产效率低、产品质量均一性差、金属损耗多、生产成本高等问题。针对上述问题对传统工艺进行改进,基本工艺思路为:执模阶段采取标准工具 + 机械配套材料,车摩打工序采取机械配套材料,其中车毛扫和车布轮采取强化标准工具材料。
具体方案分 3个主要工序:一是利用多功能首饰加工台,借助PVA砥石轮、金字塔结构砂纸盘、砂纸棍等定型工具,实现半机械打磨;二是利用高速离心滚筒进行研磨,将工件固定在专用夹具上,采用核桃壳粒、研磨剂等作为抛光介质,实现自动半精光处理;三是利用抹纹页片轮、抹纹风布轮等新型抛光器材对工件进行抛光。工件主要部位使用的处理手段见表2。
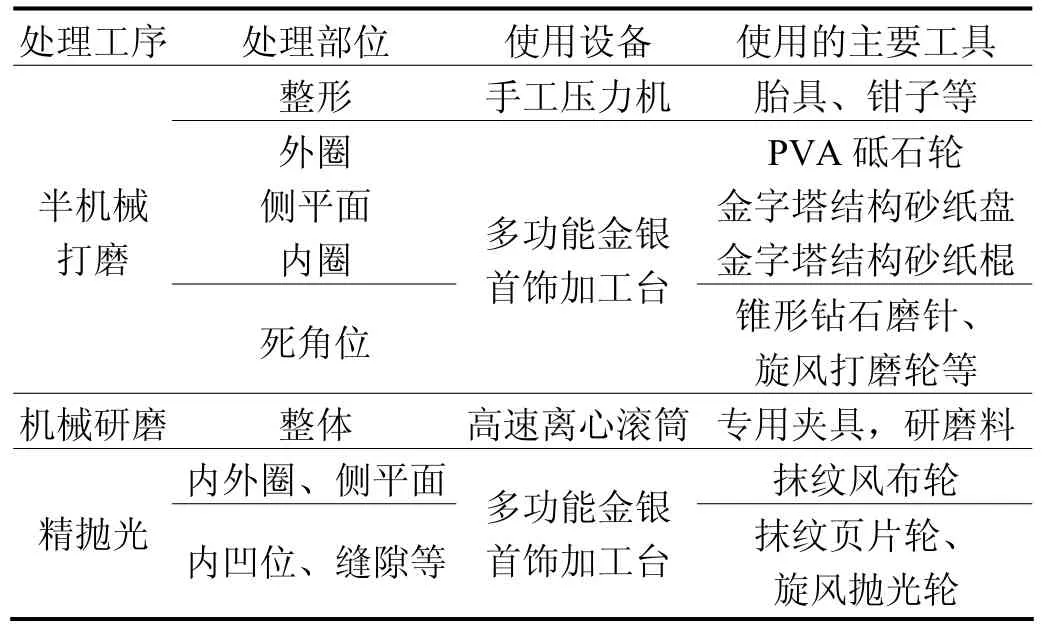
表2 新工艺中戒指不同部位的处理手段Table 2 Treatment methods for different positions of rings by new technology
3 试验结果
3. 1 表面效果
同样的平板试样经试验工艺的各工序处理,表面粗糙度分布如图 1所示。对比传统工艺的各处理环节及表面粗糙度可知,试验工艺由于采用了新型打磨抛光设备、工具和材料,工序环节大幅减少,且各工序的表面粗糙度也优于传统工艺。
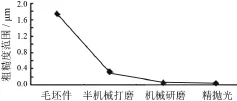
图1 新工艺中的工序环节及其表面粗糙度Figure 1 Procedures and surface roughness of new process
3. 2 生产效率
统计传统工艺与新工艺中各工序的平均操作时间,结果如表3所示。
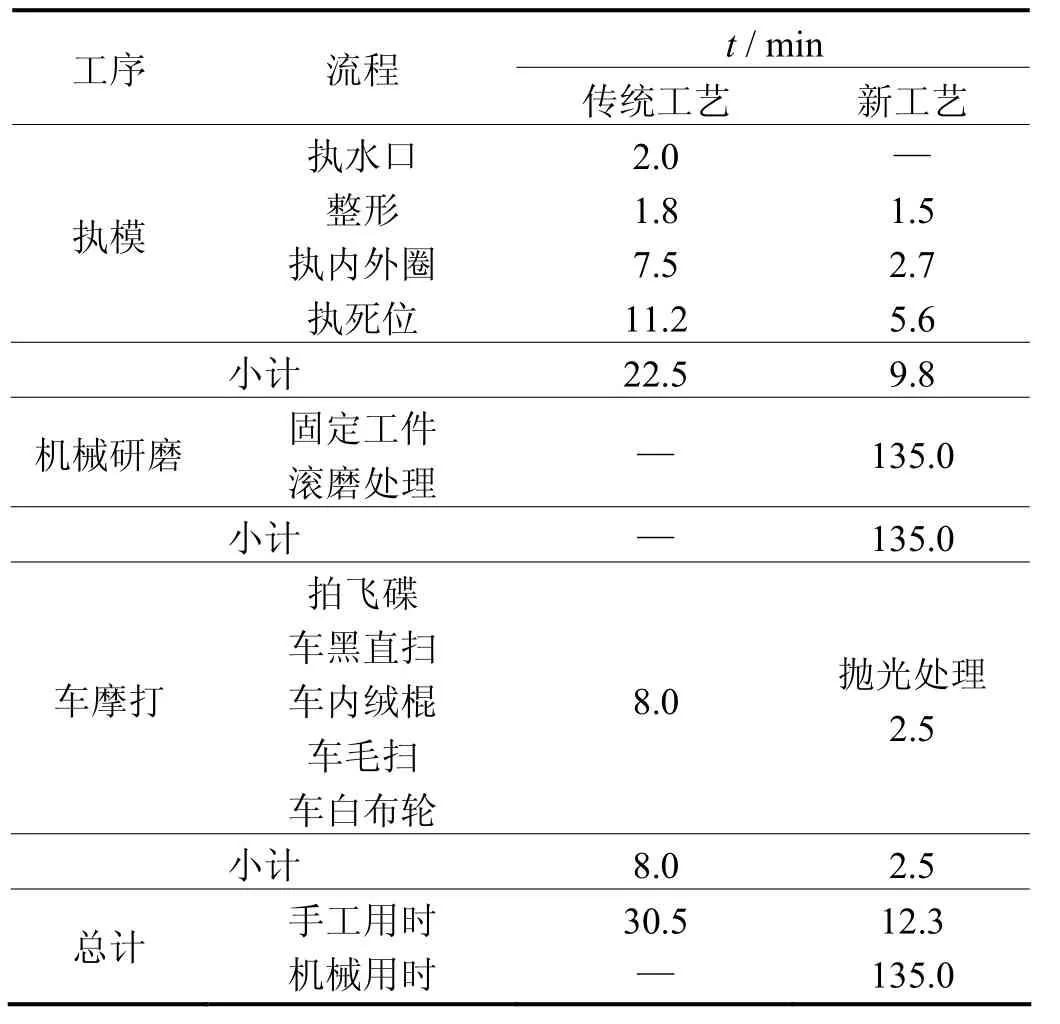
表3 2种工艺中各工序平均操作时间对比Table 3 Comparison of average operation time between two processes
从表 3可以计算出,与传统工艺相比,新工艺在执模工序的单位产品生产效率提高了130%。虽然机械研磨时间较长,但在研磨处理时不需要人工操作,研磨后表面粗糙度可达Ra0.50 ~ 0.05 µm,使得工件在车摩打工序短时间处理就可达到所需的表面效果,使表面处理总体效率提高。
图2是一次处理数量与提高效率之间的关系。

图2 一次处理数量与提高效率的关系Figure 2 Relationship between batching quantity and enhancement of efficiency
