铝合金车体结构焊接残余应力研究
2011-11-14苟国庆于金朋张立民张卫华李明高
苟国庆,于金朋,,张立民,张卫华,陈 辉,李明高
(1.西南交通大学 牵引动力国家重点实验室,四川 成都 610031;2.唐山轨道客车有限责任公司,河北 唐山 063035)
铝合金车体结构焊接残余应力研究
苟国庆1,于金朋1,2,张立民1,张卫华1,陈 辉1,李明高2
(1.西南交通大学 牵引动力国家重点实验室,四川 成都 610031;2.唐山轨道客车有限责任公司,河北 唐山 063035)
采用X射线衍射法(iXRD)对铝合金部件的焊后、调修、部件组装后及其调修和部件喷丸后的焊接残余应力进行无损测量,研究铝合金部件的焊接残余应力分布情况及其变化规律,验证喷丸工艺调整焊接残余应力措施,为调整铝合金焊接残余应力的工程化处理方法和焊接接头辅助增强的工程技术提供数据支撑,以改善焊接接头的抗疲劳性能。研究结果表明,通过制定合理的焊接工艺,采用喷丸法能够有效地调整焊接残余应力,满足产品的安全可靠性需求。
焊接残余应力;铝合金;X射线衍射法;调修;喷丸
0 前言
铝合金焊接时,由于铝合金的导热性是钢的5倍,线膨胀系数是钢的2倍,焊接过程中由于焊接热效应温度场的不均匀变化,焊接接头附近会产生局部的塑性变形,有时还有粘塑性变形。焊接过程中产生的焊接残余应力与变形影响构件强度,引起显微组织变化从而对材料强度产生影响,如裂纹、断裂、腐蚀和强度下降等[1]。采用iXRD射线残余应力测试仪测试铝合金部件的焊后、调修、部件装配后及其调修和喷砂后的焊接残余应力,对标定后的测试数据进行统计分析,对焊接残余应力的分布规律和变化规律进行系统的研究分析,为调整铝合金焊接残余应力的工程化处理方法和焊接接头辅助增强的工程技术方案提供技术支撑,以改善焊接接头的抗疲劳性能。
在焊接过程中,焊接区以远高于周围区域的速度被急剧加热,并局部熔化。焊接区材料受热而膨胀,热膨胀受到周围较冷区域的约束,并造成热应力,受热区温度升高后屈服极限下降,热应力可部分超过该屈服极限,结果在焊接区形成了塑性的热压缩,冷却后,比周围区域相对缩短、变窄或减小。因此,这个区域就呈现拉伸残余应力,周围区域则承受压缩残余应力。冷却过程中的显微组织转变也会产生残余应力。
李裕国[3]等利用磁弹性法无损检测方法测量了不同工艺状态下的快运货车转向架焊接构架残余应力,得到了构架残余应力的分布规律。张建峰等人采用有限元分析与X射线衍射法相结合的方法对焊接态副构架振动处理前后焊接接头残余应力进行了研究,结果表明X射线法能够快速测量出焊接接头的残余应力,测试结果可靠,测试精度较高。路浩[4]等人超声波法对高速列车车体服役状态下的焊接残余应力进行了测试,并与有限元模拟和激光全息小孔法测量结果进行比较验证了超声波发测量结果真实可靠,为焊接结构服役状态下的在线评估奠定了基础。
1 应力测试条件和参数
EN AW-Al-Si-Mg中等强度的AI-Mg-Si系铝合金具有良好的热挤压性和耐蚀性,其化学成分如表1所示。某铝合金车体主要由6005A-T6的中空铝型材拼焊而成,型材挤压工艺及热处理工艺见表2。
在试验过程中分别对部件焊后、调修、部件组装及其调修和部件喷丸工艺处理后采用Proto iXRD残余应力测试仪进行残余应力测试,测试参数如表3所示。测试前先对焊缝测点进行表面平整及砂纸打磨,以去除氧化皮和结构表面锈层,并满足表面粗糙度低于10 μ m的测试要求[6],然后进行电解抛光。电解抛光液为NaCl饱和溶液,电解抛光深度为150~200 μ m。电解抛光完毕后逐点进行测量。

