废旧橡胶的再生应用
2011-11-01MarvinMyhre
□文/ Marvin J. Myhre
加拿大橡胶测试与开发研究所
废旧橡胶的再生应用
Recycling of Waste Rubber
□文/ Marvin J. Myhre
加拿大橡胶测试与开发研究所
废碎再生胶主要来源于轮胎以及非轮胎在生产中出现的回收橡胶料。过去十多年间,有许多公司和科技人员开发了再生废碎橡胶应用技术,并取得了相关的专利,人们曾经尝试着系统地评估单独使用废胶料(碎橡胶和再生碎橡胶)以及与新鲜胶料混合时的各项性能参数的变化情况。
轮胎和其他橡胶材料所产生的碎橡胶已被成功用于各种橡胶产品的生产多年,它们成本低、效益高,添加组份时,通常占总橡胶含量为20%~50%。当轮胎在动态条件下,汽车垫子、衬垫、码头护弦和一些汽车部件对论坛承受应力要求不高或者强度要求不高时,可以使用碎橡胶和更高比例的再生碎橡胶。如果再循环橡胶含量超过30%的橡胶化合物具有更高物理强度,即15 MPa或以上拉伸强度,对动态特性的影响又很低的情况下,应尽可能的使用成本低廉的再生碎橡胶等材料。
在使用再生材料时,人们可以改变配方以达到需要的物理特性或者至少接近相关参数值。
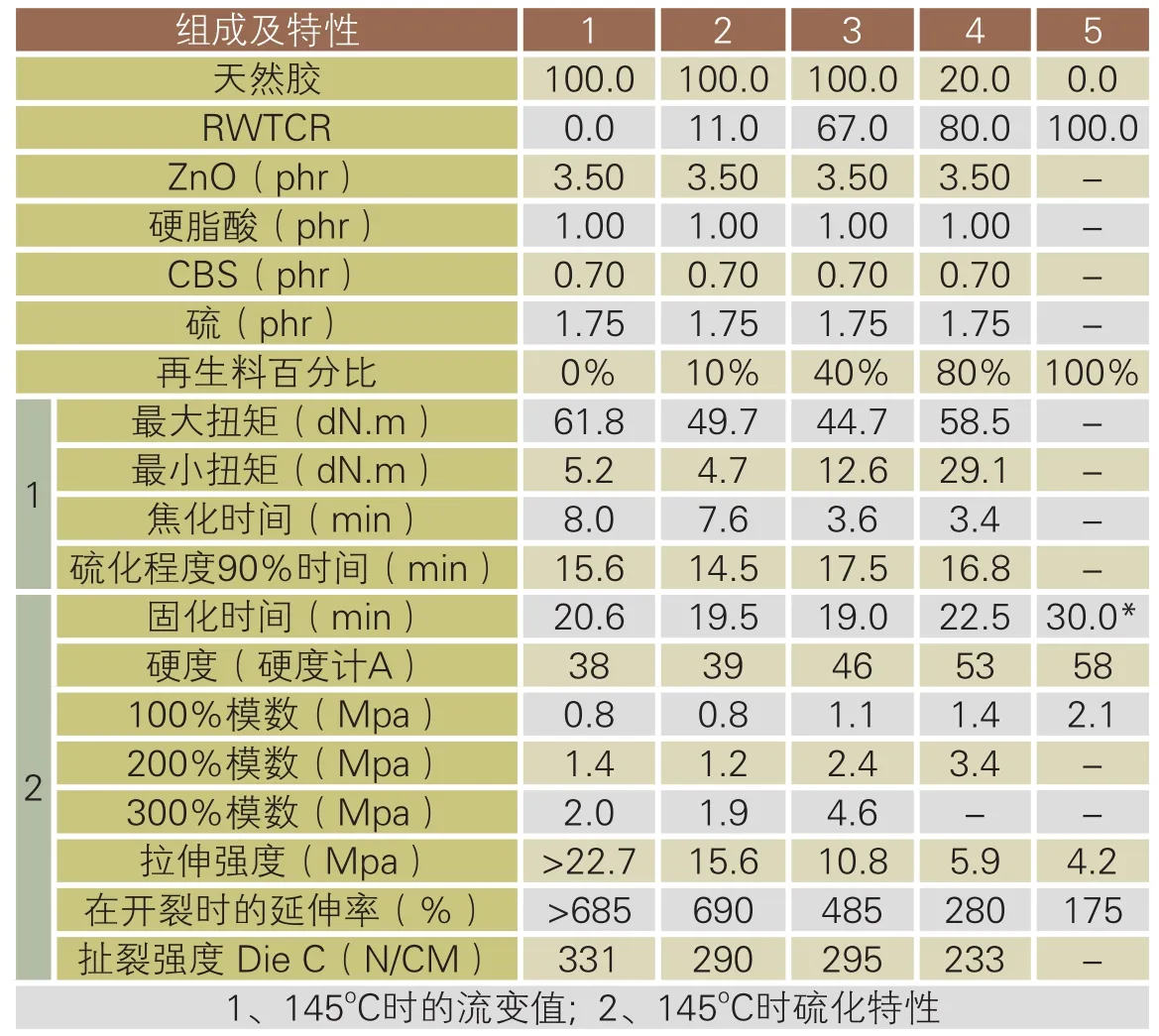
表1 不同配比的天然胶与再生全轮胎碎胶(RWTCR)混合物特性
橡胶再生常规加工方法
再生加工方法可以采用机械、加热和化学加工方法,或者组合这些加工方法。在本文中,材料的再生采用所有三种加工方法进行,维持最可能小的剪切力和最可能低的温度。除非使用胶屑,否则应首先将废橡胶研磨为30~40厘米的粒度,然后使用辊速比为1.15:1.0的20*50厘米实验室双辊研磨机进行再生。
步骤是在尽可能短的时间让材料通过具有化学再生剂的研磨机,以进行再生(微粒将疏松交织)。在冷却4~16小时之后,材料进行自然成模,或者混合固化剂并进行固化,或者在添加固化剂和硫化之前与新鲜胶母料混合。
实验步骤
在一台20*50厘米实验室双辊研磨机中或者一台BR型实验室内部混合机中混合化合成份或混合再生和新鲜胶料。在内部混合机中混合母粒;然后在研磨机中将其与再生碎橡胶混合及硫化剂混合。如果需要完全化合的材料,则在内部混合机中完全混合。采用振动盘流变计确定固化特征。使用ASTM测试方法在拉伸测试机上测量物理特性。
结果和讨论
◆ 再生橡胶与无填料天然橡胶的混合物
在表1~3中,术语RWTCR指再生全轮胎碎橡胶;RTTB指再生货车轮胎胶屑;RNRB指工业再生天然橡胶胶屑。本文将讨论再生材料本身、橡胶与再生碎橡胶的混合物以及新鲜胶料与再生碎橡胶组成的混合物。
◆ 天然橡胶与再生全轮胎碎橡胶的混合物(RWTCR)
表 1中研究了天然橡胶和各种含量再生全轮胎碎橡胶的混合物。观察了流变数据和正常物理特性。每种混合物使用相同固化包,这样可以看出再生碎橡胶含量的效应。评估了含量为10%、40%和80%的再生材料,并与新鲜胶料及再生材料本身进行对比。
可以从表1~3看出,随着再生材料含量的增加,焦化安全性变得更短。
固化时间(90%固化的时间)随着再生材料的含量增加而倾向于增加。随着再生材料的含量增加,硬度和模数增加,延伸率和拉伸强度降低。撕裂强度降低,但是程度没有拉伸强度大。即使再生材料含量为40%时,拉伸强度也超过10 MPa。
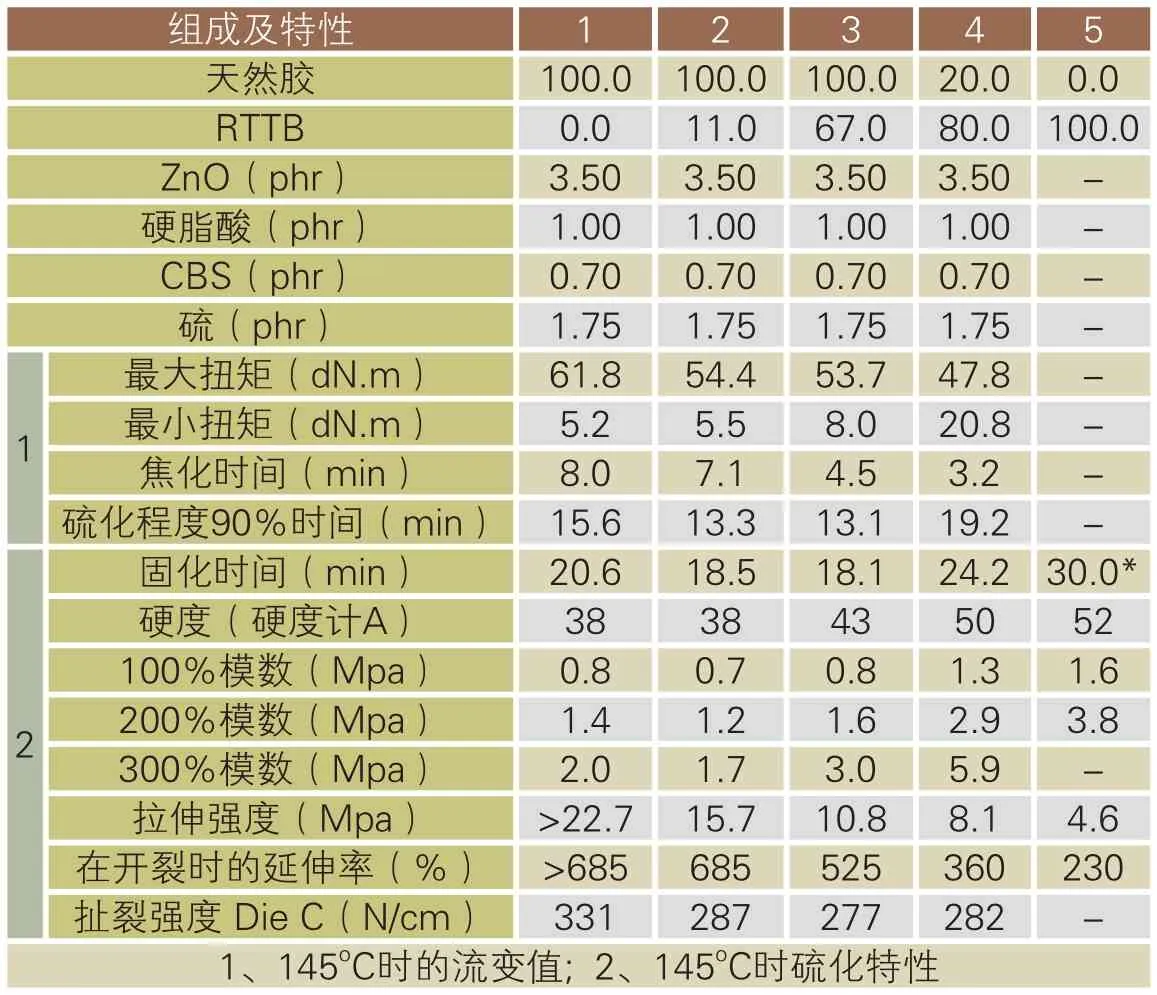
表2 不同配比的天然胶与再生货车轮胎胶屑(RTTB)混合物特性
◆ 天然橡胶与货车轮胎胶屑的混合物(RTTB)
除了全轮胎碎橡胶,使用了再生货车轮胎胶屑(RTTB),结果见表2。
焦化时间(T2)和固化时间(T90)降低,但是在再生材料含量为80%时,固化速度更慢。这里,胶屑可能是天然橡胶或SBR。随着再生材料的含量增加,硬度和模数增加,拉伸强度、延伸率和撕裂强度下降。表1和表2之间的物理特性参数值差别小,表明货车轮胎胶屑与SBR相似。
◆ 天然橡胶与无炭黑胶屑的混合物(RNRB)
从炭黑再生胶转换到无炭黑再生天然橡胶胶屑时(表3),观察到当再生材料含量增加时趋势相似。焦化安全性(T2)下降,但是固化时间(T90)出现下降,然后又上升。与添加炭黑再生材料一样,参数值下降,但是下降不大。
在添加10%再生胶屑时,拉伸强度损失34%;但是,即使再生材料含量达到80%,拉伸强度仅进一步降低6.5%。另外,在添加10%再生材料时,撕裂强度也有下降,但是在进一步增加再生材料含量时,撕裂强度保持相对稳定。这样似乎表示可以使用更高含量的再生材料,而不会引起参数值进一步重大损失。
◆ 天然橡胶化合物与再生橡胶料的混合处理
以上3个表格说明用作填料的橡胶碎混合物特性。但表4、表6则说明用相同材料但不同的处理方式的测量结果。这是与新鲜胶料相比,采用4种不同含量进行处理的实测值。
全轮胎碎橡胶(原样)见表4;研磨全轮胎碎橡胶见表5;采用化学品再生的全轮胎碎橡胶见表6。研究了各种情况下含量为10%、20%、40%和80%的测定结果。
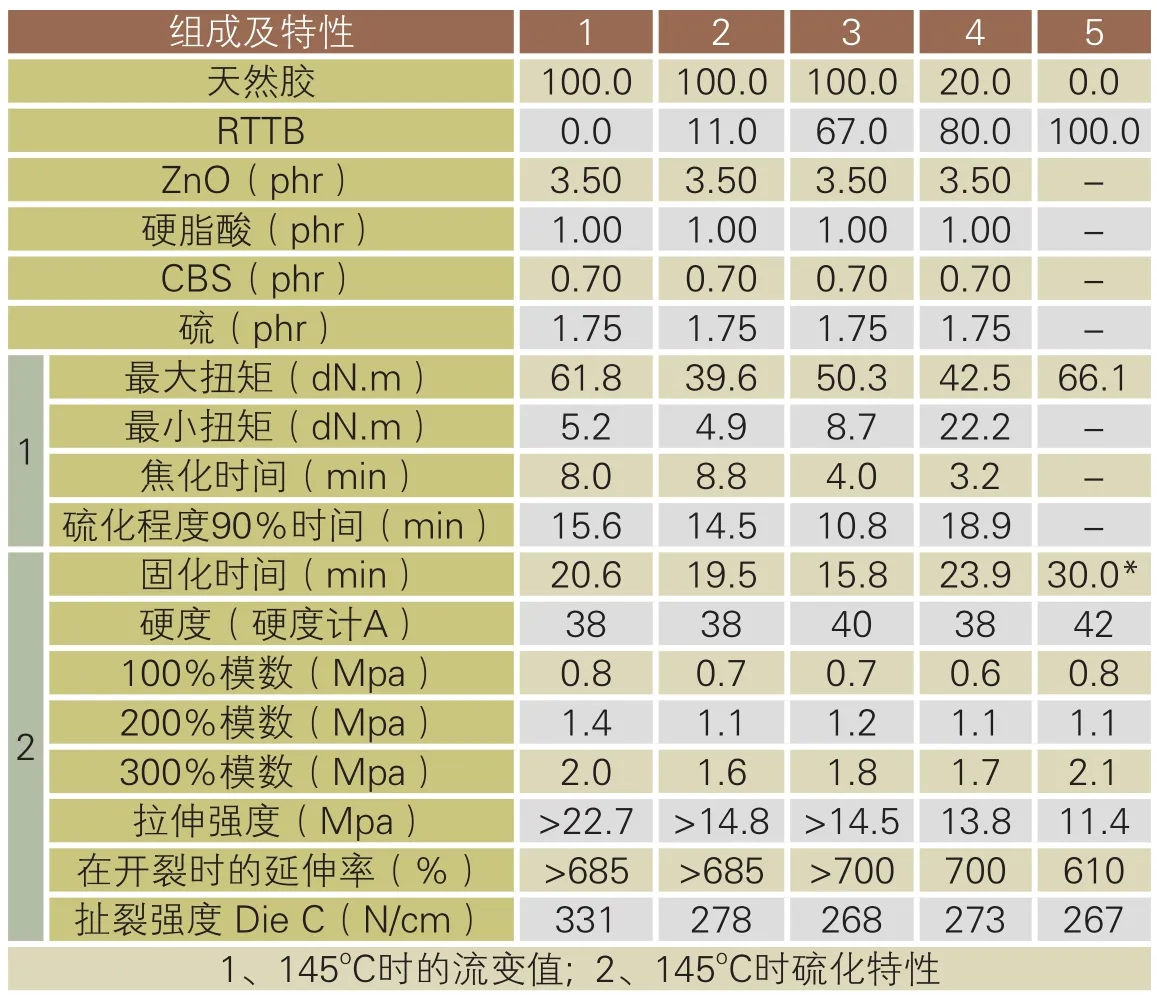
表3 不同配比的天然胶与再生天然橡胶屑(RNRB)混合物特性
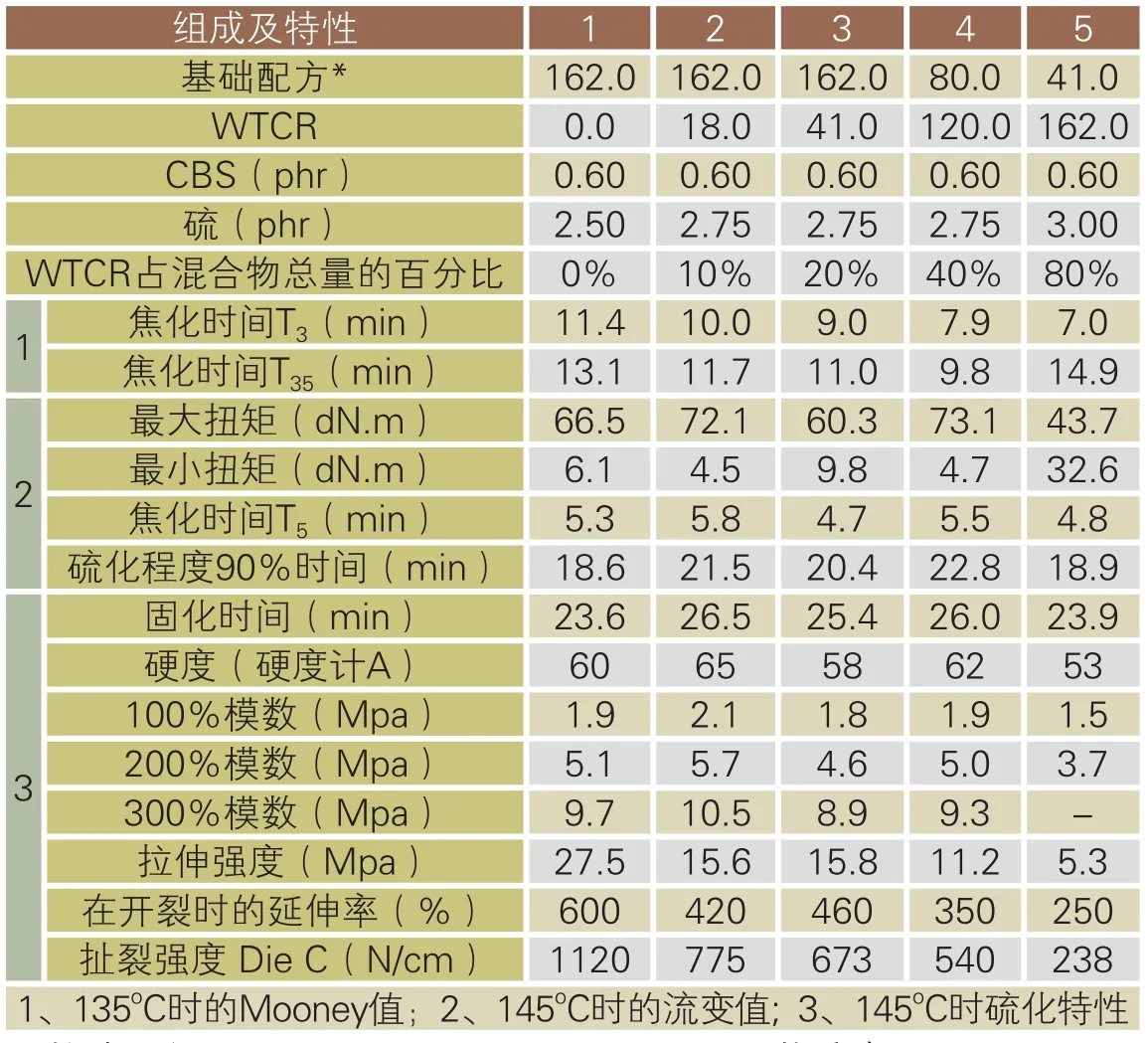
表4 以全轮胎碎橡胶屑(WTCR)为组份的化合物特性
表4显示全轮胎碎橡胶原样(没有进行处理)的结果。在添加碎橡胶时,化合物稍微更易焦化。固化时间倾向于比新鲜胶料本身更长(固化速度更慢)。硬度和模数随着碎橡胶添加含量的增加而变化。拉伸强度也发生变化,但是总体下降,而延伸率和撕裂强度下降。在添加10%碎橡胶时,观察到拉伸强度和撕裂强度损失重大,进一步增加碎橡胶含量则进一步下降。在碎橡胶含量为40%时,损失为40%~60%。在碎橡胶含量为80%时,性能损失大于50%。但是,必须注意,没有尝试调整硫含量(80%含量除外),这当然是特性参数值大大下降的原因之一。
如果不使用化学物品,而仅仅是在研磨机中处理碎橡胶,则出现相似趋势,参见表5。
研磨碎橡胶趋势与在碎橡胶本身中观察到的相似,在具有碎橡胶时,焦化安全性下降(新鲜胶料从11.4降到7.0)。在碎橡胶含量为80%时,最低扭矩从6.1上升到43.4。在存在碎橡胶时,固化时间(T90)更长。这表明需要改变硫/加速剂的比率。
在碎橡胶含量高达40%时,化合物硬度保持稳定,在含量为80%(5#)时,硬度更低。模数值保持相对稳定,直到含量达40%,然后下降。拉伸强度下降。但是,在含量为10%和20%时,两者相同,然后明显下降(含量为40%和80%时低得多)。观察到撕裂强度下降很大,特别是在含量为40%和80%时。延伸率下降并保持相对稳定,直到含量达40%,之后下降极其明显。研磨碎橡胶含量为10%和20%时的特性参数值略微优于只使用碎橡胶本身,但在含量更高时,特性参数值则不佳。
碎橡胶通过研磨机相同次数且有化学物品时的结果参见表6。与表4和表5一样,焦化时间随着再生材料含量的增加而降低,但是焦化时间随着再生碎橡胶含量增加的降低更平缓。但是,固化时间(T90)保持接近新鲜胶料或更长。
化合物2#(含有10%再生碎橡胶)的硬度略高,但其余化合物几乎与新鲜胶料相同。在添加再生碎橡胶时,含量为10%的化合物2#的模数高于其余化合物(化合物3#、4#和5#),包括新鲜胶料。