由图2可以看出,一次处理量在8件以上时,试验工艺的生产效率就比传统工艺高,生产批量越大,平均到每件产品的机械处理时间就越短,总体生产效率也就比传统工艺提高越多。当一次处理为200件时,处理效率提高了135%。
3. 3 金属损耗
对于贵金属首饰加工而言,有效控制金属损耗是获得效益的基础。试验中统计了各款产品在传统工艺与试验工艺各主要环节中操作工人的损耗率,结果如表4所示。对操作工人而言,其名义损耗率 =(处理前货重 - 处理后货重 + 回收的金粉重)÷ 处理前货重;对于工厂而言,工序损耗的金粉有部分是可以收回的,工厂在某工序的实际损耗率 = 工人的名义损耗率 × (1 - 该工序回收率)。不同的工序回收率有较大差异,假定执模损耗金粉按 40%回收,机械研磨损耗金粉按80%回收,车摩打损耗金粉按 70%回收,则可以计算出各工序实际损耗率,结果也见表4。
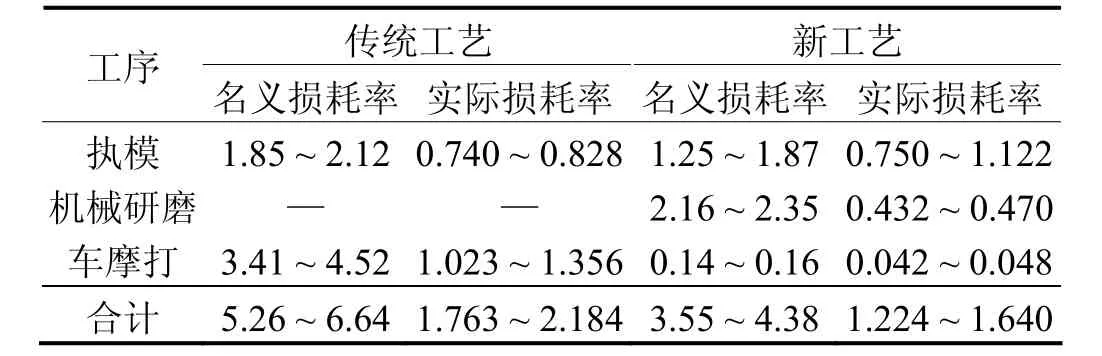
表4 2种工艺的金属损耗率对比Table 4 Comparison of metal loss rate between two processes(%)
从表 4可以得出,传统工艺的平均实际损耗率为1.974%,新工艺为1.432%,新工艺的实际损耗率比传统工艺降低了27.4%。
4 分析讨论
新工艺中采用了新型打磨抛光材料、多功能首饰加工台、高速研磨滚筒等改进措施,在表面处理效果、生产效率和金属损耗率等方面均优于传统工艺。
4. 1 新型打磨材料
传统执模工艺使用锉刀、普通砂纸作为主要工具,完全是手工操作,难以保持如一的切削力与粗糙度,砂纸的耐用性不好。因此,传统工艺中需要大量的操作工人进行处理,这必然导致生产效率低、产品质量均一性差、金属损耗多、生产成本高等问题。新工艺中采用了金字塔结构砂纸制作的定型工具,它具有较强的切削力,可以省却锉削工序而直接进行砂纸打磨。这种砂纸包含了多层研磨颗粒,采用微晶复制技术使磨粒呈金字塔结构标准分布在底纸上,一旦金字塔顶端磨耗掉,下层新而锐利的磨粒便取而代之,因而具有细致均匀且始终如一的研磨效果,且打磨效率高,研磨温度低,减少了加工工序。
4. 2 新型抛光材料