表1 EN AW-6005A的化学成分%

表2 铝合金型材挤压工艺及热处理工艺[5]

表3 残余应力测试参数
2 侧墙有限元模型
铝合金车体侧墙结构主要由四大型材零件焊接而成。侧墙焊接主要是内侧四条焊缝和外侧四条焊缝,八条焊缝如图1所示。八条焊缝的焊接原则是:先焊接侧墙内侧四条焊缝,然后翻转焊接工件及夹持定位装置,再焊接外侧四条焊缝。八条焊缝焊接顺序为:2-3-1-4-6-7-5-8。
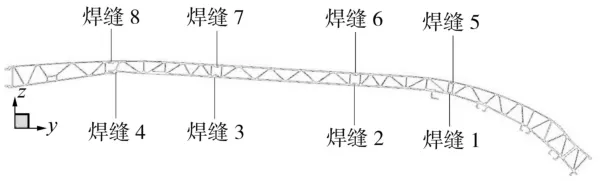
图1 侧墙焊缝编号
使用有限元单元离散软件,对侧墙进行实体单元网格划分。由于目前软件和计算机硬件条件所限,只能截取侧墙上关键一段进行焊接过程瞬态分析。侧墙焊接有限元模型创建结果如图2所示。
单元离散完毕,根据Sysweld软件对焊接工艺计算的设置需要,使用visual-mesh软件进行焊接轨迹线、焊接参考线、焊接起始单元、焊接起止节点、散热面和拘束节点等要素的创建和成组设置。

图2 侧墙焊缝及相关要素成组
3 焊接残余应力结果和分析
3.1 测试结果和分析
根据铝合金车体结构和服役工况、焊接工艺和车体制造工艺的特点,参考车体结构强度分析,确定车体结构焊接残余应力测试点,部分测点见图3。
测试结果分析如图4所示。焊后其侧墙各大部位存在较大的残余拉应力,返修及调修对其有明显的增大作用。返修后,返修焊缝与原始焊缝已经形成了局部构造上的几何不连续,造成返修部位成为应力集中源,从而增加了该部位的危险。
调修过程虽然使变形得到了控制,满足了尺寸设计要求。但是由于调修部位处于反复的拉伸、压缩弹塑性变形,降低了调修部位的塑性储备,因此该部位的抗疲劳性能可能会下降,并且过度的调修使得该部位脆性倾向增大,在车体频繁的动载运行条件下,可能会导致局部区域成为裂纹源。
3.2 仿真结果和分析
仿真结果如图5~图7所示。

图3 部件焊后测点分布
侧墙焊缝2附近局部区域焊接冷却完毕,最大等效应力173 MPa,最大值在焊缝区;焊缝方向最大纵向应力192 MPa,最小应力-61 MPa,最大值在焊缝区;横向最大应力140 MPa,最小应力-158 MPa,最大值在焊缝区。
焊缝中心线上纵向应力最大接近160MPa,中间为拉应力,焊缝起止两端有最大达20 MPa的压应力;根据所截取的焊缝横向节点应力曲线,焊缝熔池区横向应力较小,而在热影响区处应力有所上升,经过该区域之后应力下降,横向节点上最大应力接近200 MPa。

图4 大部件最大残余应力

图5 侧墙焊缝2附近局部应力分布
3.3 测试与仿真对比分析
根前面的分析结果和测试布点原则,选取侧墙的横向和纵向应力分布曲线进行比较,如图8所示。
焊接结构的失效与断裂一般都是由焊接接头部位启裂,然后扩展至断裂,其原因是焊接接头成分、组织和性能的不均质性,焊接接头既是焊接残余拉应力的峰值区,又是焊趾应力集中区,还可能产生焊接缺欠引起应力集中,成为焊接结构的薄弱部位,寻求提高焊接接头强度的焊接方法和工艺,以保证焊接结构高质量和可靠性。
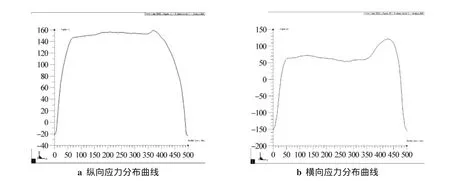
图6 侧墙焊缝2中心应力分布曲线

