快速成型技术的现状及发展趋势
2011-11-20陈婵娟
陈婵娟
(郴州职业技术学院,湖南 郴州 423000)
快速成型技术的现状及发展趋势
陈婵娟
(郴州职业技术学院,湖南 郴州 423000)
快速成型(RP)技术是一种结合计算机、数控、激光和材料技术于一体的先进制造技术。本文介绍快速成型系统的原理、特点、典型成型技术和应用范围,并提出快速成型技术未来的发展方向。
快速成型;先进制造技术;设计应用
前 言
当今时代,制造业市场需求不断向多样化、高质量、高性能、低成本、高科技的方向发展,一方面表现为消费者兴趣的短时效和消费者需求日益主体化、个性化和多元化;另一方面则是区域性、国际市场壁垒的淡化或打破,要求制造业的厂商必须着眼于全球市场的激烈竞争。因此快速地将多样化、性能好的产品推向市场成为了制造业厂商把握市场先机的关键,由此导致了制造价值观从面向产品到面向顾客的重定位,制造战略重点从成本与质量到时间与响应的转移,也就是各国致力于CIMS(Computer IntegratedManufacture System)、并行工程、敏捷制造等现代制造模式的研究与实践的原因。快速成型(Rapid Prototyping)技术正是在这种时代的需求下应运而生的。
快速成型技术RP 是从零件的CAD 几何模型出发, 通过软件分层离散和数控成型系统, 用激光束或其他方法将材料堆积而形成实体零件。由于它把复杂的三维制造转化为一系列二维制造的叠加, 因而可以在不用模具和工具的条件下生成几乎任意复杂的零部件, 极大地提高了生产效率和制造柔性。由于RP 技术在制造产品过程中不会产生废弃物造成环境污染, 所以也是一种绿色制造技术。
1. 快速成型的原理及特点
快速成型技术采用离散/堆积成型原理,对三维CAD 模型进行分层,使其转换成厚度很薄的二维平面模型。通过平面模型的数控代码指导加工,再将加工出每个薄层粘结而成形。主要包括如下几个主要步骤:
(1) 产品CAD实体模型构建:构建方法有两种,一是可通过概念设计,设计出所需零件的计算机三维模型(数字模型、CAD模型);二是可通过逆向工程,通过三维数字扫描仪对产品原型进行扫描,而后结合逆向工程对扫描数据进行处理。
(2) 三维模型的分层处理:即按照一定的规律将该模型离散为一系列有序的单元, 通常在Z向将其按一定厚度进行离散(习惯称为分层),把原来的三维CAD模型变成一系列的层片。
(3) 层层制造堆积成型:根据每个层片的轮廓信息,输入加工参数,自动生成数控代码。
(4) 后处理:由成形系统成形一系列层片并自动将它们联接起来,得到一个三维物理实体。具体成型过程可见图1。
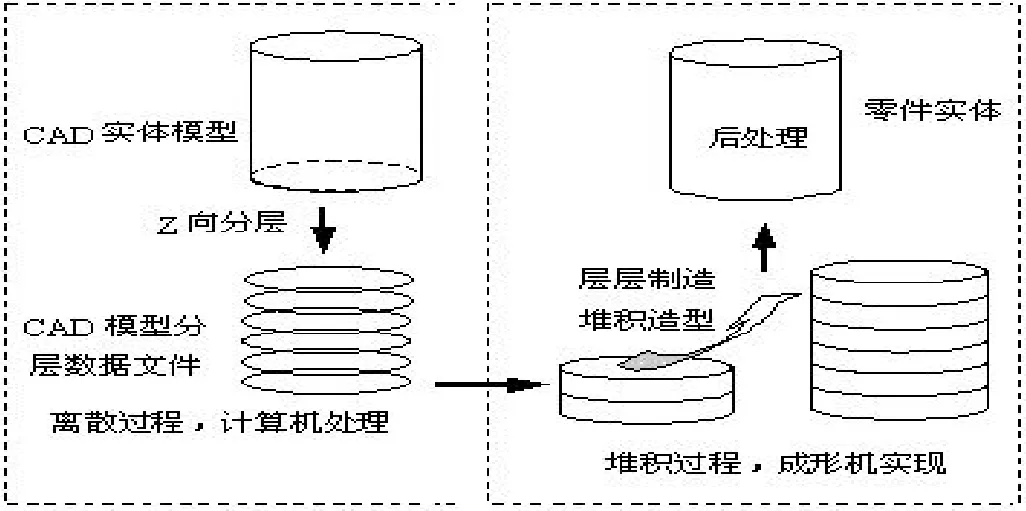
图 1 快速成型过程示意图
由图1可见快速成型技术实际上就是基于“生长”或“添加”材料原理一层一层地离散叠加,从底到顶完成零件的制作过程。它是计算机辅助设计与制造技术、逆向工程技术、分层制造技术、材料去除成形、材料增加成形技术以及它们的集成的总称。正是由于它自身的成型原理决定该成型技术具有如下的一些特点:
(1) 产品灵活性。RP技术采用离散/堆积成型的原理,将十分复杂的三维制造过程简化为二维制造过程的叠加,使复杂模型直接制造成为可能,越是复杂的零件越能体现RP技术的优越性;
(2) 快速性。从CAD 设计到完成原型制作通常只需几个小时到几十个小时,加工周期短,可节约70%时间以上,能够适应现代竞争激烈的产品市场;
(3) 低成本。与产品的复杂程度无关,节省了大量的开模时间,一般制作费用降低50%,特别适合新产品的开发和单件小批量零件的生产;
(4) 成型过程中信息过程和材料过程一体化,制作原型所用的材料不限,各种金属和非金属材料均可使用,尤其适合成型材料为非均质并具有功能剃度或有孔隙要求的原形;
(5) 适应于加工各种形状的零件,制造工艺与零件的复杂程度无关,不受工具的限制,可实现自由制造(Free Form Fabrication),原型的复制性、互换性高;
(6) 使设计、交流和评估更加形象化,使新产品设计、样品制造、市场定货、生产准备、等工作能并行进行,支持同步(并行)工程的实施;
(7) 具有高柔性,采用非接触加工的方式,无需任何工夹具,即可快速成型出具有一定精度和强度并满足一定功能的原型和零件。
(8) 高集成化,RP 技术是集计算机、CAD/CAM、数控、激光、材料和机械等一体化的先进制造技术,整个生产过程实现自动化、数字化、与CAD模型具有直接的关联,所见即所得,零件可随时制造与修改,实现设计制造一体化。
(9) 加工过程中无振动、噪声和废料,可实现无人值守长时间自动运行。
2. 典型RP工艺及比较
随着CAD 建模和光机电一体化技术的发展,RP 技术的工艺方法发展很快,按照所用材料的形态与种类不同,目前投入应用的已有十余种工艺方法,其中发展较为成熟的主要有以下四种类型: 液态光敏聚合物选择性固化( SLA) 、薄型材料选择性切割( LOM) 、粉末材料选择性激光烧结( SLS) 、丝状材料选择性熔融沉积( FDM) 。
(1) 光固化立体造型(SLA): 以光敏树脂为原料,采用计算机控制下的紫外激光束以原型各分层截面轮廓为轨迹进行逐点扫描,使被扫描区内的树脂薄层产生光聚合反应后固化,从而形成制件的一个薄层截面。一层固化完毕后,向下移动工作台,在刚刚固化的工作表面布放一层新的光敏树脂以便进行循环扫描、固化。新固化的一层牢固地粘结在前一层上,如此重复堆积成整个原型,图2为该成型工艺原理图。采用这种方法成型的零件有较高的精度且表面光洁, 但可用材料的范围较窄。

图2 SLA的工艺原理
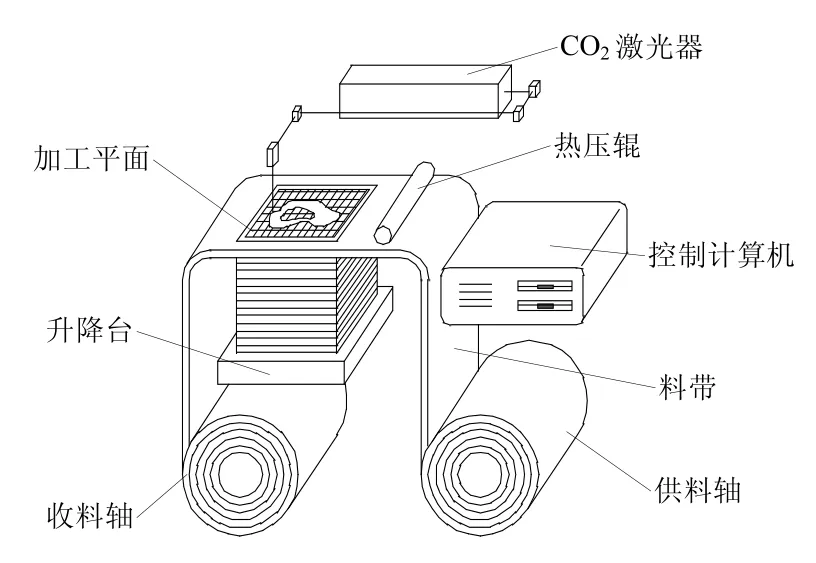
图3 LOM的工艺原理图
(2) 分层物件制造(LOM): LOM 的层面信息通过每一层的轮廓来表示, 激光扫描器的动作由这些轮廓信息控制, 它采用的材料是具有厚度信息的片材,图3为该工艺的原理图。这种加工方法只需加工轮廓信息, 所以可以达到很高的加工速度,但材料的范围很窄, 每层厚度不可调整是最大缺点。
(3) 选择性激光烧结(SLS):SLS 使用固体粉末材料, 该材料在激光的照射下, 能吸收能量, 发生熔融固化, 从而完成层信息的成型。这种方法适用的材料范围广(适用于聚合物、铸造用蜡、金属或陶瓷粉末), 特别是在金属和陶瓷材料的成型方面具有独特的优点。SLS 无材料浪费现象, 未烧结的粉末可重复使用。目前成熟的工艺材料为蜡粉及塑料粉, 用金属粉或陶瓷粉进行粘结或烧结的工艺还正在实验阶段。
