PROTOS70卷接机组供丝针辊结构的改进
2011-11-01河南中烟工业有限责任公司郑州卷烟厂栗勇伟
河南中烟工业有限责任公司 郑州卷烟厂 栗勇伟
PROTOS70卷接机组供丝针辊结构的改进
河南中烟工业有限责任公司 郑州卷烟厂 栗勇伟
PROTOS70卷接机组以其良好的性能被广泛运用于卷烟企业,与MOLINS系列卷接机组相比,其性能在很多方面要优于MOLINS卷接机组,但是PROTOS70卷接机组在生产高档卷烟时,由于高档卷烟烟丝结构中长丝率偏高,在卷制过程中,烟条内烟丝密度分布有时会出现不均匀,类似竹节,俗称 “竹节烟”。产生“竹节烟”的原因比较复杂,除了与机组风室部分运行状况有关外,还与设备自身供丝结构也有直接关系。随着高档卷烟生产规模的扩大,该问题显得尤为突出。本文,笔者通过对PROTOS卷接机组供丝结构进行分析,找出存在的问题,通过对PROTOS70卷接机组供丝针辊的缺陷进行了改进,取得了显著效果。
一、PROTOS70针辊供丝结构原理
针辊部件的主要功能是完成卷烟机供丝工艺中的烟丝定量控制以及传递,其结构原理如图1所示。
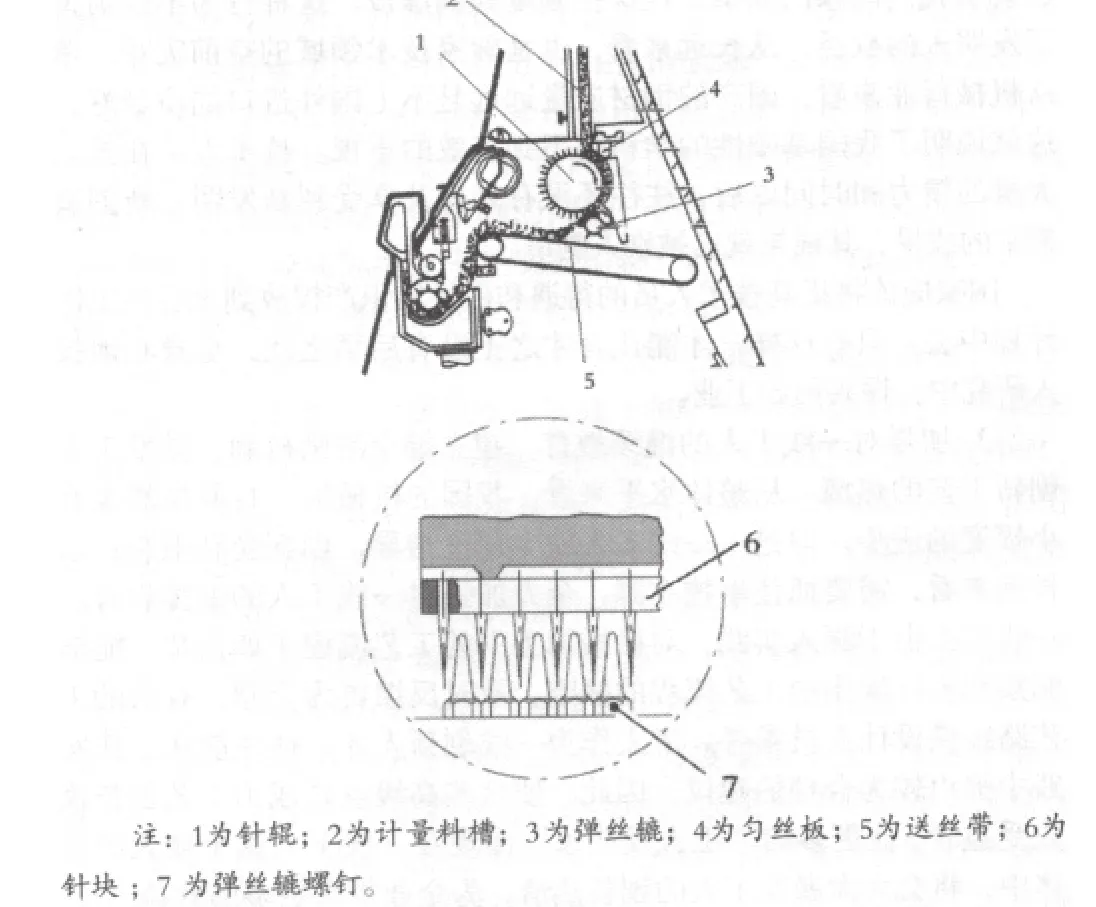
图1 PROTOS针辊供丝结构原理
由图1可知,烟丝经提升带提升落入计量料槽(2)后,针辊(1)从计量料槽(2)中取出烟丝,匀丝板(4)沿轴向往复运动以便烟丝在针辊上均匀分布,烟丝在针辊与弧板之间传递并传送给弹丝辘(3),弹丝辘(3)上的辘钉(7)把针辊(1)上的钢钉间隙内烟丝拨下来,并抛至送丝带(6)上,送丝带带动烟丝进行烟丝成型工序。针辊是由36块针板固定在针辊圆筒的表面上,共6排针板,每排有12块针板;每块针板上有10排,每排有16个共计160个钢针。整个针辊表面共计60排钢针,每排有192个钢针,共计11 520个钢针,旋转时钢针携带烟丝向前输送。弹丝辘有表面596颗辘钉。弹丝辘上的螺钉与针辊上的钢针交错运行(图1下方的放大图)。工作中,弹丝辘速度较高,由电机独立驱动,转速为890.7 r/min,便于把针辊上的烟丝取出。针辊速度与生产速度匹配,约10 r/min,随着设备速度的变化而变化。
二、设备运行中存在的问题
