关于生物质利用的最新进展
2011-11-21曹邦威
曹邦威
关于生物质利用的最新进展
曹邦威
介绍了国外生物质利用的若干技术和商业模式。这些生物质利用技术包括木粒生产技术、生物质气化技术、生物质电能生产技术和生物质燃油生产技术。同时,笔者对我国制浆造纸行业是否开展生物质利用提出了自己的建议。
生物质利用;林业生物质精炼;木粒;生物质气化;生物质能;生物质燃油
20世纪五六十年代,美国以南方松速生材制浆冲击北欧针叶材制浆,激烈的市场竞争曾迫使北欧的纸厂通过降低劳动力和能源成本、开发新技术以及生产诸如液体包装纸板类的高附加值产品,才得以站稳脚跟。而从1990年起,以巴西为首的热带阔叶木(主要是桉木)浆厂的发展,对欧美造纸发达国家又形成新一轮的冲击。
就巴西等这些发展中国家而言,除了桉木的原料优势外,还有低廉劳动力的优势。例如,美国的劳动力成本通常要比巴西和东南亚高出10~20倍。低廉的劳动力成本,有时也许比低廉原料具有更大的冲击力。
这些低价原料和低价劳动力的优势,迫使原来造纸发达的国家努力寻找比浆纸产品有更高附加值的产品,从而激发了这些国家的林纸公司考虑由单纯浆纸产品模式向生物质精炼产品模式转化的可行性。
不仅如此,世界范围化石类能源的日益枯竭和对CO2温室气体排放日益严格的要求,也使林纸公司将生物质精炼产品转变为偏向于绿色能源产品。硫酸盐浆纸厂有可能成为生产浆纸 (或甚至完全不产浆纸)和生物质能源产品的综合企业。
硫酸盐浆纸厂本身就是生物质利用的一个方式。国外浆纸厂向林业生物质精炼 (Forest Biorefinery,简称FBR)的转换,实际上是生物质利用方式的一种转换。生物质精炼的产品除浆纸外,主要是生物质能(bioenergy)的产品。笔者对国外近期在生物质利用方面发表的论文和评述进行了归纳,并提出了自己的建议。
1 生物质能 (或生物能)利用的重要性
1.1 能源概况
被称为技术预言家的约翰-麦克唐纳 (加拿大主要航天公司MDA公司的创立者,现在是Day4能源公司的主席和总裁)认为,容易获得的能源是我们现代生活方式的基础。他悲观地认为,最早在2012—2015年世界的能源需求量就将可能超过传统能源的生产量[1]。
拿什么来填补传统能源的空缺呢?除了核能以外,开发可再生能源 (太阳能、风能、水力能、生物质能和地热能)是唯一的出路。政府的能源政策竭力推动能源多样化,成为发展可再生能源的鼓励者和支持者。例如在美国,有30个州已颁布可再生能源标准 (Renewable Portfolio Standards),加强和鼓励可再生能源的发展。
同样在欧盟,多数国家都有对可再生能源的支持计划。欧盟已经规定了每个成员国必须遵守的可再生能源比例。欧盟的所谓“20-20-20计划”就是到2020年,要求在欧盟能源中的可再生能源比例增加到 20%[2]。
在可再生能源中,太阳能、风能、水力能和地热能都需要有一定的地域条件,而由生物质提供的生物质能则是一个现成的、蕴藏量极为丰富的 (或者从某种意义上说是取之不尽的)资源,因此它在国外的可再生能源中占有重要的地位。
例如,今天欧盟1/2以上的可再生能源均来自生物质,其中绝大多数 (约80%)是木材生物质。随着其他能源 (例如风电和水电)的加快发展,来自木材生物质的可再生能源的相对比例可能会缩小,但对木材和工业废弃生物质的利用,仍将保持强有力的绝对需要量。
瑞典在2009年以各种形式的生物质作为能源,其总量甚至已超过了石油,其能源总使用量中,生物质能占31.7%,石油能占30.8%。
生物质 (Biomass)的定义是指“由自然界生物转化而形成的不溶性有机物质”[3],它的范围是很广泛的。本文所讨论的生物质主要是指制浆造纸 (或林产)工业范畴内的木材生物质以及由此衍生的黑液等生物质。
1.2 木材生物质范围及目前的应用情况[1]
(1)中小径木材 (即制浆原木)——它的传统用户是纸浆厂和制材厂,但有时能源公司将其作为能源使用也具有一定效益。
(2)林区残余物——主要是伐余的枝桠材,它在多数国家仍是未加利用的资源。
(3)树皮——纸浆厂和制材厂的副产品,一般将树皮就地在锅炉中燃烧以提供热量。由于热值低、灰分高,不适合用于生物质能工业。
(4)锯末、碎片——制材厂的主要副产品,也是纸浆厂的重要原料,目前在木粒生产厂和能源公司有强烈需求。
(5)木粒 (Wood pellet)——通常由锯末压缩制成,具有很高的密度与极低的水分,方便运输,是国外新近发展起来的一种高质量木质燃料。
