TRIP780高强钢的点焊工艺性能
2011-11-14张永强刘兴全贾松青
王 威,张永强,刘兴全,贾松青,章 军
(首钢技术研究院,北京 100043)
TRIP780高强钢的点焊工艺性能
王 威,张永强,刘兴全,贾松青,章 军
(首钢技术研究院,北京 100043)
对TRIP780高强钢进行一系列电阻点焊试验,对点焊部位进行金相分析、显微硬度分析、抗剪切试验和十字拉伸试验等分析手段。研究焊前预热、焊后回火、焊接时间等工艺因素对TRIP钢点焊焊点的优化效力。焊前预热工艺对焊点的组织和力学性能的影响较小,在合理范围内延长焊接时间能有效地提高焊点的抗剪切性能,焊后回火工艺能有效地改善焊点的组织结构和力学性能。确定其最佳点焊工艺参数为焊接电流6 000 A、焊接时间17 cyc、电极压力5.0 kN、回火电流3 500 A、回火时间20 cyc。
TRIP780;电阻点焊;点焊工艺;焊后回火
0 前言
当前,在全球面临能源匮乏和环境污染的严重形势下,汽车轻量化已成为汽车发展的主要方向,而采用先进的高强度钢板是在保证汽车安全性前提下实现汽车轻量化的有效途径。相比于其他高强度成形钢板,TRIP钢具有更高的强度、塑性、应变硬化指数等,成为汽车用钢板的热门材料[1-2]。但是,TRIP钢具有较高的碳当量,存在焊后硬化现象[3],因此其焊接性一直受到汽车用户密切关注。本研究对首钢生产的冷轧TRIP780进行了一系列点焊工艺和力学性能试验,探讨了不同点焊工艺参数下TRIP780的焊接性能,确定了TRIP780合理的点焊规范参数范围。
1 试验材料和方法
1.1 试验材料
试验采用首钢生产的TRIP780,厚1.8 mm,化学成分如表1所示,力学性能如表2所示。

表1 TRIP780的化学成分%

表2 TRIP780的力学性能
1.2 试验方法
电阻点焊试验设备采用固定式交流凸焊机,型号为WDN-200,电极直径7.5 mm。采用40 mm× 200mm的试件,长度方向的搭接量为40mm。剪切试样尺寸如图1所示。
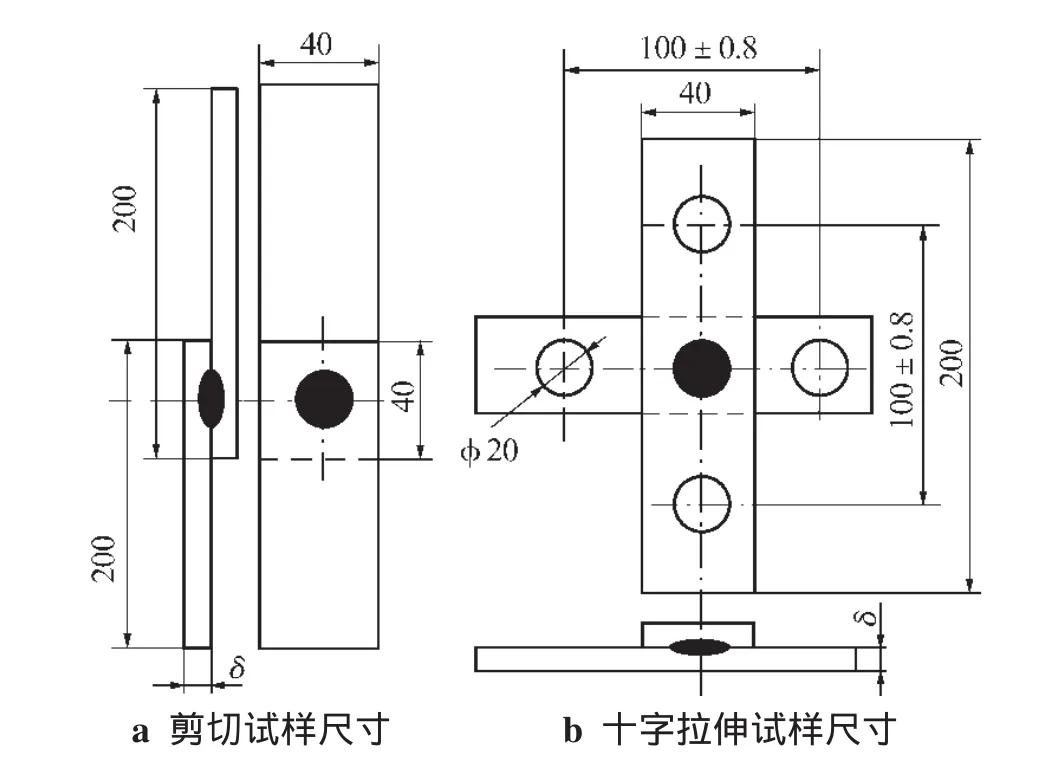
图1 焊点抗剪试验和十字拉伸试验试样尺寸
点焊实验执行标准为某汽车厂的企业标准,执行参数如表3所示。可焊电流范围如表4所示,范围为5 200~6 200 A,最优点焊电流为6 000 A。

表3 TRIP780的点焊试验执行参数
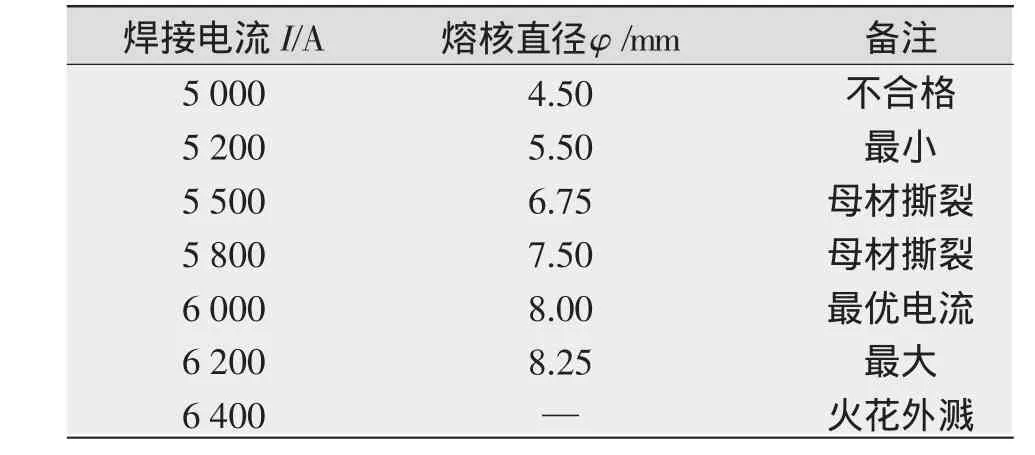
表4 TRIP780的可焊电流和熔核直径
由于TRIP钢的碳当量较高,在点焊实验时容易在焊点位置出现焊接缺陷,采取新的点焊工艺优化焊点质量,TRIP780的点焊工艺参数如表5所示。

表5 TRIP780焊接工艺参数
点焊焊点试样制备后,选取各个不同工艺参数制备标准金相试样,腐蚀试液为4%硝酸酒精溶液,使用DM-4000M金相显微观察和照相设备采集显微组织照片,并使用Leica HXHXD-1000TM型显微硬度计采集显微硬度数据。选取各个不同工艺参数制备图1所示的剪切试样和十字拉伸试样,并在Zwick-Z100万能试验机进行剪切试验和十字拉伸试验。
