焊药混合时间对铜及铜合金手工自蔓延焊接的影响
2011-11-14曲利峰辛文彤吴永胜
曲利峰,辛文彤,吴永胜,王 森
(军械工程学院 先进材料研究所,河北 石家庄 050003)
焊药混合时间对铜及铜合金手工自蔓延焊接的影响
曲利峰,辛文彤,吴永胜,王 森
(军械工程学院 先进材料研究所,河北 石家庄 050003)
铜及铜合金手工自蔓延焊接是一种融合自蔓延焊接和手工弧焊等技术的新型应急焊接技术。手工自蔓延焊接的质量控制和焊接接头性能会受到燃烧型焊条成形工艺参数的影响,而焊药混合时间又是焊条成形工艺参数中重要的因素。通过试验研究了颗粒团聚与混料时间的关系,不同混料时间下粉末颗粒分布情况,焊条燃烧速度与混料时间的关系曲线,并且通过金相显微镜观察了α+β+β'相的分布情况,分析了β'相的存在对焊缝组织成分和力学性能的影响,从而影响到最终的焊接质量。实验结果表明:焊药混合时间为30~45 min时,燃烧型焊条燃速可控,力学性能好,晶粒细化分布均匀,焊接质量高。
铜及铜合金手工自蔓延焊接技术;混合时间;粉末颗粒分布;力学性能
0 前言
铜及铜合金的手工自蔓延焊接是以燃烧合成反应放出的热量为高温热源,以燃烧合成反应的产物为填料,采用焊条电弧焊运条操作方式,实现焊接母材永久牢固连接的一种全新的自蔓延熔焊方法[1]。使用的燃烧型焊条小巧轻便,便于携带,不需要电源、气源及设备,只需用任意可用火源点燃燃烧型焊条即可对同类或不同类金属进行焊接,显著降低应急焊接时间。手工自蔓延焊接的质量控制和焊接接头性能受到多种工艺参数的影响,一方面取决于燃烧型焊条成形工艺参数,另一方面取决于焊接时的工艺参数。焊药混合时间是焊条成形工艺参数中重要的影响因素。混合是指物料在外力(重力及机械力等)作用下发生运动速度和方向的改变,使各组分颗粒得以均匀分布的操作过程。燃烧型焊条的焊药由多种粉末混合组成,混合是一道重要的工序,在试验中发现,对于同一种燃烧型焊条配方,混合时间不同,对燃烧合成反应的影响也大不相同。
1 试验材料和方法
(1)仪器:三维混料机、XJL-17(4XC)型金相显微镜。
(2)受焊母材:H62黄铜板。
(3)焊药组分:高热剂、合金剂、造渣剂。焊药是燃烧型焊条的核心部分,其化学成分直接影响到焊接能否顺利进行、焊缝金属的组织和性能、焊渣的形态和保护作用等,是焊接质量的决定因素。
(4)试验方法:采用如表1所示的焊条配方,使用三维混料机进行混合,时间分别取为15 min、30 min、45 min、60 min、75 min、90 min,焊接时采用平板对接焊。
2 试验结果和分析
2.1 混合时间对粉末颗粒度的影响
混合过程中许多颗粒相互粘结形成二次颗粒,并结成团块的现象称为团聚。颗粒团聚会增大粒径,是混合过程的主要特征。物料在混料机中,从最初的整体混合达到局部的混匀状态。实际混合过程是偏析与混合反复交替进行的过程,往往是混合质量先达到一最高值,然后又下降而趋于平衡[2]。
高热剂成分颗粒度对混合时间的变化如图1所示,可以看出,混合时间延长,高热剂成分整体颗粒度增加,当混合时间超过45 min时,颗粒度开始减小,然后趋向平衡。