木材生物质能的发展是由政府激励政策、能源价格上涨与要求原材料更有效利用的几种综合因素所推动的。随着对生物质能支持力度的加强,已开发出了许多木材生物质利用的方法。
如上所述,用锯末压缩制成的木粒,已在不少地方 (特别是欧洲)成为民用与工业用的供热材料。据Poyry咨询公司顾问Jan Wintzell博士估计,2008年全球共生产了1170万t木粒,北美为290万t,俄罗斯与中国总产量少于100万t,其余均为欧洲生产。在消费方面,欧洲占了全球木粒消费量的80%[4]。煤炭工业对木粒有较大和逐渐增加的需求;木粒与煤共燃,可作为达到CO2减排目标的一个手段。
另外还有生物质的气化技术,即将木材剩余物转化成合成气,然后再用于居民和工业用的热电,它在加拿大等国已进入商业化运作阶段。人们普遍关注的林纸厂向生物质精炼转型来生产乙醇等可再生燃料项目,已进入中试、示范阶段,正处于商业化的前夕。
2 国外生物质利用的商业模式
近期,UPM林纸公司改名为“UPM生物质前导公司 (UPM-the Biofore Company)”,它所代表的含义远不止是一家公司的换牌,它实际是给出了世界范围内以浆纸产品为主的林产业结构大转型的一个信号。另外,一些公司也已公开亮出它们将涉足能源市场的意图。例如美国著名的Weyerhaeuser公司已正式宣布要研究和开发生物质燃料。
随着浆纸市场需求疲软和长期供过于求,开发生物质能为林纸公司迈向新商业模式创造了条件。通过产品多样化和财务收入的增长,新老资产将获得更高的利用效率。国外不少有识之士指出,现在的问题不是它们应不应该转入新的市场或新的商业模式,而是这种转变应该有多快,程度有多深。
综合有关文献介绍[2],目前国外林纸公司利用木材生物质的商业模式大致有三大类,即:①生物质供应者;②生物质电能生产者;③生物质燃料生产者。
2.1 生物质供应者
林纸公司作为木材生物质供应者,取得成功的关键是掌管或控制 (例如用租赁等办法)当地生物质能的原料。这种情况可能有几种模式且需要有不同程度的投资,但不管怎样,它将保证生物质供应者为电站或生物质燃料生产商提供足够的原料。生物质供应者也可以是一个中间商,它联系或集中许多较小的生物质供应者,供货给电站或燃料生产商。在此模式中,生物质中间商必须管理报表和预付款,熟悉管理信贷风险。生物质中间商也可精心挑选生物质供货者,并通过长期合同向电站集中供货。
另一个模式是,生物质供应商可自己拥有靠近电站或燃料生产商的林地。此时生物质供应商可自己掌握林地的运作或承包给别人。这样,信贷风险减轻了,但要担负一大笔资金投入。这类模式对林纸公司是有利的。尽管国外许多林产公司已经放弃了它们的林地资产,但它们仍然控制着当地一批出售锯材和制浆原料的中小林场主,重新对林区实行管理,对这些公司而言是轻而易举的。
2.2 生物质电能生产者
很多林纸公司早已将电力生产作为其制造业务的一部分。例如,绝大多数纸浆厂、纸与纸板厂都用废料锅炉烧树皮和其他废料,以及用碱回收炉燃烧黑液,并以所产蒸汽供热发电。现代化制浆造纸厂实际上已经是少量电力的输出者,这有利于减少对外电的依赖,降低生产成本。
除此之外,还有另一种可能,即扩大生物质电能生产。将生物质电能生产设施安排在其他地区 (不局限于在厂内),生产的电能通过输电线路连接到电网。甚至还设想将生物质电能输送到另一个州或国家。但要扩大到这样的商业规模,需要有一大笔投资,包括新的或经升级改造的锅炉、发电机和输电设施等。
2.3 生物质燃料生产者
国外已有越来越多的林纸公司以木材生物质原料生产生物质乙醇和生物质柴油等燃料,从而进入了生物质燃料市场。它们以生物质化学和热化学路线研制生产各种生物质燃料。下面是国外几家大型林纸公司正在开发的生物质燃料技术的举例[2]:
·Lignol公司:开发了一种溶剂预处理技术,将生物质分离成单个组分,所得纤维素对酶水解十分敏感,从而形成很高得率的葡萄糖。
·Neste/Stora Enso公司:重点研究β生物质液化技术的商业化,将木材残余物转化为合成柴油。
·RSE纸浆公司:开发了在制浆过程中抽提出半纤维素的专利技术。
·Royal Nedalco/Mascoma公司:开发出能将戊糖和己糖发酵成乙醇的新型酵母。
·UPM公司:考虑利用林产品生产生物质柴油和生物质乙醇。
·VTT公司:大范围研发生物质化学技术和热化学技术,包括预处理 (生物质的生产与运输)、气化和气体净化、快速热解以及酶水解与发酵等。