2 试验结果与分析
2.1 金相组织分析
对0号、1号、2号、3号、4号、5号试样的点焊焊点进行金相观察,其焊缝金相照片如图2所示。
在点焊试样熔核的升温过程中,铁素体组织首先奥氏体化,形成细小的奥氏体,马氏体中的碳发生偏聚且分解,从过饱和的α固溶体中析出弥散的ε-碳化物。在降温形成熔核时,由于快速过冷,奥氏体转化成铁素体,铁素体中的碳化物分解,使得碳溶于铁素体晶格之间,形成过饱和的α-Fe,即形成马氏体。由图2可知,点焊焊点的金相显微组织均为马氏体组织,1号、3号和4号试样马氏体组织较为均匀,有利于力学性能的提高;0号、2号和5号试样中马氏体较为粗大且不均匀,力学性能有所降低。经过焊后回火能显著优化焊点的组织结构。
2.2 显微硬度分析
测试从一侧板材的母材沿直线经过热影响区、焊缝、热影响区到另一侧母材,两测试点之间距离为0.2mm,TRIP780点焊焊点的显微硬分布如图3所示。
由图3可知,焊缝区域的显微硬度最高,随着与焊缝中心距离的增加,显微硬度逐渐降低,各个试样的显微硬度曲线变化规律相同,且各个试样的焊缝区域均未出现软化点。由图3a可知,增加焊后热处理工艺后点焊焊缝和热影响区的显微硬度显著降低,且硬度分布均匀,有效改善了点焊焊点的硬度分布状况。由图3b可知,增加焊前预热工艺,有助于降低点焊焊点区域的显微硬度,改善点焊焊点的硬度分布状况。由图3c可知,在焊接时间为17cyc时,点焊焊缝区域的硬度值较高,但是相较于焊接时间为10 cyc和20 cyc时,点焊焊点区域的显微硬度分布比较均匀,处于较好的状态,即在其他条件一定的情况下,焊接时间17 cyc是1.8 mm TRIP780的最优焊接时间。
2.3 剪切试验分析
各种工艺参数条件下点焊焊点的剪切力试验数据如图4所示。试验数据显示,1号试样点焊焊点的剪切力最大,0号试样剪切力最小,由大到小的顺序依次为:1号、3号、2号、5号、0号、4号。剪切力大小的决定因素为点焊焊点熔核的直径大小。

图2 TRIP780点焊焊点焊缝区的显微组织(500×)

图3 TRIP780点焊焊点的显微硬度分布
对比0号、4号、5号试样可以看出,在其他条件一定的情况下,随着焊接时间的增加,焊点剪切力不断提高。这是因为随着焊接时间的增加,焊接热输出量增加,熔核尺寸随着内部热源发热量的增加而稳定增大,焊点剪切力不断提高,达到最高后,由于焊接飞溅的出现,限制了熔核的进一步长大,从而影响了熔核的质量,所以在焊接时间范围内,随着焊接时间的增加,焊点剪切力不断提高。
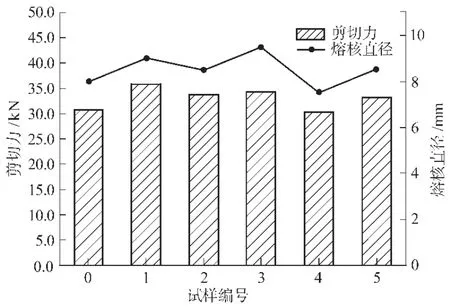
图4 不同直径的TRIP780点焊焊点剪切力对比
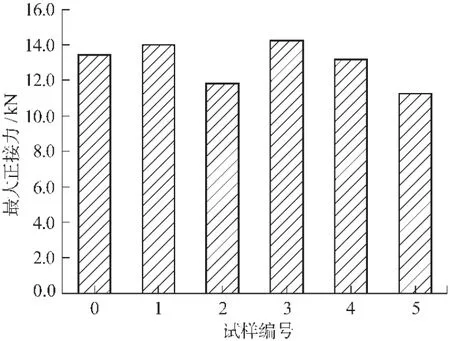
图5 TRIP780点焊焊点十字拉伸强度对比
对比0号与1号、2号与3号试样,在其他条件一定的情况下,对试样增加焊后热处理工序,能提高焊点的剪切力。这是因为增加焊后热处理工序,能细化焊缝组织,提高焊点的剪切力。
