张力控制系统与卷径计算
2011-11-18李宏伟高朝波
徐 江,刘 峰,李宏伟,高朝波
(中国重型机械研究院有限公司,陕西 西安 710032)
同理,卷取机的瞬时卷径
1 张力控制的必要性
张力是线材、带材在生产过程中形成的表面拉伸力。在轧机、镀锌线、彩涂线、剪切线等板带材的延伸处理中,生产线的速度都很高,需要对带钢的张力进行准确的控制与及时的调节。合理的张力控制可以稳定传送带钢,防止材料变形,确保尺寸精度。如果钢带张力比较小,带材和辊子之间的摩擦力减小,就会产生打滑,不能保证带钢在生产线的中心线上运行,而会产生跑偏,引起刮伤边部、断带等。张力不合适,还会使带钢产生褶皱,拉伸变形。开卷张力不合适,硬卷发生松动,形成喇叭状,影响钢带沿着中心线前行。卷取张力不合适,钢卷造成塌卷,或卷取翘边、鼓起等缺陷,钢卷再次打开时产生严重的边浪或中部波浪。因此,张力控制是十分必要的。
2 张力控制的方法
张力控制的根本目的是实际张力值等于设定值。张力控制可以通过两个方法来实现,一是通过电机转速实现(张力闭环速度控制),二是通过控制电机输出转矩来实现(张力开环转矩控制和张力闭环转矩控制)。
2.1 张力闭环速度控制
在张力闭环速度控制模式下,首先由线速度和辊子的卷径实时计算出频率指令,然后通过张力检测装置反馈的张力信号与张力设定值构成PID闭环,调整变频器的实际频率,控制原理如图1所示。
根据线速度v=πDn/i,转速n=60f(1-s)/p,得出
式中,v为线速度;n为转速;s为转差率;D为卷径;i为齿轮传动比;p为电机极对数;f为变频器实时频率;f理论为理论计算值;Δf为PID修正值。
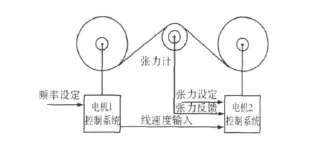
图1 张力闭环速度控制系统Fig.1 Close-loop speed control system of tension
这种控制模式下变频器的PID调节性能好,系统才能容易稳定,否则系统就会震荡、不稳定。
2.2 张力开环转矩控制
张力开环转矩控制模式下,无需张力检测反馈装置就可以获得更为稳定的张力控制效果,但变频器需选择闭环矢量控制方式,必须安装测速电机或编码器,以便对电机的转速做精确测量反馈,控制原理如图2所示。

图2 张力开环转矩控制系统Fig.2 Open-loop torque control system of tension
电机转矩

式中,F为张力设定值。
电机的转矩计算出来后,用来控制变频器的电流环,这样就可以控制电机的输出转矩。该控制多用在对张力精度要求不高的场合。
2.3 张力闭环转矩控制
张力闭环转矩控制是在张力开环控制的基础上增加了张力反馈闭环调节。通过张力检测装置反馈张力信号与张力设定值构成PID闭环调节,调整变频器输出转矩指令,可以获得更高的张力控制精度。其张力计算与开环控制相同,控制原理如图3所示。
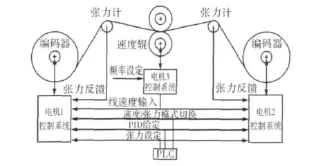
图3 张力闭环转矩控制系统Fig.3 Close-loop torque control system of tension
不论采用张力开环模式还是闭环模式,在系统加、减速的过程中,需要提供额外的转矩用于克服整个系统的转动惯量(动态补偿)。如果不加补偿,将出现收卷过程加速时张力偏小,减速时张力偏大,放卷过程加速时张力偏大,减速时张力偏小的现象。
3 卷径计算
从张力控制方法可知,无论是在速度模式还是转矩模式下,都需要知道卷筒的卷径,卷径的计算是张力控制的一个关键内容。在生产过程中,开卷机的卷径是在不断变小,卷取机的卷径是在不断变大,因此转矩必须随着卷径的变化而变化,才能获得稳定的张力。可见卷筒的瞬时卷径计算是必需的。
卷径计算有两种途径:一种是通过PLC计算好的卷径直接传送给变频器;另一种是变频器自己运算获得。矢量控制的变频器都具有卷径计算功能,生产中大多数都是通过变频器自己运算获得。这样可以减少PLC程序的复杂性和调试难度、降低成本。在实际应用中,卷径计算的主要方法有三种。
3.1 速度、厚度设定方式
速度、厚度设定方式原理如图4所示。