3 生物质利用技术与评介
目前,国外特别是欧美一些林纸公司生产生物质燃料 (或化学品)的技术有多种多样,有的已经成熟,实现了规模化运行;有的仍在中试,有的已建成示范项目;有的在技术上虽已过关,但仍需进一步降低成本。大致可分为4种类型,即:
(1)改善生物质燃烧的热效率,包括改造天然气锅炉使之能燃烧生物质以及能燃烧以生物质气化的合成气来生产蒸汽。
(2)以生物质气化的合成气生产生物质燃油。(3)以黑液气化的合成气生产DME高级车用燃料或直接产汽与发电。
(4)结合制浆厂生产乙醇或直接以木材生物质生产乙醇的精炼工艺。
3.1 改善生物质燃烧的热效率
3.1.1 改造天然气锅炉使之能燃烧生物质
国外蒸汽锅炉大多是燃烧天然气 (或石油)的,如果以生物质替代或部分替代天然气,相当于减少了温室气体 (GHG)的排放。加拿大Thubder Bay市的AbitibiBowaer纸厂通过改造该厂的6号天然气锅炉(包括增加生物质进料器和改造炉膛等),减少了CO2温室气体的排放,降低了燃料成本[5]。
3.1.2 以生物质气化的合成气生产蒸汽
位于加拿大British Columbia省New Westminster市的Kruger Products公司卫生纸厂在2010年投产了一套生物质气化系统 (即生物质气化后再燃烧产汽)。该系统是由Nexterra能源系统公司 (Nexterra Energy Systems Corp.)开发的[6]。
Kruger公司的新系统取代了已运行60年之久的燃烧木材废料的产汽锅炉。新系统在2台气化器中利用含5%~60%水分的木材废料,将木材废料加工成更清洁更高效的合成气,然后输送到与水管锅炉直接连接的点火室。该系统的生产能力为每小时生产中压蒸汽18 t。
据Kruger公司的工程部Charles Leclerc经理估计,Kruger公司这项新技术的投资会有很大收益。例如,仅2010年的碳排放税就要少缴38万美元,到2012年,每年碳排放税的少缴额将增加到58万美元。每年减少CO2温室气体排放22000 t,烟尘排放基本为0。该系统的安装情况如图1所示[6]。
新系统的热效率有望为原来老式废料锅炉 (该炉已于2007年拆除,代之以临时性的天然气锅炉)的2倍。新系统的维护与运行费用每年要比原锅炉减少30万美元。与生产能力相当的天然气锅炉比较,生物质气化系统将使每年的燃料成本降低100万美元以上。
Kruger公司生物质气化系统项目的部分投资是由加拿大政府提供的。政府希望以该项目为样板,进一步在加拿大西部的10多个制浆造纸厂内推广这项技术。
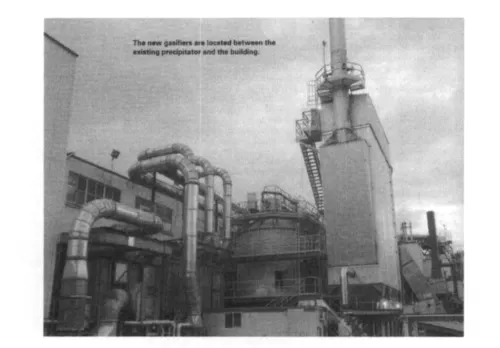
图1 Kruger公司位于厂房与电除尘器之间的新建气化器
3.2 以生物质气化的合成气生产生物质燃油
近期在瑞典举行的世界生物质能会议上,据瑞典Choren Industries GmbH 公司的 Jochen Vogels报告[4],该公司在德国的Frieburg市正在建设β生物质燃油(beta biomass-to-liquid简称BTL)项目,该项目的建筑工程已在2009年中期完成,2009年12月开始使用Choren公司的Carbo V型气化器生产合成气。据报道,Choren公司在2010年底验证BTL生产的技术生命力,第一个商业规模的BTL生产车间计划在2015年投入运行。
3.3 用黑液气化的合成气生产DME高级车用燃料或直接产汽与发电
3.3.1 用黑液气化的合成气生产DME高级车用燃料
2009年9月18日,位于瑞典Pitea市的Smurfit Kappa浆纸厂,正式开工建设以黑液精炼生产二甲基醚 (dimethyl ether,简称DME)的项目。这种生物质二甲基醚是一种优良的可再生超低碳车用燃料。该精炼装置的核心技术是由Chemrec公司及其美国子公司开发的。这是从硫酸盐浆厂黑液中精炼生产DME燃料的样板工程。
DME燃料在燃烧时的十六烷值高,且不产生烟尘粒,能以低廉的成本满足排放指标。因为DME是从以黑液形式的木材生物质中生产的,与传统柴油比较,它极大地减少了CO2排放量 (约95%),并在投资不高的情况下获得高转化效率。