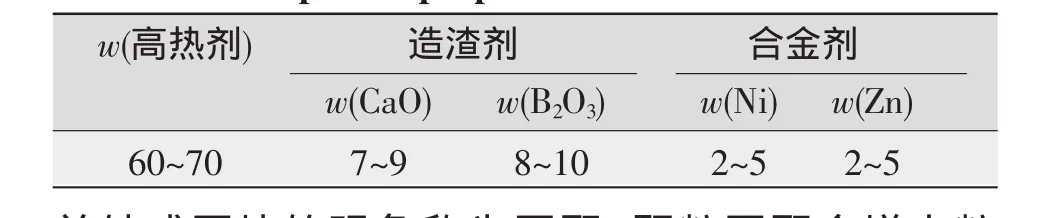
表1 燃烧型焊条成分配比% Tab.1 Component proportion of the combustion rod
2.2 混合时间对燃烧速度的影响
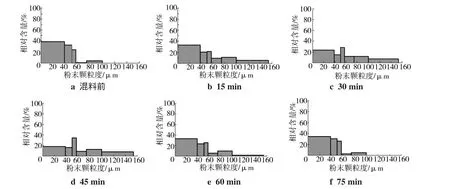
图1 不同混料时间下粉末颗粒分布柱状图Fig.1 Column diagram of the powder particle distribution with the change of the mixing time
研究发现,对于同一配方的焊条,当混合时间增加时,燃烧合成反应剧烈,产生热量较大,焊条燃烧速度加快,焊接过程中的飞溅增大,焊接不易控制。焊条燃烧速度与混料时间的关系曲线如图2所示,随着混料时间的延长,焊接速度也在逐渐增加,而后逐渐降低。
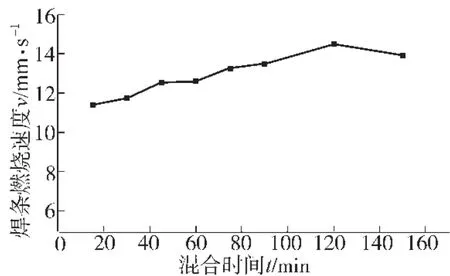
图2 燃烧速度与混料时间的关系Fig.2 Relation between the combustion velocity of the rod and the mixing time
分析认为:当混合时间延长时,粉末整体颗粒度变大,物料的颗粒范围变宽,细颗粒(小于等于57μ m)仍占一定比例,填充于大颗粒之间的空隙中,CuO与Al粉颗粒之间的接触面积较混料前增加,因此焊条的燃烧速度随着混合时间的延长而加快,当混合时间较长时,混合质量趋于动态平衡,均匀度不会再提高,由于偏析现象的存在,CuO与Al粉颗粒之间的接触面积有所减少,致使焊条的燃烧速度略有降低。
2.3 显微组织观察分析
焊缝平衡状态下的组织为α+β双相,白色为α固溶体,黑色为β相和由β相转变成脆性β'相[3]。焊接热作用下,晶粒长大和快速冷却使β 相主要分布在α晶界,形成过热区的α+β网状组织和热影响区的棉絮状组织。当配方中加锡改善润湿性时,由于生成γ相(Cu5Sn),在速冷的条件下会在焊缝的α枝晶间析出(α+γ)共析体。不同混料时间焊接接头的金相组织如图3所示。当混料时间为15 min时,粉末颗粒度大,焊缝组织粗大,焊接接头力学性能降低;当混合时间大于30 min时,焊缝组织细化、趋于均匀,α相、β相均匀分布,不易产生裂纹、缩孔(松)、气孔等缺陷,提高了焊接接头的力学性能。
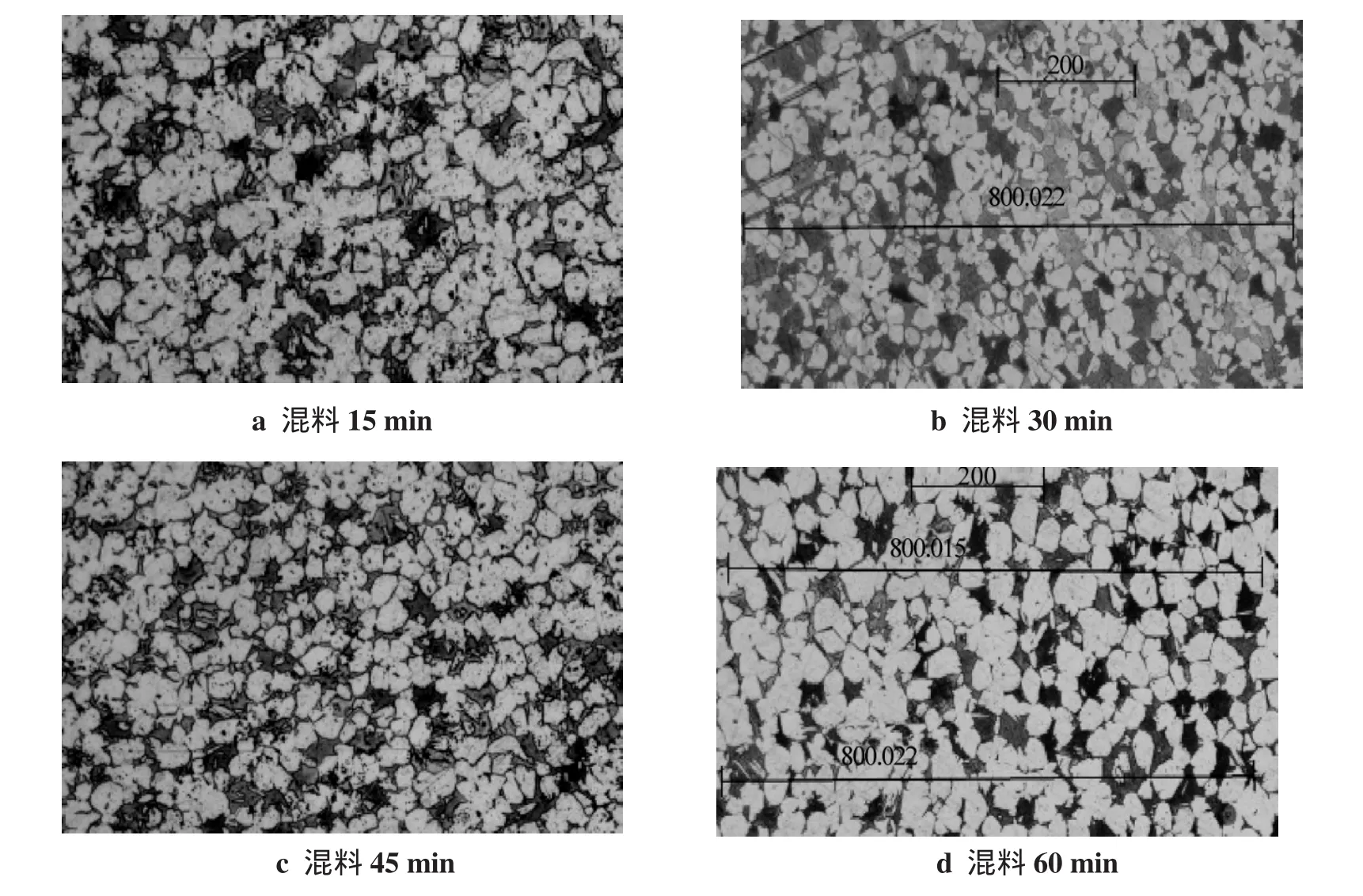
图3 不同混料时间焊接接头的显微组织(100×)Fig.3 Microstructure of the welded joint with the change of the mixing time(100×)
2.4 力学性能分析