对比0号与2号、1号与3号试样,在其他条件一定的情况下,对试样增加焊前预热工艺,对提高焊点的剪切力没有明显的影响。这是因为对试样进行焊前预热工艺,增加焊接时的温度,而随着温度的升高试样的电阻率增高,同时金属的压溃强度降低,使试样的板材与板材、板材与电极间的接触面增大,从而引起接触电阻的减小,在这两种矛盾因素的影响下,要正确分析焊前预热工艺对焊点质量的影响[4]。在不对试样进行焊后热处理时,适当的增加焊前预热工艺,在热输出相同的条件下,能增加焊点内部热源的发热量,提高焊点的熔核尺寸,提高焊点的剪切力。但是如果在增加焊后热处理工艺的情况下,增加焊前预热工艺,会导致整个点焊过程中焊点因热输出过大而造成的过烧或者击穿现象,所以这两种工艺不宜在同一焊接过程中出现。
2.4 十字拉伸试验分析
点焊焊点的十字拉伸强度是代表焊点抗正向拉伸载荷能力的指标之一,图5为各种工艺参数条件下点焊焊点的正向拉伸试验数据。1号和3号试样焊点的十字拉伸强度较大,2号和5号试样焊点的十字拉伸强度较小。
对比1号和3号试样与0号试样的十字拉伸强度可以看出,焊后的回火工艺能显著提高焊点的正向拉伸性能,这是因为焊后回火工艺细化了焊缝和热影响区的马氏体组织,使马氏体组织处于细小均匀的状态,从微观结构上改善焊点的正向拉伸性能。
对比2号和5号试样与0号试样的十字拉伸强度可以看出,焊前的预热工艺和焊接时间的增加都显著地降低了焊点的正向拉伸性能,这是因为焊前的预热和焊接时间的增加,均加大了焊接的热输出量,有利于焊缝及热影响区的马氏体再生长,使马氏体组织较为粗大,降低了焊点的正向拉伸性能。
对比0号、4号、5号试样的十字拉伸强度可以看出,在其他条件一定的情况下,在未达到焊接时间上限的合理范围内,焊点的正向拉伸性能处于相对稳定状态;当焊接时间过长时,焊接的热输出量过大,使焊缝及热影响区的马氏体组织较为粗大,降低了焊点的正向拉伸性能。
3 结论
(1)首钢生产的1.8 mm TRIP780的最佳点焊工艺参数为焊接电流6 000 A、焊接时间17 cyc、焊接压力5 kN、回火电流3 500 A、回火时间20 cyc。
(2)各种点焊工艺参数对TRIP780高强钢板的焊点性能的影响各不相同:焊前预热工艺对焊点的组织和力学性能的影响较小,在合理范围内延长焊接时间能有效地提高焊点的抗剪切性能,焊后回火工艺能有效改善焊点的组织结构和力学性能。
[1]叶 平,沈剑平,王光耀,等.汽车轻量化用高强度钢现状及其发展趋势[J].机械工程材料2006,30(3):427.
[2] Marra M,Gayden X Q.Development ofrequirements forresislall Oespot welding Dual-Phase(DP600)steels:Part1.The caues of interfacial fracture[J].Welding Journal,2005,84(11):172-182.
[3] Vairis A,Frost M.On the extrusion stage of linear frictionwelding of Ti 6AL 4V[J].Materialscienee and Engineering,1999,271(1-2):477-484.