Smurfit Kappa浆厂BioDME样板车间的第一阶段是建设DP-1合成气装置,从黑液生产出合成气,该气化装置到2009年6月已累积稳定地运行了10000 h;2009年9月,开始第二阶段建设,即Chemrec公司的BioDME项目。瑞典能源研发管理局批给Chemrec公司7000万美元以建设这个BioDME中试车间。该项目的资金在2008年6月就已落实,经过设计施工,在2010年年底投产。
Ingvar Landaly等[7]详细报道了 Smurfit Kappa浆纸厂建设世界上第一个以黑液精炼生产生物质二甲基醚 (BioDME)项目的工艺过程。
BioDME中试车间的生产流程如图2所示。
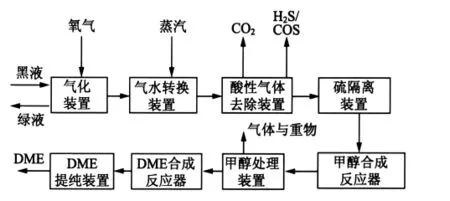
图2 Pitea浆厂的DME车间流程图
从图2可见,气化工序有2个目的,即从黑液制取绿液和将黑液的有机物部分精炼为合成气。合成气的首次净化和冷却也在这里进行。已有的Chemrec DP-1气化装置即作此之用。从气化装置生产出绿液和高质量的合成气。碳转化和硫酸盐还原率均接近100%。合成气的焦油与甲烷的含量极低,免除了在生物质气化中对焦油与甲烷的二次重整处理。
中试车间的生产能力为20 t(黑液固形物)/d,黑液在气化器的高压 (3.0 MPa)、高温 (1000℃)下运行,并通入氧气。随后制成的气体在逆流冷却器中冷却。图3是DP-1黑液气化装置示意图。
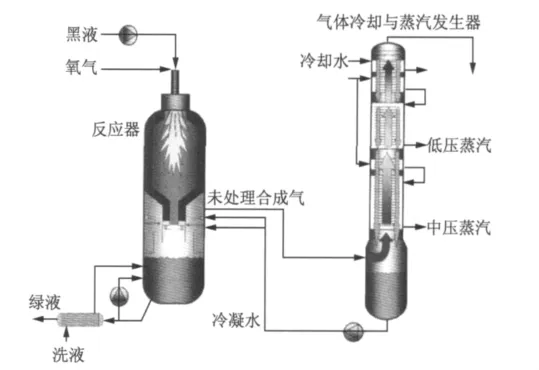
图3 DP-1黑液气化装置
从气化器出来的合成气成分H2/CO比非常低,因而部分CO在气水转换装置中按下面的反应式与水蒸气起反应:

气水转换反应在极低的蒸汽/干气比时发生。由于保持低耗汽量,在经济上比较有利,但也意味着有甲烷化的危险,所以催化剂的选择很重要。该气化工序通常使用Topsoe SSK型催化剂。
由于保持低CO2含量,可使下游甲醇合成的反应速率大大提高,而硫元素又对甲醇催化剂有不利影响。所以已部分转换的合成气需要进一步送入酸性气体去除装置 (AGR)中,酸性气体被AGR中的MDEA(N-甲基-二乙醇胺)化学品所吸附,从而有效地去除CO2和绝大部分的硫化合物。
甲醇的合成在2个反应器中进行,第一个反应器主要是在有利于高反应速率的条件下完成大部分反应,而有特殊结构的第二反应器作用则是保证有极高的转化率。两个反应器中的主要反应是:

制成的甲醇经蒸发器处理后,送入DME合成装置中合成DME,蒸发器的设计结构使来自甲醇合成装置较重的副产物 (特别是蜡状物)被同步排除。在DME反应器中,甲醇再合成DME的反应式为:

在甲醇合成装置中,作为副产物生成的乙醇,亦将以同样方式起反应,并形成 MEE(甲基乙醚),MEE是一种卓越的柴油机燃料。所以生成此产物没有什么问题,但生成的丙醇和其他高级醇副产物,则会优先形成烯烃 (olefin),它们的沸点基本与DME类似,在柴油发动机中的燃烧状况很不好。因此,必须考虑在DME提纯装置中除去这些化合物。提纯装置需要有3个塔,即:烯烃提取塔、DME/甲醇分离塔和废液塔。后面的塔将从DME反应器产生的废液分离出未转化的甲醇,再循环至DME反应器,以便能获取接近100%的甲醇转化率。
意想不到的是,除上述这些优点外,Bio DME还具有较高的效率,因为CO和H2的总转化率比传统DME工艺的还要高。与传统DME工艺比较,这种工艺的另一个优点是蒸馏系统比较灵活。
该生物质DME项目不仅是一个样板项目,而且也为制浆造纸工业展示了从低质量木材生物质获取高附加值、高使用性能生物质燃料的可能性。
3.3.2 用黑液气化的合成气燃烧生产蒸汽与电能
黑液实际是木材生物质的另一种形式,黑液气化的合成气亦可燃烧产汽与发电。因此可用气化系统来代替碱回收炉处理黑液,这在技术上是完全可行的,而且优点是浆厂的结构基本没有改变。
实现黑液气化发电的先决条件是,在保证制浆化学品再生 (即碱的回收)的同时,证明此项技术在工业规模上运作的可靠性与效率。据称,在美国已有两个纸厂成功投产使用MTCI/ThermoChem公司的常压、低温、间接加热重整流化床技术的气化器系统。
用黑液气化器取代碱回收炉,将停用碱回收炉,需另外增加建设黑液气化器系统的投资。这对新建厂或碱回收炉寿命已到期的旧厂是有可能的。因为更换已到寿命的老锅炉亦需要大笔投资,而增加气化系统的投资则要少得多。如果再增加传统的燃气透平机,利用合成气直接发电,则还将增加额外的发电量。
3.4 结合制浆厂生产乙醇或直接以木材生物质生产乙醇 (生物质精炼)