传统车摩打工艺采用各种规格的毛扫、黄布轮、白布轮、抛光蜡等器材进行处理,工序环节多,金属损耗大。新工艺中经过执模和高速研磨已获得了很好的表面效果,因此,车摩打只是作为一个补充工序,重点是处理研磨效果稍差一些的复杂部位,处理工作量大为减少。该工艺使用的旋风抛光轮柔软耐磨,特别适合镶口、槽位等不规则部位的抛光,而抹纹风布轮是由皱折的棉布围绕中心多层叠放后组合成轴组的,可降低抛光温度,其抛光布选用高级的超细纤维纯棉布,并经过严格的化学处理,含有纳米级超微细研磨粒子,再配合持久的油脂混合物,使之具有抛光功能,可不用或少用抛光蜡。另外,布料呈弹性的三维网状结构,具有允许空气自由流动的空间,在研磨时可以容纳打磨产生的粉尘,有利于金属废料的回收。
4. 3 多功能首饰加工台
针对传统手工执模生产效率低、劳动强度高的问题,该设备采用变频电机、吊机及手工处理相结合,根据产品不同部位的结构特点,采取相应的执模手段,形成以机械操作为主的处理方式[3]。针对传统执模中生产工位敞开、金属损耗大的问题,采用密闭式执模操作室,在工作台面上安装防尘护罩,同时安设抽尘装置,减少金属粉尘飞扬外逸。因此,该设备为实现高效低耗生产提供了很好的保障。
4. 4 高速研磨滚筒
高速滚筒属于干法研磨抛光,采用公转与自传相结合的形式,以各种规格的硬木粒、核桃壳粒、合成树脂或尼龙等作为研磨介质,在研磨剂的配合下,可分别实现粗研磨、中研磨、抛光和出光4个级别的效果,其中,中研磨工序已比一般执模和电解抛光的表面粗糙度更低,可达到传统首饰表面处理工艺中车摩打的效果。由于贵金属镶嵌首饰的结构较为复杂,花饰、内隙等部位多,这些部位在研磨时由于磨料的研磨作用相对弱一些,因此在试验工艺中有意选择只进行中研磨一次性处理,然后对花饰、内隙等部位辅以必要的车摩打抛光,这样不仅大大缩短了整个流程的处理时间,而且有助于各部位获得一致的表面效果,也降低了金属损耗。
5 结论
(1) 传统首饰表面处理工艺存在打磨抛光工具器材不理想、工序环节多、手工自制工具和手工操作比例大等问题,导致生产效率低,金属损耗多。
(2) 新的首饰表面处理工艺中使用了标准化的工具,采用机械设备为主、人工操作为辅的生产模式。与传统工艺相比,新工艺的总体生产效率最大可提高135%,而平均金耗率降低了27.3%。
(3) 采用新型打磨抛光材料、多功能首饰加工台、高速研磨滚筒等革新措施,可以实现首饰表面处理高效低耗生产。
[1] 王昶, 袁军平. 贵金属首饰制作工艺[M]. 北京: 化学工业出版社, 2008.
[2] 黄云光, 王昶, 袁军平. 首饰制作工艺[M]. 武汉: 中国地质大学出版社, 2010.