图4 速度、厚度设定方式Fig.4 Setting mode of speed and thickness
以线速度放卷、收卷厚度为h的材料时,卷径D如式(5)所示。
2017年,哈电电机签订几内亚苏阿皮蒂4台11.25万千瓦混流式水轮发电机和印尼明古鲁两台11.5万千瓦空冷汽轮发电机项目合同。2018年,相继中标巴西伊利亚和朱比亚EPC改造项目、秘鲁圣加旺Ⅲ两台10.465万千瓦冲击式水轮发电机主机设备合同以及巴基斯坦SK项目。

开卷机的瞬时卷径

同理,卷取机的瞬时卷径

式中,Dmin(收卷)和Dmax(放卷)为初始直径设定;v为平均速度。
根据经过时间,卷径D可由(5)、(6)式自动算出。
3.2 速度检测方式
速度检测方式原理如图5所示。

图5 速度检测方式Fig.5 Mode of speed detection
由于带材各点的线速度相同,不考虑打滑,相同时间内,经过的带材长度也是相同的,根据线速度v=πDn/i,得出
机组速度

式中,D1,n1,i1分别为开卷机或卷取机的瞬时卷径、所对应的电机的转速、机械速比,D2,n2,i2分别为工作辊的辊径、电机转速、速比。转速可从传动电机的编码器读出,所以
瞬时卷径

由式(8),即使不知道带材厚度、初始卷径,也可计算出卷径。但是在实际应用中,张力开始时需要设置初始卷径。当系统运行速度较低时,带材线速度和变频器输出频率都较低,较小的检测误差就会使卷径计算产生较大的误差,所以要设定一个最低线速度,当带材线速度低于此值时卷径计算停止,卷径当前值保持。变频器矢量控制方式下,大多都使用这种方法进行卷径计算。
3.3 累积厚度检测方式
累积厚度检测方式原理如图6所示。
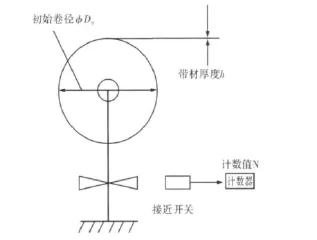
图6 累积厚度检测方式Fig.6 Detection mode of cumulating thickness
设置接近开关,检测旋转角度,可在卷筒轴上设置铁块,卷筒每旋转一圈,铁块接近2次,接近开关发生的脉冲数进行计数,根据该累计数N和初始半径,自动计算当前的半径。

4 结论
(1)张力控制的实现方法多种多样,但形式相近,根据其使用设备的工艺和精度要求,选择适当的方法就可以使生产线张力控制平稳,达到控制要求。
(2)卷径计算是稳定张力控制必需的,随着卷径的变化,控制电机的转矩发生相应的增加和减小,这样才能实现稳定的开卷、卷取张力,顺利地进行生产。
[1] 曾光,陈晓锋.连续热镀锌线的张力控制[J].鞍钢技术,2005(4):20-23.
[2] 许秀飞.钢带热镀锌技术问答[M].北京:化学工业出版社,2007.
[3] 王志为.浅谈冷轧机电气控制中的张力控制[J].机械工程与自动化,2007(1):142-144.