结合制浆厂生产乙醇,或直接以木材生物质生产乙醇和其他化学品,从技术上来说是完全可能的。从国外开始倡导将浆纸厂转换为生物质精炼之初,就已有人提出了这样的看法。现在的问题是,这样做在经济成本上是否可行,以及采取何种工艺路线在经济上更有优势。
林纸公司要实施新的可持续的商业模式,以生产乙醇作为转型生物质精炼的突破口,非常具有普遍性和现实性,乙醇是继浆纸产品后世界上在量的方面最多的生物质产品。玉米乙醇触发的粮食与燃料之争,促使国外对木材生物质的生物质精炼工艺产生很大兴趣。但利用木材生物质原料制乙醇的最大问题是经济上是否可行,是否有比制浆造纸更好的效益。
已有几种从木质纤维素生产生物燃料的工艺技术正在研究中,总体来讲,这类工艺目前还没有进入商业运行范畴。其中一个理由是它们在经济上还不能与目前利用玉米和甘蔗为原料生产生物质乙醇相竞争。虽然在不久的将来以木质纤维素生产生物质燃料会达到目标效率,但这取决于以下的因素,即:在生物化学法中所用的酶的成本很低;有很好的分离方法;制浆造纸厂是现代化的。
Thorp等[8-9]根据其操作原理将以生物质生产乙醇的方法分为两大类:
(1)热化学法:将原料热分解成含一氧化碳和氢的合成气,然后再合成为乙醇。
(2)生物化学法,也称糖平台法 (sugar platform processes):通常含糖和淀粉的原料更容易经由生物化学法合成乙醇。它是先将原料的多糖转化为糖,然后进一步发酵制成乙醇。
一种有发展前途的热化学法是黑液气化,即把来自制浆过程的黑液先转化为合成气,再进一步合成为乙醇。
一种有发展前途的生物化学法是利用制浆前价值(Value Prior to Pulping,简称VPP)以制取乙醇,即在制浆前先提取半纤维素用来生产乙醇,纤维素则继续用作制浆造纸生产[10]。第一批示范的生物质精炼项目现正在建设中 (美国),其中在迈阿密Old Town市建设的一个项目,就是将VPP工艺应用到硫酸盐浆厂中。
有文献[11]提及生物质精炼生产能力愈大,吨产品的生产成本与投资成本愈低;但也提到,如与浆厂相结合,则小型生物质精炼可能更灵活些。这在决策生产大批量生物质乙醇等产品时应引起重视。
3.4.1 热化学法
热化学法适用于所有原料。热化学法生产乙醇一般分4个工序,即:
(1)原料进行机械粉碎与干燥预处理。
(2)生物质加热降解成合成气。
(3)净化气体以除去无机物组分并经由水-气交换反应而调整合成气的H2与CO分子比。
(4)将气体压缩并通过生物催化剂 (酶)合成制取乙醇,或通过化学催化剂合成制取混合醇。
气化前的原料预处理、生产合成气以及合成气的净化与调整,都已经是成熟技术。热化学法的气化技术有几种,其中两个较成熟的技术是:1000℃的高温气化 (或称高强度气化)和600℃的中温气化 (或称低强度气化)。在高温气化中,直接向气化器通入部分氧气燃烧以产生吸热气化反应所需的热量。而在中温的间接加热气化器中,通常利用所产合成气的外部燃烧以提供过程所需的热量。
虽然已有几个用化学和生物化学催化剂合成制取醇的研究成果,但主要的一道工序 (即醇的合成)现在还没有达到商业化阶段。如上所述,在化学催化剂的“化学合成”中,最终产品是混合醇 (包括甲醇、乙醇和高分子醇),然后再从混合醇分离出所需组分。在生物催化剂的“生物合成”中,合成气直接发酵即可制成乙醇。与化学合成相比,生物合成的优点是,合成气绝大部分可直接转化成乙醇而不是混合醇,因此乙醇的得率比较高。但生物合成也因为CO在乙醇中的溶解度低而受到制约。因此,生物合成乙醇需要25天,而化学合成混合醇只需1~2天。另外,通过调整H2与CO分子比,还可能优化合成的混合醇,而获得较高的乙醇得率。总的来说,热化学法生产乙醇有4条工艺路线 (见表1)。
3.4.2 生物化学法
生物化学法 (或糖平台法)适用于绝大多数原料。但它尚无法转化木素和原料中的其他组分 (如将蛋白质和脂肪转化成糖)。
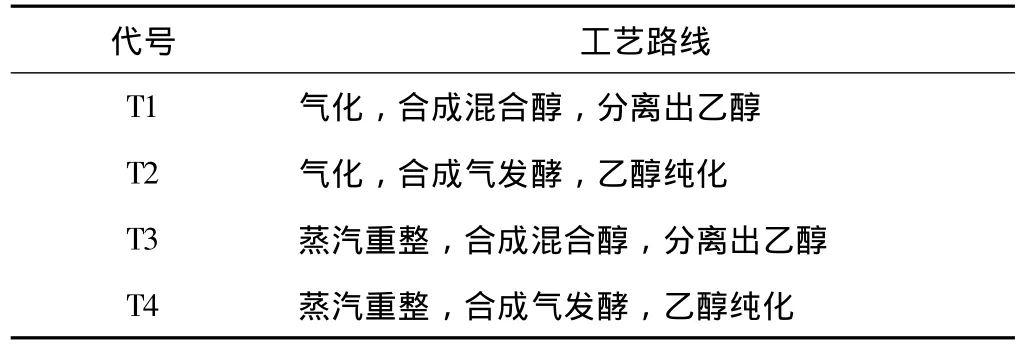
表1 热化学法生产乙醇的工艺路线
生物化学法制乙醇亦可分为4个主要工序,即:
(1)进行预处理,以机械、热和 (或)化学的方法分散原料。
(2)以酸水解或酶水解进行糖化,将多糖转化成单糖。
(3)利用发酵将糖转化成乙醇。
(4)通过提纯,将乙醇从发酵液中分离出来。
这项技术的特征通常是以糖化工序为主:糖化工序主要进行酸水解或酶水解。酸水解路线利用稀酸或浓酸 (主要是硫酸)将纤维素与半纤维素裂解为糖。酶水解路线则是用纤维素酶混合物进行转化。酶水解的速度一般要慢于酸水解。另外,酸水解产物在进入发酵工序前必须加以中和,酶水解则一般不需要调整pH值。较为成熟的生物化学法有2条工艺路线 (见表2)。

