冷轧管机配重优化设计
2011-11-18牟相林董相连李小荣曹世奇
李 为,牟相林,董相连,凡 明,李小荣,曹世奇
(1.中国重型机械研究院有限公司,陕西 西安 710032;2.宝钢工程设备部,上海 200940 3.浙江久立特材科技股份有限公司,浙江 湖州 313008)
1 前言
冷轧管机的工作机构可以简化为曲柄滑块机构,曲柄滑块机构会不可避免地产生较大的惯性力,不利于实现高效轧制和提高设备的可靠性。为减小惯性力引起的附加动载荷和振动,必须进行惯性力的计算,以确定附加平衡重,消除由于结构特点引起的不平衡。在曲轴的曲拐上挂垂直运动的配重,平衡轧机机架往复运动产生的惯性力及惯性力矩。在曲轴的曲拐对面挂扇形块,平衡轧机机架往复运动产生的惯性力。由于惯性力、惯性力矩的大小和方向是周期性变化的,对设备会引起冲击和振动,甚至造成机械设备的损坏,降低设备的使用寿命,严重时使设备不能正常工作。本文通过对冷轧管机曲柄滑块机构的分析,根据对几种工况的比较和对配重的调整得出最佳平衡效果。
2 机构运动学分析
冷轧管机传动机构如图1所示。为了了解平衡轧机机架往复运动产生的惯性力,首先研究轧机机架及曲拐上挂的垂直运动的配重及往复运动产生加速度。
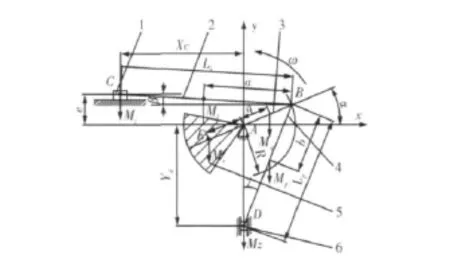
图1 LG-220曲轴传动机构简图Fig.1 Crankshaft transmission mechanism diagram of LG-220
轧机机架C水平位移方程:

轧机机架C的加速度

垂直平衡重D垂直位移方程

垂直平衡重D的加速度

当转速n=50 r/min;曲轴角速度ω=2×π×n/60;转角α=ωt时,机架的垂直平衡重加速度如图2所示。
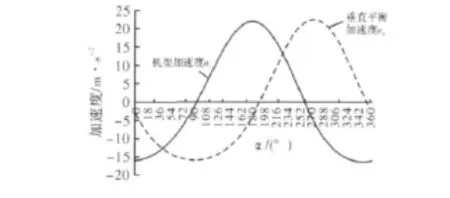
图2 机架及垂直平衡配重加速度Fig.2 Frame and balance acceleration diagram
3 各构件力学分析
通过受力分析,将各构件施加的力等效到曲轴上,再对曲轴铰点A进行力学分析,将曲轴上所受到的力分解为沿水平方向即x轴上的力,沿垂直方向即y轴上的力,然后分析各构件施加的力对曲轴铰点A所产生的力矩。
设定力与x、y轴正方向一致为正,力矩顺时针为负,逆时针为正。轧机机架C质量为mj;机架连杆质量为mi,质心位置a,连杆长度为Lj;曲轴质量为mq,质心位置q,曲柄半径R;垂直平衡重质量为mz;平衡重连杆质量为mp,质心位置b,连杆长度为Lp;错距为e;扇形块平衡重质量为ms,质心位置s;机架连杆与水平方向的夹角为β;平衡重连杆与垂直方向的夹角为γ。
用质量静力代换法将曲轴的质量mq分配到A、B处,即
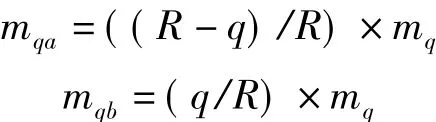
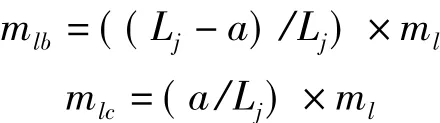
机架连杆的质量分配到B、C处,即
配重连杆的质量分配到B、D处,即