(4) 熔融沉积造型(FDM) :采用热熔喷头,使半流动状态的材料流体按模型分层数据控制的路径挤压出来,并在指定的位置沉积、凝固成型,这样逐层沉积、凝固后形成整个原型,具体工艺原理如图5所示。这种方法的能量传输和材料传输均不同于前面三种方法, 系统成本较低; 但由于喷头的运动是机械运动, 速度有一定限制,所以加工时间较长, 且其材料使用范围不广。

图4 FDM的工艺原理图
(5)三维打印(3DP):先铺粉,利用喷嘴按指定路径将液态粘结剂喷在粉层上的特定区域,粘结后去除多余的材料便得到所需的原形或零件。这种方法适合成型结构复杂的零件。
下表1是如上几种典型RP工艺的比较:

表1 几种典型成型方法的比较
3. 快速成型技术的应用
快速成型技术的应用是不断提高RP技术发展的重要因素,目前RP 技术已在工业造型、文化艺术、机械制造(汽车、摩托车)、航空航天、军事、建筑、影视、家电、轻工、医学、考古、文化艺术、雕刻、首饰等领域都得到了广泛的应用。并且随着这一技术本身的发展,其应用将不断拓展。
智能路灯不涉及PSM和eDRX,对寻呼要求较高,建议开启精准寻呼方式。另外,由于智能路灯存在大规模并发业务,会对NB-IoT网络侧产生信令和数传冲击,故需根据客户方案具体采用不同的接入和传输控制。具体说明如下:
(1)新产品开发过程中的设计验证与功能验证。在新产品造型设计过程中应用RP 技术可以为设计开发人员建立一种崭新的产品开发模式,运用该技术能够快速、直接、精确地将设计思想模型转化为具有一定功能的实体模型(样件),可以方便验证设计人员的设计思想和产品结构的合理性、可装配性、美观性,及时发现设计中的问题并修改完善产品设计。这样不仅大大缩短了开发周期,降低了开发成本,使企业在激烈的市场竞争中占有了先机。
(2)单件、小批量和特殊复杂零件的直接生产。在机械制造领域里有些特殊复杂制件只需单件或少于50 件的小批量生产,这样的产品通过制模再生产,成本高,周期长。RP 技术以自身独有的特点可以直接成型生产,成本低,周期短。
(3)产品展示。RP 原型是产品从设计到商品化各个环节中进行交流的有效手段。在全球经济经济化的今天,许多外向型企业都经常面临外商要求看样订货。如何在不可能开模试生产的情况下最快提供样品,抢占市场先机。在这种环境下,RP 技术又体现了明显的优势。
(4)快速模具制造。将快速成型技术与传统的模具制造技术相结合,可以大大缩短模具制造的开发周期,提高生产效率,是解决模具设计与制造薄弱环节的有效途径。
4. 快速成型技术的发展方向
RP 技术虽然有其巨大的优越性,但是也有它的局限性,由于可成型材料有限,零件精度低,表面粗糙度高,原型零件的物理性能较差,成型机的价格较高,运行制作的成本高等,所以在一定程度上成为该技术的推广普及的瓶颈。从目前国内外RP 技术的研究和应用状况来看,快速成型技术的进一步研究和开发的方向主要表现在以下几个方面:
(1)大力改善现行快速成型制作机的制作精度、可靠性和制作能力,提高生产效率,缩短制作周期。尤其是提高成型件的表面质量、力学和物理性能,为进一步进行模具加工和功能试验提供平台。
(2)随着成型工艺的进步和应用的扩展,其概念逐渐从快速成型向快速制造转变,从概念模型向批量定制转变,成型设备也向概念型、生产型和专用型三个方向分化。
(3)开发性能更好的快速成型材料。材料的性能既要利于原型加工,又要具有较好的后续加工性能,还要满足对强度和刚度等不同的要求。
(5)开发直写技术。直写技术对于材料单元有着精确的控制能力,开发直写技术,是快速RP技术的材料范围扩大到细胞等活性材料领域,
(6)开发用于快速成型的RPM 软件。这些软件有快速高精度直接切片软件,快速造型制造和后续应用过程中的精度补偿软件,考虑快速成型原型制造和后续应用的CAD 等。
(7)开发新的成型能源。目前大多数成型机都是以激光作为能源,而激光系统的价格和维修费用昂贵,并且传输效率较低。这方面也需要得到改善和发展。
(8)RPM 与CAD、CAM、CAPP、CAE 以及高精度自动测量、逆向工程的集成一体化。该项技术可以大大提高新产品的第一次投入市场就十分成功的可能性,也可以快速实现反求工程。
(9)研制新的快速成型方法和工艺。除了目前SLA、LOM、SLS、FDM 外,直接金属成型工艺将是以后的发展焦点。
(10)提高网络化服务,进行远程控制,实现全球化异地协同合作。
结 论
快速成型技术是一种正在不断完善的先进制造技术,它是伴随激光技术、计算机技术、新材料技术及其它先进技术的发展而发展和进步的,正在不断的完善,具有广泛的应用前景。目前RP 技术在欧美、日本等发达国家应用较为广泛,我国仅仅一些高等院校及有关厂家在吸收消化国外技术的基础上开发出了快速成型机,但是在质量和数量以及应用领域方面,都比不上国外。21世纪将是以知识经济和信息社会为特征的时代, 制造业面临信息社会中瞬息万变的市场对小批量多品种产品要求的严峻挑战。作为当今制造行业中急剧潜力的工艺技术,快速成型技术(RP)是当今制造业赢得市场的法宝,在未来的几年内将会有更大的发展, 尤其是在RP 系统的制作精度、可靠性以及RP 材料、RP 软件等方面的改进和创新将会更快。快速成型技术以其独特的优势和魅力,在制造业领域起到越来越重要的作用,并将给制造业带来深远的影响。
[1]刘伟军.快速成型技术与应用[M].北京:北京机械工业出版社,2005.
[2]王光春,赵国群.快速成型与快速模具制造技术及其应用[M].北京:机械工业出版社,2003.
[3][美]Paul Kenneth Wright .冯常学,钟骏杰,范世东,等译. 21世纪制造[M].北京:清华大学出版社,2004.
[4]潘东杰.快速成形先进的现代制造技术[J].铸造技术,1999,(4): 37-39.
[5]刘伟军.快速成型技术及应用[M].北京:机械工业出版社,2005.
[6]郑启光.激光先进制造技术[M].武汉:华中科技大学出版社,2002.
T-1
A
1673-2219(2011)08-0068-04
2011-03-25
陈婵娟(1981-),女,湖南郴州人,讲师,研究方向为模具设计与制造。
(责任编校:何俊华)