表2 生物化学法生产乙醇的工艺路线
根据所用原料的不同,生物质精炼可采取不同的工艺路线。为对不同工艺路线的效率进行评述,Wright等[11]曾以不同原料及不同工艺路线进行制取乙醇的实验,表3是不同原料实验所采取的工艺路线。实验表明,以木质纤维为原料、采用热化学法生产的混合醇的理论最高得率为90%,混合醇的乙醇得率为85%;玉米秆制取的乙醇得率略低些,因为它含有约10%的灰分;采用生物化学法生产乙醇的理论最高得率分别为65%和75%。
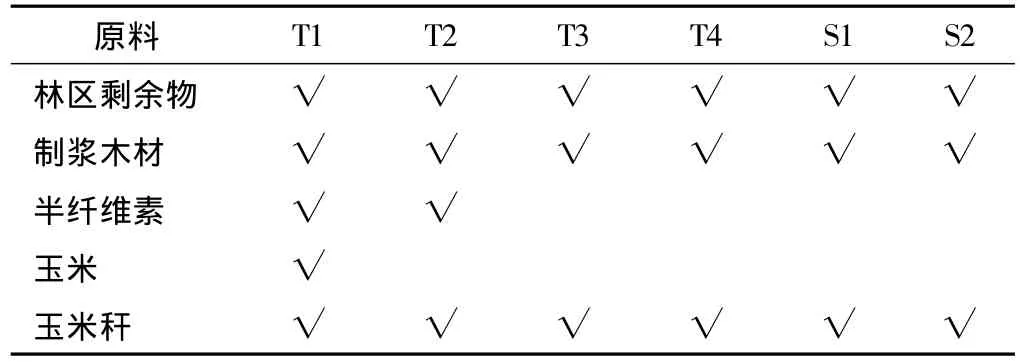
表3 不同原料所采取的工艺路线
3.4.3 不同工艺路线的经济评价
Hyyonen等[12]对生物质精炼的不同原料和不同工艺路线的经济效益进行了详细分析。所选取的案例如图4所示。
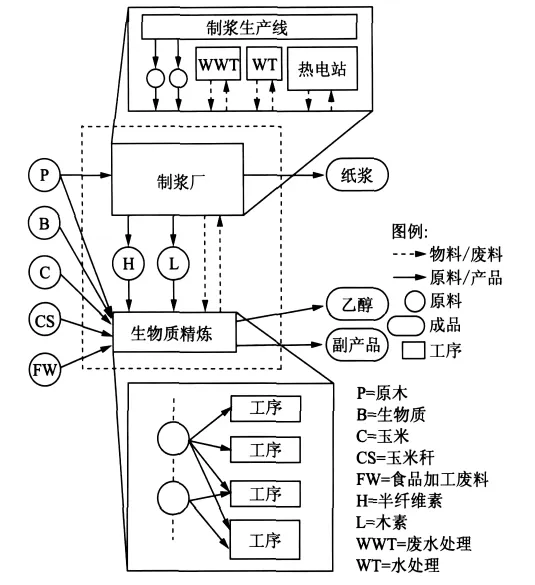
图4 结合制浆的生物质精炼流程
原则是制浆厂仍生产纸浆,但适当进行改造以使半纤维素和木素 (黑液形式)由生物质精炼车间加工成乙醇和其他副产品。改造锅炉以使能燃烧来自生物化学处理的固体废渣。经济评估的变数为:折旧回收期7年,生产设施寿命20年,通胀因素3%,乙醇售价2美元/加仑,混合醇1.15美元/加仑 (注:1加仑=0.264 L,下同)。
研究结果表明,利用玉米秆和制浆木材为原料,采用热化学法生产乙醇时,在原料价格合适且大规模生产时尚有利可图。而利用林区剩余物、并用热化学法生产乙醇 (混合醇)则似乎在较小规模时才有利可图。
与热化学法比较,以林产品为原料的生物化学法生产线,如果不与玉米乙醇生产相结合,经济吸引力不高。而在制浆前提取半纤维素制造乙醇时,如与玉米乙醇的制造相结合 (来自半纤维素的乙醇占5%),则在经济上比较有利。
最近,Cohen等[13]选取了7个可能的技术方案(见表4),从环境影响评估、新产品潜能、能耗与综合利用可能性、产品与财务收入多样化、技术风险、原料可灵活性和投资回报率等几方面进行了综合分析。由于客观情况的不同,不可能得出绝对的结论,相对比较,以表4中的第7个 (G)方案为最佳。但这是根据北美具体情况得出的结论,其他各地仍需根据具体情况进行独立分析。
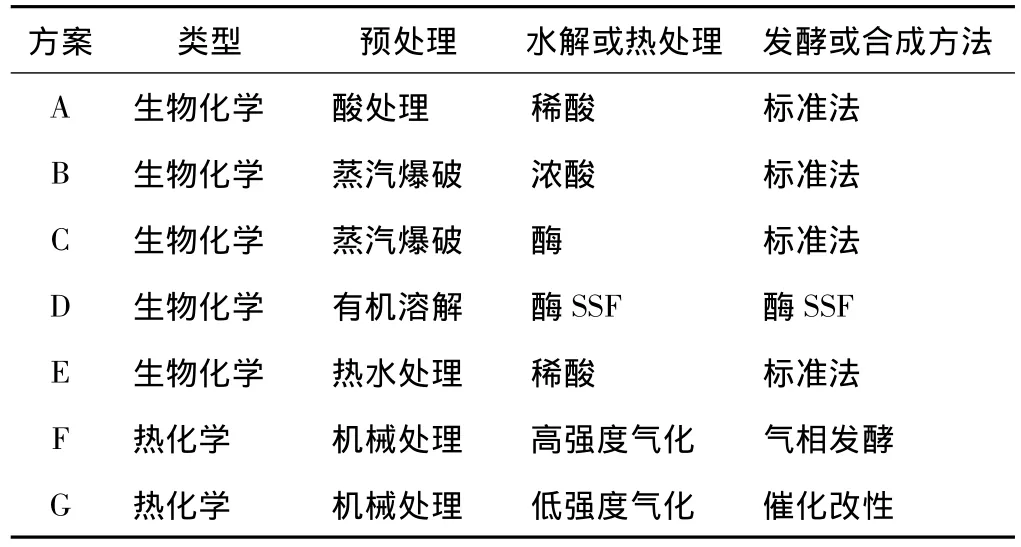
表4 正在研究的乙醇生产技术方案
目前,木材生物质制取乙醇的生物质精炼工艺,总体仍处于中试阶段。表5[12]列出了北美的一些林纸公司正在开发生物质乙醇所采用的工艺路线及生产能力。从表5可以看到,采用热化学法的公司明显较生物化学法的多。
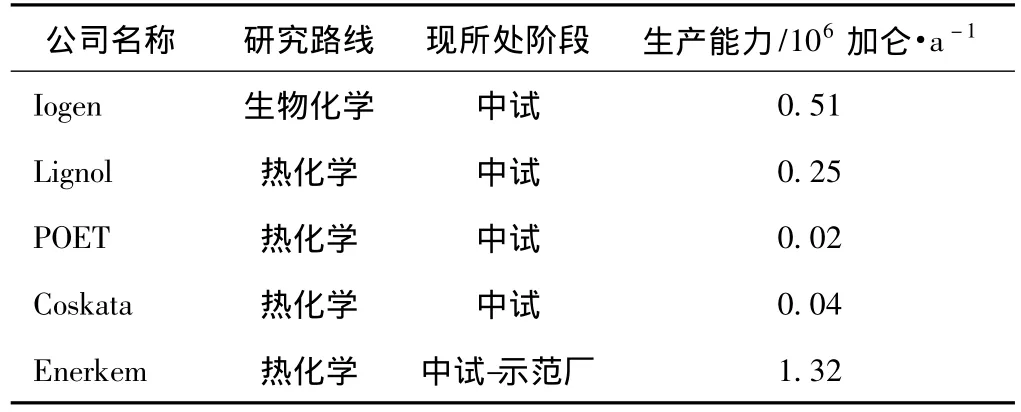
表5 正在开发的木材生物质乙醇项目
3.5 林纸公司向生物质精炼转型的战略合作伙伴
国外林纸公司对建立生物质精炼、使产品和财务收入多样化的商业模式越来越感兴趣,因为这样的商业模式同时还可大大减少温室气体的排放。这方面有许多可供选择的工艺路线,但要能带来持续竞争性效益的却只有少数几个方案。因此,林纸公司在实施生物质精炼时,必须精心选择可靠的石化工业的合作伙伴。
Chambost等[14]介绍了有关公司与一些石化工业公司建立战略合作伙伴关系的例子。例如,UPMKymmene林纸公司为开发生物质气化与生物质柴油生产技术,与Andritz-Carbona实行战略合作,生物质柴油产品已被UPM认为是公司业务的自然延伸,主要目的是增加木材原料的附加值。北美的Wyerhaeuser林纸公司与Chevron公司合作,已创立了一个称之为Catchlight Energy LLC的联合体,目标是在最大限度获取竞争性利益的同时,发展经济实惠的低碳生物质燃料。另一个例子是Stora-Enso林纸公司,它已与Neste公司签约开发生产生物质燃料的技术 (例如从木材废弃物制取生物质柴油)。具体的合作案例如表6所示。
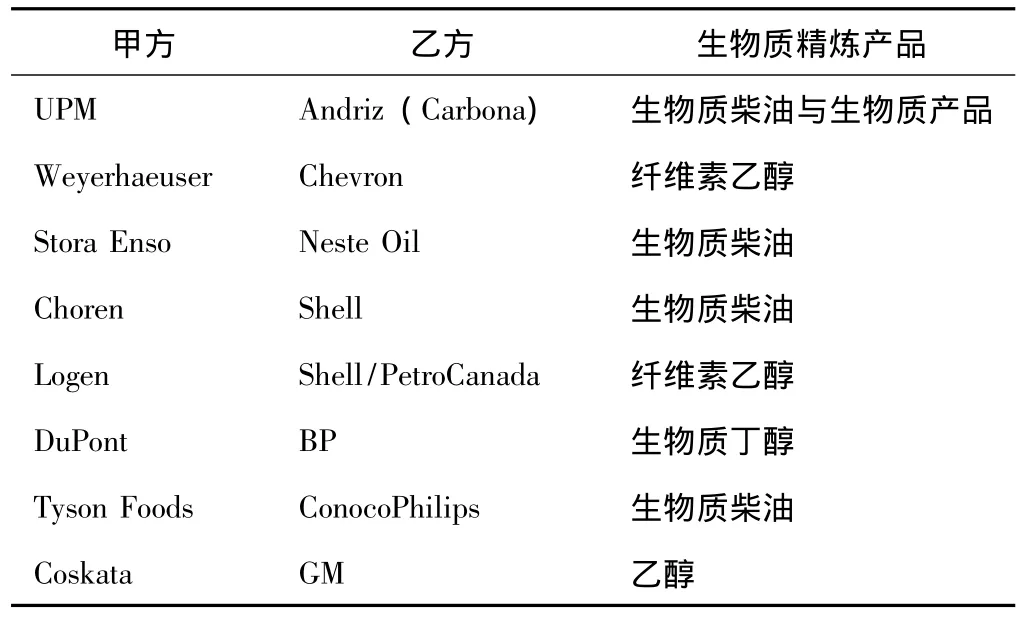
表6 建立战略合作伙伴关系的案例
4 结语
生物质的利用,特别是制浆造纸厂是否需要以及如何向生物质精炼转换,这是一篇大文章。从长远来说,生物质利用对制浆造纸业具有重要意义。