A、B、C、D、E五点处的质量分别为
机架连杆对机架的力与机架对机架连杆的力是作用力与反作用力,机架连杆对铰点B点的力与铰点B点对机架连杆的力是作用力与反作用力,机架连杆对机架的力与机架连杆对铰点B点的力是一对平衡力。
机架连杆对机架的力

机架连杆与水平方向的夹角

冷轧管时,影响轧制力的因素很多,轧制的材料、机架速度、轧制时的送进量、截面变形量、金属的加工硬化、轧辊的辊身直径、轧辊的孔型设计曲线的合理性、孔型表面的硬度、孔型表面的粗糙度、轧制时采用的润滑剂。因此轧制力的确定是很复杂的,本文不考虑轧制力、摩擦力对平衡的影响。
机架连杆对机架的力

机架连杆对B点的力

机架连杆对B点的力沿x轴的分力

机架连杆对B点的力沿x轴的分力对A的力矩

机架连杆对B点的力沿y轴的分力

机架连杆对B点的力沿y轴的分力对A的力矩

垂直平衡重受力分析(不考虑摩擦力)。连杆对垂直平衡重的力与垂直平衡重对连杆的力是作用力与反作用力,连杆对铰点B点的力与铰点B点对连杆的力是作用力与反作用力,连杆对垂直平衡重的力与连杆对铰点B点的力是一对平衡力。
平衡重连杆对垂直平衡重的力:

平衡重连杆与垂直方向的夹角

平衡重连杆对铰点B点的力

平衡重连杆对B点的力沿x轴的分力

平衡重连杆对B点的力沿x轴的分力对A的力矩

平衡重连杆对B点的力沿y轴的分力

平衡重连杆对B点的力沿y轴的分力对A的力矩

曲轴离心力

曲轴离心力沿x轴的分力

曲轴离心力沿y轴的分力

曲轴的重力矩

扇形块离心力

扇形块离心力沿x轴的分力

扇形块离心力沿y轴的分力

扇形块的重力矩

将曲轴上所受到的力分解,x轴、y轴
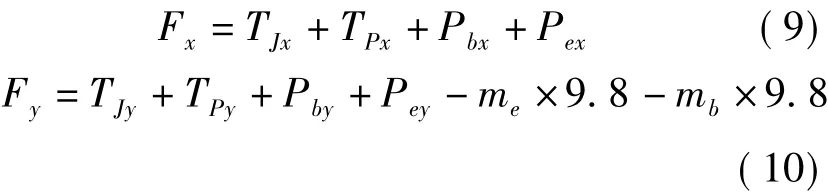
对曲轴铰点A的合力矩

4 计算与结论
利用三维软件对国内某钢厂设计的冷轧管机分析后得具体参数如下
曲轴质量mq=11 920 kg;质心位置q=0.306 m;曲柄半径R=0.7 m;错距e=0.460 m。
机架连杆质量ml=2×3 900 kg;质心位置a=2.325 m;连杆长度Lj=4.650 m。
垂直平衡重连杆质量mp=2×3 600 kg;质心位置b=2.050 m;连杆长度Lp=4.100 m。
扇形块质量ms=6 320 kg;质心位置s=0.826 m。平衡机架质量mj=29 500 kg。
配重质量mz=30 286 kg。
用质量静力代换法将各构件的质量代换到A、B、C、D、E五点处,其质量分别为
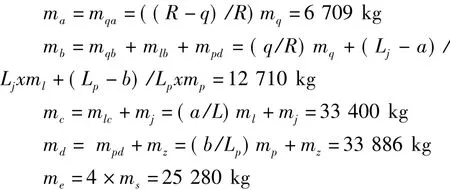
根据机械动力学对曲柄连杆机构的研究结论,当满足me×s=(kme+mb)×R,k=0.5~0.63时系统的平衡效果较好。经过计算k=0.5和k=0.63平衡效果,确认k=0.5比较合理。修正后k=0.5时的平衡重和扇形块质量。

