助卷器的设计与计算
2011-11-18刘银娟
陈 玺,刘银娟,尤 磊
(中国重型机械研究院有限公司,陕西 西安 710032)
1 前言
冷轧薄带时,卷取机的钳口不能夹住带头进行带张力轧制,都要在卷筒上套上套筒,在助卷器的作用下薄带在套筒上缠绕2~3圈后,再进行张力轧制。
2 助卷器工作原理
助卷器主要由行走车体、助卷头、轨座等组成,其中助卷头由上、下摆臂和导板构成。在工作过程中,助卷头的上、下摆臂和导板打开,行走车体前进至助卷位,导板摆下,然后上、下摆臂抱紧卷筒,涨紧油缸作用涨紧皮带,带头通过皮带作用卷到卷筒的套筒上,卷取机旋转,带头缠绕在套筒上,助卷成功后,上、下摆臂打开,导板打开,涨紧油缸松开皮带,行走车体退后,助卷工作结束。
保证带钢头缠绕在套筒上,助卷头必须尽可能多的环抱卷筒,而且涨紧油缸作用使皮带紧箍在套筒上,助卷头的工作状态如图1所示。上、下摆臂和导板的打开和闭合及其动作顺序,都要进行严格的轨迹设计。
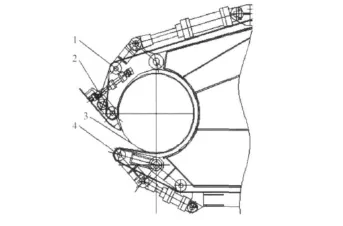
图1 助卷头的工作状态Fig.1 Working condition of wrapper head
3 助卷器结构设计
助卷器的关键技术在于助卷头的设计。带材是经过转向辊到达卷筒,而转向辊与卷取机之间的位置已经确定,带头是沿着套筒的切向方向经过助卷器助卷缠绕在卷筒上的。本文以下助卷为例分析助卷器结构设计原则。
为了环抱套筒的角度大些,尽可能增加上摆臂的长度以及导板的长度,但是在摆动过程中,导板不能与带材干涉;同时当上摆臂和导板摆起时,必须使导板高于套筒的上沿,避免助卷器的行走车退后时,导板与套筒干涉,同时导板摆起不能与卷取机的压辊干涉。
助卷器行走车的行程设计,主要考虑带卷最大直径的情况,以避免卷筒在最大卷径位置时,助卷器与钢卷干涉。
为了避免在助卷过程中皮带的跑偏,在结构设计中皮带转向辊的轴套设计为偏心套,增加调节手段。
4 皮带张力计算
皮带助卷器是通过皮带的张力作用使带材产生弹塑性弯曲变形,助卷器涨紧油缸的选取取决于皮带的张力T和液压系统的压力,本文忽略皮带各处的张力损失,认定皮带张力处处相等。
带材在助卷带的作用下必产生弯曲,根据弯曲变形理论,矩形材料产生弹性弯曲变形的最小弯曲曲率半径ρw为

式中,E为弹性模量;H为带材厚度;σs为带材的屈服极限。
带材在皮带助卷器的作用下缠绕在卷筒上,必然产生弹塑性变形,如图2所示。当带材的弯曲曲率半径小于带材的最小弯曲曲率半径发生完全弹塑性弯曲变形,而带材的弯曲曲率半径大于带材的最小弯曲曲率半径时发生完全弹性弯曲变形时,带材所需的力矩为
式中,M1为处于带材弹性区产生的弯曲力矩;M2为处于带材塑性区产生的弯曲力矩。

图2 卷筒上带材的应力状态图Fig.2 Stress distribution of strip on winding mandrel

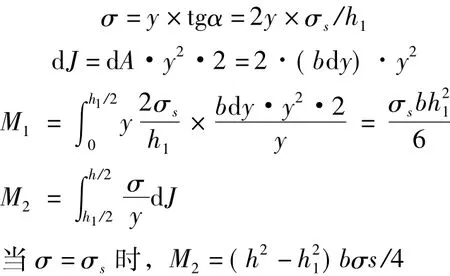
式中,b为带材的宽度。

图3所示为带头进入助卷器时的受力情况,在带材进入助卷器开始缠绕第一圈时带头总会翘起一部分,设其长度为L,皮带所产生的弯曲力矩


图3 皮带受力图Fig.3 Force distribution of belt
皮带助卷器的正常工作必须是皮带的张力产生的弯曲力矩大于带材的弯曲力矩。

根据张力就可以合理的选用涨紧油缸。
5 结束语
根据上述的计算方法设计的皮带助卷器,已经在多条铜轧机生产线上使用,效果良好。
[1] 黄华清.轧钢机械[M].北京:冶金工业出版社出版,1980.
[2] 王海文.轧钢机械设计[M].北京:机械工业出版社出版,1983.
[3] 邹家祥.轧钢机械[M].北京:冶金工业出版社出版,2000.