国外在硫酸盐浆纸厂转变为生物质精炼的设想刚提出时,各种方案都有,经过几年的研究和实践,似已逐渐倾向于以开发生物燃料为主。但开发生物质燃料也有好几种方案,需要反复比较和选择。目前总的说来,技术发展已进入了中试和示范阶段,轮廓已慢慢清晰。除了仍在探讨是否一次性建设好生物燃料与化工产品的生物质精炼外,在不改变现有浆纸格局的前提下,先易后难,以生物质气化和黑液气化为前导的浆纸厂转型已经开始。这方面有不少经验值得我们吸取。
由于我国造纸历来以草浆为主,近些年来草木并举,着重发展大型林纸结合基地。特别是南方大力发展桉木造纸,成本较低,具有较大的国际竞争力。因此木材生物质的进一步利用或者制浆造纸厂向生物精炼厂的转换,似乎还不是非常急迫。但这并不等于我们现在对国际上掀起的这种生物质利用热潮可以无动于衷。笔者认为,至少有下列几点理由促使我们应该积极关心国外在生物质利用上的进展,并尽快行动起来,采取应对措施:
(1)我国有大量的禾草类生物质没有得到很好利用,用于造纸的原料品质较低,污染严重。万吨以下的中小型草浆厂大多已转产或倒闭。替代下来的禾草原料如用来生产乙醇等生物质燃料,可以减少碳排放,增加农民收入。原来草浆厂的厂房和部分设备,亦可用来改产生物质燃料,降低投资费用。据悉,国内目前已经开展了这方面的研究工作。
(2)我国目前尚有不少以针叶木为原料的制浆造纸厂 (例如吉林、佳木斯、开山屯等老纸厂),由于原料成本高,经济效益较差,或濒临倒闭。如能适当改造,利用现在国家对绿色能源的支持政策,发展生物质燃料,可适当增加财务收入,获得较光明的前途。
(3)我国森林面积正在迅速扩大。统计数字表明,1978年全国森林覆盖率仅为12.7%,至2003年底的全国森林覆盖率增加到18.2%,而至2008年底的调查数据,全国森林覆盖率已增加到20.4%。现有人工林面积为6200万hm2,国家计划加速人工林建设,到2020年再增加4000万hm2人工林,届时森林覆盖率将增加至约24%。随着森林面积,特别是人工林面积的迅速增加,间伐材和林区废弃物等的利用必然会提到议事日程。而且不少人工林本来就是林纸联合企业的林地,现在未雨绸缪,尚为时未晚。
(4)开发绿色可再生能源是目前大势所趋,国家对可再生能源的开发极为重视,有不少的优惠政策。目前我国在水能、太阳能、风能的开发上,均居于世界前列,唯独在生物质能的开发上尚相对滞后。究其原因,主要是触及到了粮食安全问题。粮食自给是我们的根本国策,国家不可能用大量玉米和甘蔗来发展生物质能。因此利用木材剩余物和多余禾草,发展绿色可再生能源是必然的选择。而正是在这一领域,与林纸界的关系最为密切。它将影响林业、纸业、甚至农业在今后较长一段时间内的发展。
当前,应充分利用国家对可再生能的优惠政策,积极开展生物质能的利用,或集中组织一批有关生物质利用的重大科研课题项目。从收集信息、及时掌握国外研究动态入手,确定研究方针和要达到的目的,一步步把生物质能的利用开展起来。同时应鼓励国内大林纸联合企业,根据自身情况积极开展生物质利用的研究。
当然,在具体行动上,应该先易后难,循序渐进。可以从比较成熟的生物质气化、黑液气化和半纤维素转化等项目开始,逐步向纵深发展。当前我国制浆造纸工业仍有利可图,浆纸也是国计民生所需要的,所以重点放在结合制浆造纸的生物质精炼项目上是比较恰当的。在研究步骤上必须坚持从小试、中试到示范项目,循序渐进。可与石化专业部门联合,建立战略合作关系。最重要的是,任何一项决策,即使是成熟的技术,都应认真分析经济上的可行性。
[1]Cindy Macdonald.Unlocking the Potential of Biomass[J].Pulp and Paper Canada,2009(5/6):13.
[2]Melissa Stark,Dave Abood,Cyronne Counts.Choosing a Green Energy Path[J].Pulp & Paper International,2010(6):35.
[3]Gary A Smook.Handbook of Pulp& Paper Terminology[M].Angus Wilde Publications Inc.,2001.
[4]Cindy Macdonald.Biomass:Fuel for the World?[J].Pulp& Paper Canada,2010(9/10):12.