垂直平衡重的质量为

此时将k=0.5时的平衡系统与原设计轧机进行比较,x,y轴方向合力、合力矩简图如图3~5所示:
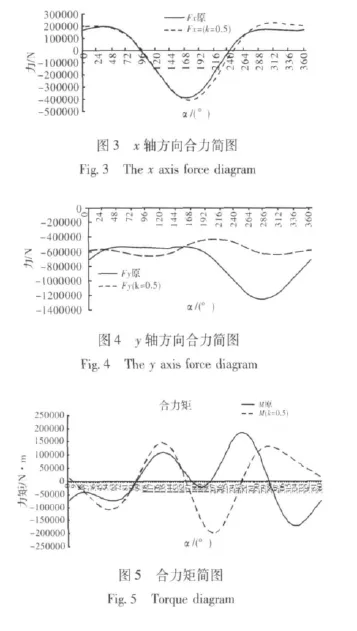
分析图3~5可以得出:通过合理选择配重质量,即扇形块的质量大于配重的质量,合力峰值明显降低,合力矩的波动明显,从现场调试发现原设计在返行程轧制过程中电枢电流达到额定值,优化平衡重后,从理论上看将起到辅助轧制的作用。
在生产大规格钢管轧制时,辊身直径变大,孔型轧制槽变深,由于前滑,后滑的作用,精确地选配同步齿轮比较困难,出现轧辊带料不可避免,因此影响轧制速度的提高。现场调试发现,由于带料,提高速度会使送进量增大出现轧卡闷车,对设备造成破坏。在两种轧制速度下研究配重方案所得到合力及合力矩简图如图6~9所示:
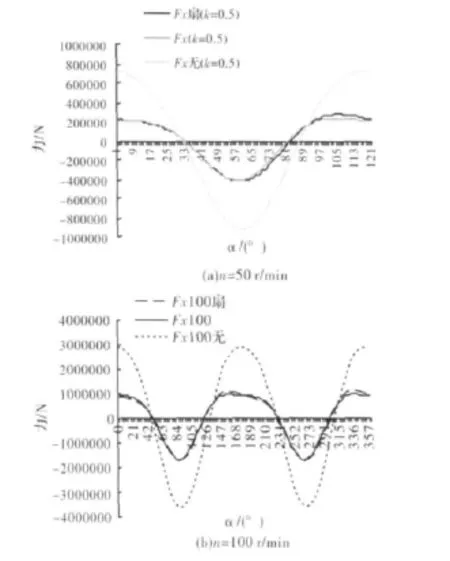
图6 x轴方向合力简图Fig.6 The x axis force diagram

图7 y轴方向合力简图Fig.7 The y axis force diagram

图8 合力矩简图Fig.8 Torque diagram
分析图6~8合力及合力矩简图(曲轴转速:n=50 r/min,n=100 r/min)可知:对于机架运动速度要求较高的轧机,通过加扇形块,重锤平衡是必须的,平衡效果显著;对于机架运动速度不高的轧机加重锤平衡效果不明显,但加扇形块平衡明显降低水平方向的冲击力,垂直方向上没有向上的力,提高设备的稳定性,不加垂直配重,不仅降低设备质量,同时减少基础地坑的建设费,为用户的后期维护带来方便。
5 结束语
通过以上理论分析可知,优化配重方案及质量只能改善受力状态,达到惯性力和惯性力矩的完全平衡是不可能的。对于平衡要求不是很精确的低速轧机,以上的配重方案是可行的,随着大型冷轧管机的发展,为提高产能,仅靠提高机架摆动次数是不可取的,为了和设备的稳定性匹配,合理的设计孔型,提高送进量增加产能是可取的,俄罗斯为国内提供的数台大型冷轧管机就是这么做的。
[1] 盛祥耀,李欧,居余马.高等数学[M].北京:高等教育出版社,1986.
[2] 刘国良.Solidworks.2006完全自学手册[M].北京:北京希望电子出版社,2006.
[3] 杨义勇,金德闻.机械系统动力学[M].北京:清华大学出版社,2009.