[3] 广州番禺职业技术学院. 金银首饰加工台: CN, 201389790 [P]. 2010–01–27.
New technology for jewelry surface treatment //
YUAN Jun-ping*, ZHENG Guang-chang, WANG Chang, SHEN Ke-ya, CHEN Ling-xia, MA Chun-yu
A new technology of jewelry surface treatment was introduced, in which, new grinding and polishing materials, multifunctional jewelry fabrication bench, highspeed grinding roller were used. The production efficiency of the new technology is improved by 135% as compared with traditional process, while the average metal loss rate is reduced by 27.3%. By using the new technology, the production with high efficiency and low consumption in jewelry surface treatment is realized.
jewelry; surface treatment; high efficiency and low consumption
Jewelry Institute of Guangzhou Panyu Polytechnic, Guangzhou 511483, China
TS934.3; TG176
A
1004 – 227X (2011) 09 – 0042 – 04
2011–04–29
2011–05–23
番禺区科技局资助项目(2010-Z-61-1);广州市教育局科研项目(08C013);广州市教育系统首批建设创新学术团队项目(穗教科(2009)11号)。
袁军平(1969–),男,江西新余人,教授级高级工程师,主要从事首饰材料及生产技术研究。
作者联系方式:(E-mail) yuanjp@pyp.edu.cn。
[ 编辑:吴杰 ]