近年来,随着制丝工艺的不断进步,卷烟机来料烟丝长丝率比例升高,因此产生烟丝长短不均匀,烟支的重量控制精度变低问题。一般来说,25~30 mm长的烟丝填充能力较好。烟丝过长,则在卷制过程中不易松散,造成烟支中的烟丝分布不匀,增加烟支的空松竹节;短烟丝及烟末与长烟丝难以混合均匀,也会造成烟支中烟丝分布不匀。实践证明,长度为0.5~1.0 mm的烟末每增加l.0%,烟丝填充能力下降0.35%;长度小于0.5 mm的烟末每增加1.0%,烟丝的填充能力下降2.4%。通过对针辊供丝结构以及使用情况进行分析,PROTO70卷接机组供丝结构存在以下问题:
1. 针辊上的钢针沿针辊径向方向延伸,针辊表面的钢针与烟丝输送方向成90°角,针辊携带较长的烟丝时,烟丝或丝团在匀丝板处会产生滑落、滞后或阻塞现象,影响供丝稳定。如图2所示。
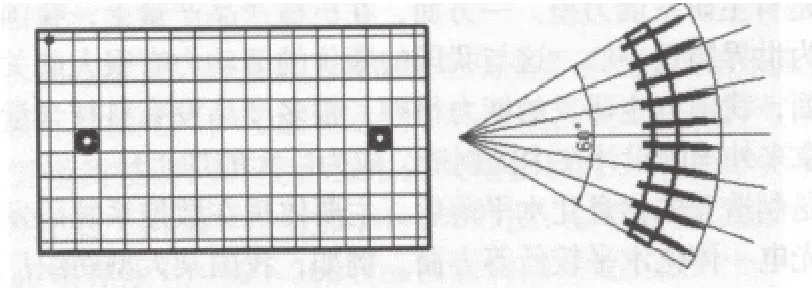
图2 改造前的针板
2. 由于弹丝辘速度远高于针辊速度,弹丝辘取下长烟丝时要克服较大的阻力,从而造成弹丝螺钉弯曲,影响供丝效果,每次定期检修时都要检查螺钉完好情况,每月要更换30~40颗弯曲的辘钉,并且弯曲的辘钉也影响了供丝效果。
3. 在弹丝辘从针辊间隙取出烟丝时,在弹丝辘高速运转情况下,烟丝在钢针与辘钉之间被挤压、撕裂严重,使得短烟丝增加,从而增加烟丝消耗,产生烟支空头缺陷。
三、改进措施
把原来针板上沿径向延伸的钢针,改为钢针沿针板径向方向倾斜一定的角度,如图3所示,则针板安装在针辊圆筒上时,针板上的钢针倾斜方向与针辊的转动方向一致,倾斜角度大约在26°左右,类似于钉耙结构,可以使烟丝稳定输送,同时弹丝辘受力也大大减小。根据计算,当钢针倾斜角度在26°时,辘钉负荷约减少11%。改进后针辊携带烟丝更加稳定,对于较长的烟丝,不会出现烟丝滑落、滞后或阻塞现象。改进后由于弹丝辘和针板之间形成一定的夹角,从而减少了弹丝辘阻力,提高了弹丝辘钉的寿命,同时也减少了烟丝造碎。

图3 改造后的针板
四、改进效果
供丝针辊改进后,在6#PROTOS70卷接机组上使用,经过8个月的验证,运行稳定,没有出现“竹节烟”情况,取得了良好的效果。根据测算,改进以后,辘钉寿命提高3倍,单台设备一年可节约辘钉400个(每年检修20次,每次更换20个),节省维修工时30 h。并且,该改进只需更换针板即可,投资较小。