焊接接头的力学性能与组织特征之间有很好的对应关系,具体表现在:材料的强度、塑性等主要力学性能与组织中β'相的相对量分布和形貌密切相关。β'相减少、分散度增加将有效地提高材料的塑性,屈服强度降低,抗拉强度变化不大。混料时间与焊接接头抗拉强度的关系曲线如图4所示。由图可知,随着混料时间的延长,焊接接头的抗拉强度也随之增大,但由于焊缝组织脆性β'相与α相的结合界面增多,易萌生裂纹、缩孔、气孔等缺陷,因此当混料时间继续延长,抗拉强度反而降低。当混合时间为45 min时抗拉强度最高,可达500 MPa。混料时间与焊接接头冲击韧性的关系曲线如图5所示,当混合时间为45~60min时,冲击韧性有所下降,说明焊接接头存在着裂纹、缩孔等缺陷,但为60~90 min时,冲击韧性又有所增加,说明此时焊接缺陷较少。
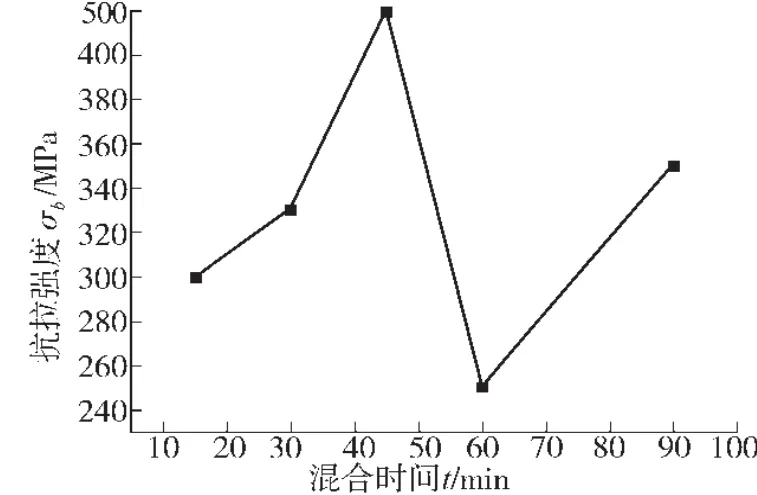
图4 混料时间与焊接接头抗拉强度的关系曲线Fig.4 Relation between the mixing time and the tensile strength of the welded joint
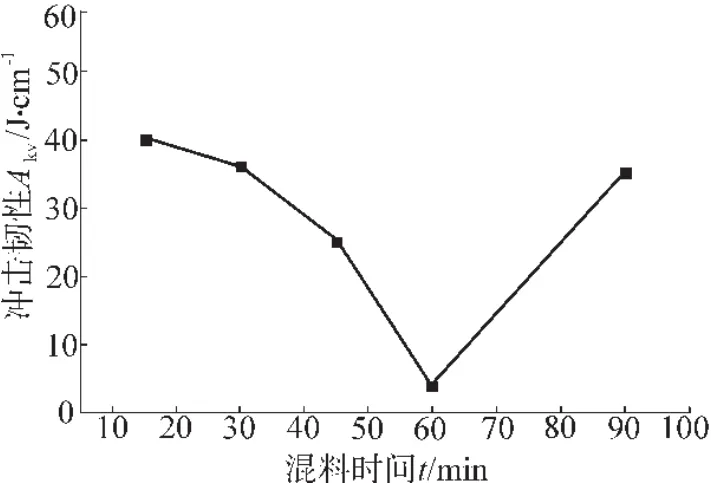
图5 混料时间与焊接接头冲击韧性的关系Fig.5 Relation between the mixing time and the impact toughness of the welded joint
从不同混合时间对手工自蔓延焊接过程及焊接接头的组织力学性能分析中可以得出,当混合时间为30~45 min时,燃烧型焊条可控性较好,焊接质量较高。
3 结论
焊接接头的性能是在各个工艺参数控制下焊接的一个综合结果,只有选择合适的焊接工艺参数,焊接接头才能获得最佳的力学性能。合理选择工艺参数是继配方优化后实现手工自蔓延焊接关键的一步,直接关系到焊接过程的可控性、焊缝合金和焊渣的组成以及最终的焊接质量。当前研究的焊药混合时间就是燃烧型焊条成形工艺参数中的一种,系统地研究在平板对接焊时混合时间与颗粒团聚的关系、与燃烧速度的关系、不同混料时间下粉末颗粒分布情况,并且通过金相显微镜观察了α+β+ β'相的分布情况,分析β'相的存在对焊缝组织成分及力学性能的影响,为在实际应用中针对不同型号铜板制定相应的手工自蔓延焊接工艺规范提供了参考。
[1]辛文彤,马世宁,张保元,等.元素W对手工自蔓延焊接接头组织性能的影响[J].热加工工艺,2008,37(13):9-10.
[2]李志尊,辛文彤,武 斌,等.高热剂对低碳钢手工自蔓延焊接的影响[J].焊接学报,2007,28(2):79-81.
[3]郭 锋,康补晓.H62黄铜宏观力学性能与组织特征变化的关系[J].特种铸造及有色合金,2000(4):7-9.
Effect of the powder mixing time on copper and copper alloy's manual SHS welding
QU Li-feng,XIN Wen-tong,WU Yong-sheng,WANG Sen
(Institute of Advanced Materials,Ordnance Engineering College,Shijiazhuang 050003,China)
Copper and copper alloy's manual SHS welding is a new emergency welding technology,which is based on self-propagating high-temperature synthesis(SHS)theory and manual arc welding technique of copper and copper alloy.The quality control and mechanical properties of the weld joint were affected greatly by the welding rod forming technological parameter,of which powder mixing time is one of the important elements.The paper studies the relation between the grain aggregation and the mixing time,the powder particle distribution with the change of the mixing time and the relation between the combustion velocity of the rod and the mixing time.Distribution situation of Phase α+β+β'were observed through the metallographic microscope,then the effect of the phase β'on the structure and mechanical properties were analyzed.The conclusion was that when the power's mixing time was between 30 and 45 minutes,the combustion speed of the weld rod was under control,it has good mechanical properties,grain refinement,uniform distribution and better weld quality.
copper and copper alloy's manual SHS welding technology;mixing time;powder particle distribution;mechanical properties
TG456
A
1001-2303(2011)10-0006-04
2011-07-21
曲利峰(1986—),男,河北怀安人,在读硕士,主要从事自蔓延焊接开发与应用方面的研究工作。