[5]Heather Lynch.Boiler rebuild Boosts Biomass Combustion[J].Pulp& Paper Canada,2009(10/12):16.
[6]David Holehouse.Biomass Gasification,a Reality at Kruger[J].Pulp & Paper Canada,2010(1/2):8.
[7]Ingvar Landaly,Patrik Lownertz.Woods to Wheels[J].Pulp & Paper International,2010(2):19.
[8]Thorp B.The Verdict Is In:Biofuels Boom[C]//U.S.Forest Products Laboratory:Society of American Foresters Annual Meeting Oregon Convention Center,Portland,Oregon,2007.
[9]Van Heiningen A.Converting a kraft pulp mill into an integrated forest biorefinery[J].Pulp & Paper Canada,2006(6):6.
[10]Mao H,et al.Technical Economic Evaluation of a Hardwood Biorefinery Using the“Near-Neutral” Hemicellulose Pre-Extraction Process[J].Journal of Biobased Materials and Bioenergy,2008(2):9.
[11]Wright M,Brown R C.Establishing the optimal sizes of different kinds of biorefineries[J].Biofuels,Bioprocts & Biofining,2007(3):10.
[12]Hytonen,Stuart P R.Integrating Bioethanol Production into an Integrated Kraft Pulp and Paper Mill:Techno-Economic Assessment[J].Pulp & Paper Canada,2009(5/6):25.
[13]Cohen J,Janssen M,Chambost M,et al.Critical Analysis of Emerging Forest Biorefinery(FBR)Technologies for Ethanol Production[J].Pulp & Paper Canada,2010(5/6):24.
[14]Chambost V,McNutt J,Stuart P R.Partnerships for Successful Enterprise Tranformation of Forest Industry Companies Implementing the Forest Biorefinery[J].Pulp & Paper Canada,2009(5/6):19.
Recent Progress of Biomass Utilization
CAO Bang-wei
(E-mail:bangweicao@163.com)
Recently pulp and paper mills abroad have showed a keen interest in converting to forest biorefinery(FBR),which is another way of biomass utilization.In addition to pulp and paper the product of biorefinery mainly is bioenergy.The literature in this field are reviewed in this paper.
biomass utilization;forest biorefinery;pulp and paper
TS7
A
0254-508X(2011)07-0057-09
曹邦威先生,教授级高级工程师。
2011-01-19
(责任编辑:常 青)