图7 侧墙焊缝2附近横向节点应力分布曲线
4 结论
(1)X射线衍射法能够快速测量出CRH3型高速列车铝合金焊接接头残余应力,测试结果可靠。
(2)返修、调修对铝合金焊接接头的残余应力有较大的影响,因此应重点关注该区域。
(3)有限元仿真数据结果与实测结果有较好的吻合性。
(4)焊接接头既是焊接残余拉应力的峰值区,又是焊趾应力集中区,还有可能产生焊接缺欠引起应力集中,容易成为裂纹集中源。
[1]拉达伊D.焊接热效应,温度场、残余应力、变形[M].北京:机械工业出版社,1997.
[2]水野政夫,蓑田和之,阪口章.铝及其合金的焊接[M].北京:冶金工业出版社,1985.
[3]李裕国,李 强.利用磁弹性法测量快运货车转向架焊接构架残余应力的试验研究[J].北方交通大学学报,2000 (8):11-14.
[4]路 浩,刘雪松,孟立春,等.高速列车车体服役状态残余应力超声波法[J].焊接学报,2009(4):44-48.
[5]曾 渝,彭志辉,潘青林,等.AI-Mg-Si系中强挤压铝合金[J].湖南有色金属,2001[出版日期不详].
[6]GB 7704-87,X射线应力测定方法[S].
Research of welding residual stress about aluminum alloy
GOU Guo-qing1,YU Jin-peng1,2,ZHANG Li-min1,ZHANG Wei-hua1,CHEN Hui1,LI Ming-gao2
(1.Traction Power State Key Laboratory,Southwest Jiaotong University,Chengdu 610031,China;2.CNR Tangshan Co.,Ltd.,Tangshan 063035,China)
The X-ray diffraction method(iXRD)hans been applied into the measurement of residual stress produced on the aluminum alloy welding parts.There are three states to measure welding residual stress,such as welded and mended,assembled and mended,and shot peening.We can study the distributing status and disciplinarian,and testify the step to adjust the welding residual stress by shot peening.The research supplys the data supports for welding residual stress engineering disposal and weld joint assistant consolidation to improve abilities against the gatigue.The research shows appropriate welding and shot peening technics can effectively adjust welding residual stress and meet the RAMS demands about the product.
welding residual stress;aluminum alloy;X-ray diffraction method;shot peening
TG404
A
1001-2303(2011)11-0035-04
2011-09-21
国家科技支撑计划资助项目(2009BAG12A04-D02)
苟国庆(1979—),男,四川攀枝花人,讲师,博士,主要从事热喷涂、防腐和焊接等方面的研究工作。
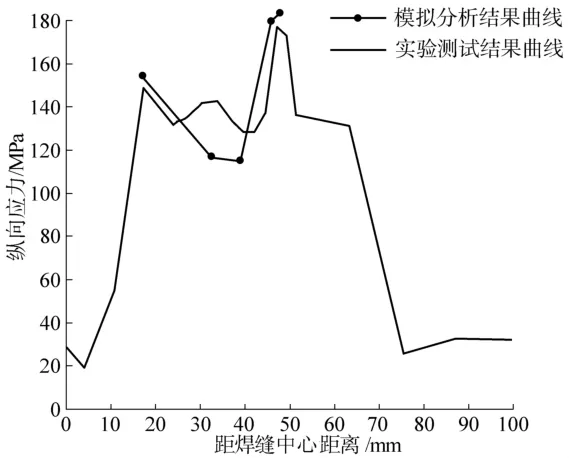
图8 侧墙焊缝横向节点纵向应力