[4]中国机械工程学会焊接学会.焊接方法与设备焊接手册(第1卷,第2版)[M].北京:机械工业出版社,2002:328.
Study on resistance spot welding technology and properties of TRIP780 high strength steel
WANG Wei,ZHANG Yong-qiang,LIU Xing-quan,JIA Song-qing,ZHANG Jun
(Shougang Research Institute of Technology,Beijing 100043,China)
A series of resistance spot welding teachnology for TRIP780 high strength steel were researched.To find which parameters,such as welding preheating,postweld tempering and welding time,play an important role to resistance spot welding,metallographic analysis,microhardness,shear tests and cross tensile test were used in the study of the spot welding.The research and analysis conclusion as follows:welding preheating had little influence on the organization and the mechanics properties,welding time which in the reasonable scope could effectively improve the shear performance,postweld tempering could effectively improve the organizational structure and mechanics performance.It had determine the optimal parameters of the welding process,such as welding current was 6 000 A,welding time was 17 cyc,electrode′s pressure was 5.0 kN,tempering current was 3 500 A and tempering time was 20 cyc.
TRIP780;resistance spot welding;resistance spot welding technology;postweld tempering
TG453+.9
B
1001-2303(2011)10-0073-04
2011-04-27
王 威(1985—),男,河南人,工程师,学士,主要从事汽车板焊接工艺设计工作。
