CPC系统在铜轧机中的应用及改进
2011-11-18魏志毅刘援朝魏维刚
魏志毅,刘援朝,魏维刚,窦 锋,吴 量
(中国重型机械研究院有限公司,陕西 西安 710032)
1 前言
在冷轧铜带生产线上,轧制线较长,在开卷轧制过程中,由于来料缺陷(如来料板形不平直、带卷不齐、镰刀弯等)及生产设备的某些原因(如旋转辊子的制造精度低、安装偏差等),均会导致带材出现跑偏现象,带材跑偏一方面造成带材边部的损坏,另一方面会损坏轧制设备。针对这种情况,为保证正常轧制,需要开卷机浮动,在开卷轧制过程中随时调整带材位置,使带材中心线对准轧制中心线。这就需要在开卷机与矫直机中间设置对中装置(CPC)来实现开卷机浮动对中。
2 系统构成及基本原理
CPC系统一般由液压站、伺服阀站、液压缸、光电检测装置和电控部分等组成,也可以没有独立的液压站,由轧机的低压传动站或高压伺服站供油。
CPC系统的基本控制原理如图1所示,对中系统控制框图由光电检测装置检测带材位置并判断其是否在中心线上,当带材位置与中心线有位置偏差时,控制器以此偏差信号为依据输出电流信号来控制伺服阀,由伺服阀来控制液压缸带动带材向着中心线的方向移动,使板带材始终保持在轧机中心线上,从而实现纠偏。
3 工程应用及存在的问题
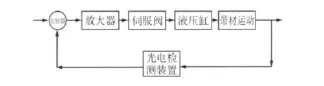
图1 对中系统控制框图Fig.1 Control block diagram of CPC system's
在铜轧机上,粗轧机和精轧机的开卷机结构是不同的。由于粗轧机的来料较厚,所以来料普遍采用无心打卷,带卷比较松,层与层之间有很大间隙,两层之间不能产生摩擦力而互相带动,实现同步运动。鉴此,粗轧机的开卷机一般采用双侧结构,中心卷筒承受带卷重量,同时两侧使用比带材卷径大的圆盘夹住带卷侧面,以保证带卷两个侧面始终齐整。精轧机由于来料是从粗轧机上下来的,从粗轧的卷筒上下料,且经过粗轧机的轧制,带材相对比较薄,来料比较紧密,只需要卷筒承受重量,两侧面不需要对夹,靠带材层间的摩擦力即可以实现带材各层的同步运动。
对于轧机而言,CPC系统需要实现三个功能:①手动控制。即由操作按钮来实现带材向操作侧或传动侧运动,以便在需要的时候人工干预;②自对中。通过伺服阀与液压缸内的位移传感器进行闭环控制,使开卷机卷筒中心线处于轧机的中心线位置,此功能上卷时使用,保证上卷时带卷与轧机中心线没有太大偏差;③自动控制即轧制过程中通过光电检测装置与伺服阀的闭环来实现带材的自动纠偏。
由于开卷机结构的不同,针对两种不同的结构,需要有两种不同的CPC系统,精轧机由于是单侧结构,所以只有一个液压缸来带动开卷机同时带动带材运动,这样即为单个伺服阀来控制单个液压缸,功能比较容易实现,如图2所示。对于粗轧机,由于是双侧结构,两个液压缸分别带动两侧,CPC工作时,手动控制时要实现两种动作:①开卷机两侧分别可以向操作侧和传动侧运动,这样两边才可以分开距离,以实现带材的上卷,上卷后需要将两侧夹紧,以完成上卷工作;②上卷后需要实现开卷机带动带材向操作侧或传动侧运动,运动过程中要保证开卷机的夹紧状态,这就要求开卷机两侧同步运动。自对中与自动控制与轧机相同,但是运动过程中要考虑两个液压缸保证同步。
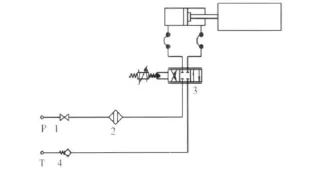
图2 精轧对中原理图Fig.2 Schematic diagram for CPC system's of fine rolling mill
针对粗轧的开卷机结构,采用了如图3所示的液压系统。系统中,将操作侧和传动侧液压缸的塞腔连接起来,并在管路上使用一个两位四通换向阀210来实现两个液压缸的连通与断开。由于两个液压缸完全相同,由一个塞腔流出的油液来推动另一个塞腔,由于流量相同,塞腔面积相同,则可以实现两个缸的同步运动。
手动控制时分为两种状态,当需要两个油缸分别单独运动时,电磁阀210失电,此时即将两个液压缸的塞腔断开,两个液压缸成为完全独立的两个单元,同时电磁阀203失电,使得液控单向阀208处于关闭状态,将伺服阀与液压缸断开,此时由205-1、206-1、207-1来控制其中的一个液压缸,由205-2、206-2、207-2来控制另一侧液压缸,此时两个液压缸没有相互联系,通过换向阀205-1、205-2来实现两个液压缸的单独运动。需要手动控制两个油缸同步运动时,电磁铁210得电将两个油缸的塞腔连接起来,换向阀205-1和205-2失电使两个单独的回路不给液压缸供油,电磁阀203得电将液压锁208-1、208-2打开,由伺服阀给两个液压缸的杆腔供油,当伺服阀给操作侧的液压缸杆腔供油时,塞腔的油排出同时流入传动液压缸的塞腔,传动侧杆腔的油经过伺服阀回到油箱,则两个液压缸同步向操作侧运动,当伺服阀给传动侧杆腔供油时,则两个液压缸同步向传动侧运动。自动控制时由伺服阀与光电检测装置的闭环同时通过电磁换向阀210将两个液压缸的塞腔连通,以实现两个液压缸的同步运动来实现对中。
工程实践中发现,带卷上至开卷机,两边夹紧以后,长时间在某一位置保持时,开卷机两侧有自动分开的现象,险些造成带卷从开卷机上掉落的事故。通过观察两缸的位移传感器数值发现,当两缸在中间位置保持时,都有自动向外侧运动的现象。
4 问题分析与解决方案
针对液压缸自动向外运动问题,由测压接头处通过压力表现场检测,发现测压接头209-1和209-2处每次液压缸运动完成后旋钮打至中位即203-1、205-1、205-2失电状态且伺服阀不供电时,压力总是由无压缓慢的上升至一定压力值,液压缸的运动即是由此压力推动。通过分析,由于208板式液控单向阀性能较好,不易泄露,此压力是由于液控单向阀206处以及电磁换向阀205处的泄露造成的,于是将206处液控单向阀更换,但得不到明显改善。由此推断,是由于回油管路上的背压导致液控单向阀不能完全关闭,由于阀203、204、205-1、205-2几个阀的T口是在阀块中连通,所以背压不易去除。如果可以保证塞腔回油处没有泄露,塞腔油液不能回到油箱,同样可以保持缸不动作,而缸塞腔的回油可能是由205、206中的泄露或者210处的泄露回到油箱,现场通过一个转接板将电磁换向阀210换为零泄漏的球式电磁换向阀,缸的自动运动现象消失,由此推断缸的塞腔回油主要是由于电磁换向阀阀210处的泄露产生,问题得到解决。

图3 粗轧对中原理图Fig.3 Schematic diagram for CPC system of rough rolling mill
5 结论
图3系统原理上可以正常使用,但由于未考虑元件的内泄,导致工程实践中险些酿成事故。由此可见,工程实践中,一些细节问题需要认真考虑,液压系统中必须考虑阀的内泄问题。在后期的工程实践中,将电磁换向阀210改为零泄漏的球式电磁换向阀,同时将电磁换向阀205的T口连至系统泄露油口L,取得了较好的效果。
[1] 方胜年.新型带材自动纠偏装置的研制[J].武钢技术,2001(5).
[2] 张祝得.浅谈带钢开卷机CPC液压控制系统[J].冶金丛刊,2003(6).