拉伸强度降低,但在含量为10%和20%时仍然相对良好,分别为20.1和17.5 M Pa。在添加再生材料时,观察到延伸率和撕裂强度下降。此外,在含量为10%和20%时的撕裂强度极好(972和819对比1 120 N/cm)。
总结
显而易见,化合物中可以原样使用废橡胶,或者将废橡胶再生后使用以提供更好性能。可以看出,当碎橡胶更象生橡胶或添加碎橡胶的化合物时,效果提高。经过处理(再生)可以在含量更低时提供更好效果,但是如果超过40%,在大多数情况下则不然。非轮胎再生材料的性能好得多。这种材料是一种多硫化物交联更高的材料。在一些情况下,性能参数值极佳。在所有这些特性中,撕裂强度、拉伸强度和延伸率通常影响最大。
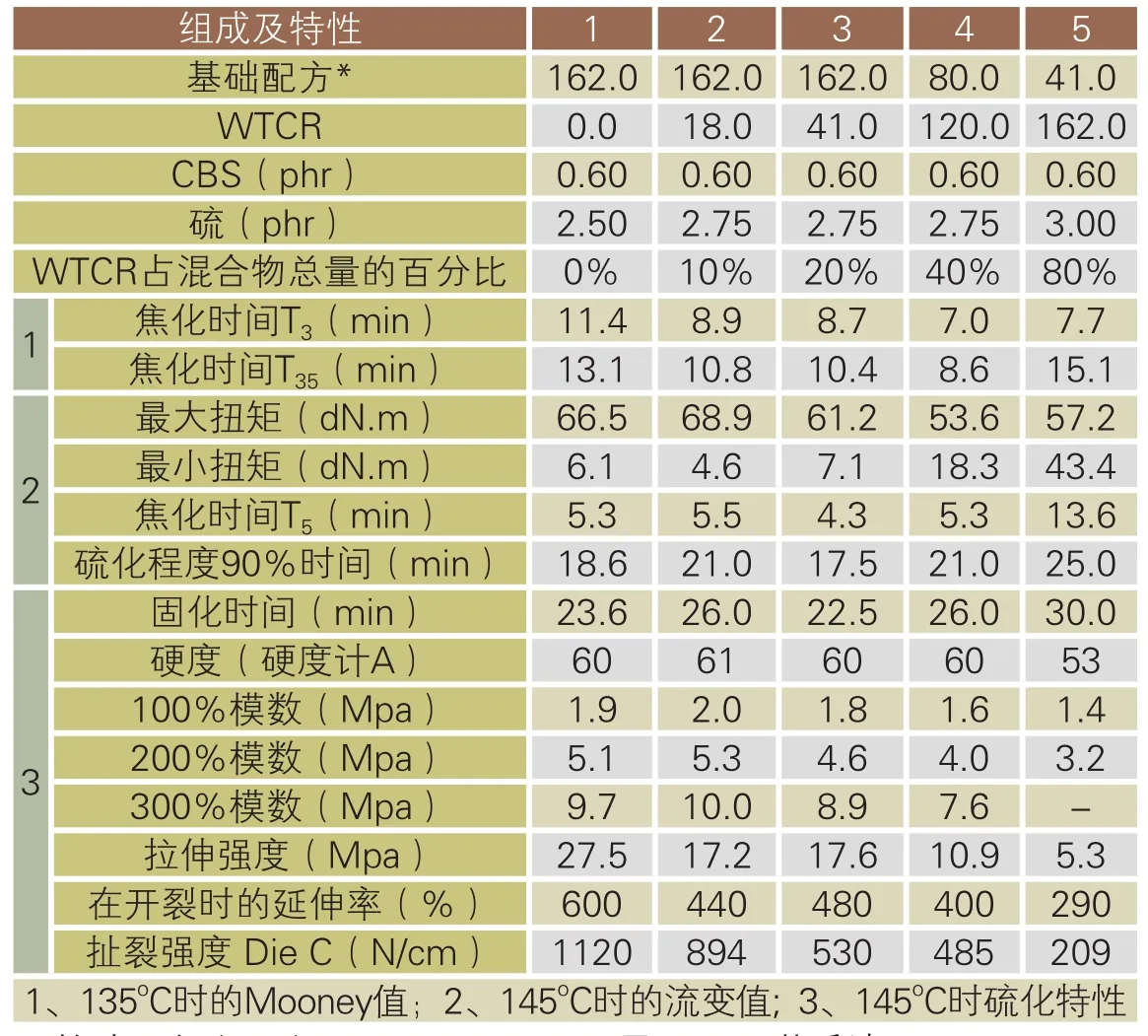
表5 经研磨的全轮胎碎橡胶屑(MWTCR)为组份的化合物特性
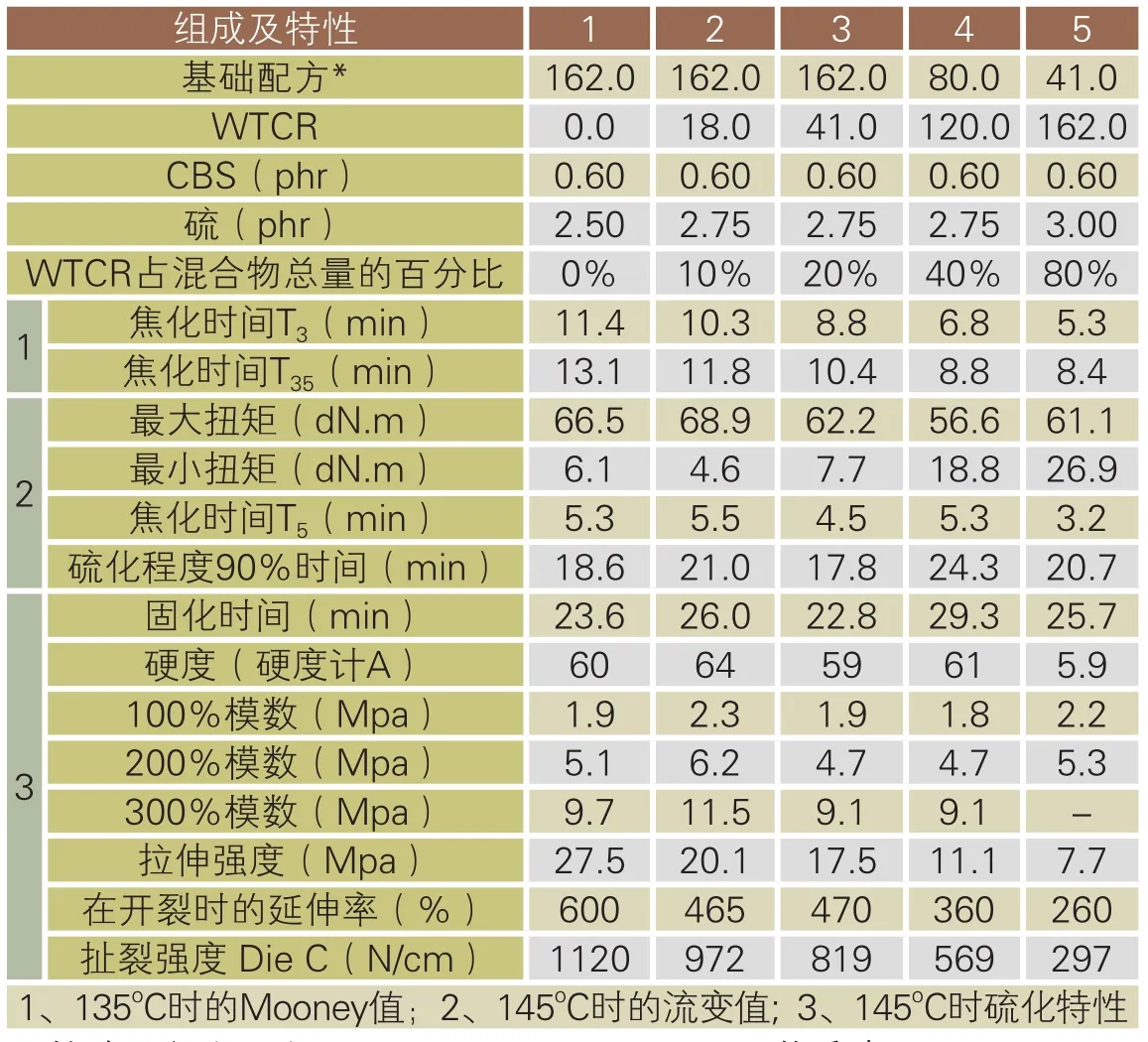
表6 再生全轮胎碎胶(RWTCR)为组份的化合物特性