Al含量及均匀化处理对AZ系列镁合金组织的影响
2011-10-30吕滨江潘复生
彭 建,吕滨江,朱 熹,潘复生
(1重庆大学材料科学与工程学院,重庆400045;2重庆市科学技术研究院,重庆401123)
Al含量及均匀化处理对AZ系列镁合金组织的影响
彭 建1,2,吕滨江1,朱 熹1,潘复生1,2
(1重庆大学材料科学与工程学院,重庆400045;2重庆市科学技术研究院,重庆401123)
为了在挤压生产中获取均匀的镁合金变形组织,需要掌握合金含量及均匀化退火对热挤压组织的影响规律。本实验通过在 Gleeble-1500D热模拟实验机上对不同Al含量的AZ10,AZ31,AZ61和AZ91镁合金进行热模拟挤压,结果表明,经过400℃/12h均匀化退火,AZ10和AZ31合金均形成单一的α固溶体,AZ61合金中有细小的β-Mg17Al12相弥散分布于晶内,AZ91合金的晶界和晶内都有较大尺寸的第二相颗粒存在;经挤压比20.3挤压温度390℃热挤压,挤压前经均匀化的变形合金晶粒尺寸较大,未经均匀化的变形合金存在未变形条纹,组织均匀性差,但已发生了再结晶的晶粒较细小。
镁合金;均匀化退火;挤压;显微组织;均匀性
镁合金因密度低,与钢和铝合金相比具有更高的比强度和比刚度,作为航空、航天及汽车等交通工具的结构材料具有巨大的应用潜力[1-3]。AZ系列镁合金,即在纯镁中添加不同含量的Al和少量的Zn,具有成本低应用广的特点。AZ31和AZ61,作为低成本的变形镁合金,其挤压和轧制制品已取得广泛的商业应用;AZ10合金是重庆大学为获得具有高塑性和快速挤压成形能力而进行的合金设计系列研究中,制备的研究用合金[4];AZ91以前主要用作铸造合金,但随着近年来镁合金专用挤压装备和技术水平的提高,以及对低成本高强度挤压型材制品需求的增长,AZ91的挤压引起了多方面的关注[5,6]。
众所周知,因所含合金元素种类和数量、工艺参数设定、模具设计等因素,以及挤压变形特有的在截面上变形分布不均匀的特点,热挤压合金微观组织通常是非均匀的[7]。在铝、锌含量和比例对镁铝锌系合金铸态组织及合金相的影响方面,杨明波[8]、曾小勤[9]、李冠群[10]、黄晓峰[11]等人分别进行了研究,但到目前为止,合金化元素含量变化及挤压前均匀化退火处理,对商用AZ系列合金的变形组织及合金相的影响,鲜有系统的研究报道。由于热变形组织的再结晶晶粒尺寸大小均匀性和第二相的尺寸及位置分布等因素,即合金微观组织的均匀程度,直接影响合金的力学性能,所以选择商用AZ系列变形镁合金,探讨Al,Zn元素含量和均匀化热处理等工艺条件对合金微观组织均匀性的影响规律,对掌握高品质镁合金挤压制品的合金设计及工艺选择,具有重要的理论和应用意义。本工作主要对AZ10,AZ31,AZ61和AZ91镁合金的组织、析出相以及微观组织的均匀性受Al合金含量及挤压前均匀化退火的影响规律进行研究。
1 实验材料和方法
实验所用AZ10,AZ31,AZ61和AZ91共4种AZ系列合金,其化学成分经光谱仪测试,如表1所示。

表1 实验用AZ系列合金的化学成分(质量分数/%)Table 1 Chemical composition of AZ series alloy(mass fraction/%)
从φ124mm半连续铸锭的相同部位切取合金,加工成φ9mm×10mm圆柱状试样。用于挤压实验的试样分为经过400℃/12h均匀化退火和未经过均匀化退火两种。模拟挤压实验在 Gleeble-1500D热模拟实验机上进行,挤压筒内径为9mm,挤压模孔径为2mm,挤压比为20.3。挤压前坯料以5℃/s的升温速率加热至390℃,保温5min后挤压,挤出速率为200mm/min。金相浸蚀剂配方为:苦味酸5g+冰乙酸5g+酒精100mL+水10mL,组织观察在Olympus光学显微镜和配有OXFORD INCA Engery 350型号EDS装置的捷克 TESCAN VEGA II型扫描电镜上进行,同时在Olympus光镜上用图像分析软件进行组织和相的定量分析。
2 实验结果与分析
2.1 Al含量及均匀化对铸态组织和合金相的影响
AZ系列各镁合金的铸态和经400℃/12h均匀化退火态的金相组织如图1所示。铸态组织主要由白色α-Mg基体和黑色第二相组成,各合金第二相含量和分布存在较大差异。随着Al含量的增加,合金组织中的第二相数量逐渐增加,同时其分布由颗粒弥散状分布逐渐向断续网状分布。经过用X射线衍射(XRD)仪对AZ系列各合金铸态、均匀化退火态和挤压变形态进行检测,如图2所示。
实验所用AZ系列合金的铸态组织具有基本相同的相组成:α-Mg基体相和金属间化合物β-Mg17Al12,仅是物相衍射峰强度有微弱差异,即随着Al含量的增加,化合物相Mg17Al12的衍射峰强度增加,表明游离于基体外的金属间化合物体积比例增加。经过400℃/12h均匀化退火后空冷,AZ10和AZ31合金基本上形成单一的α固溶体,AZ61和AZ91合金的相组成仍为α-Mg基体和金属间化合物β-Mg17Al12,但第二相的数量和位置发生了变化。均匀化退火包含第二相的固溶和合金成分均匀化两个过程。AZ91中的β-Mg17Al12相大约在380℃可固溶[11],所以在加热升温及在400℃保温的过程中,非平衡相β-Mg17Al12可逐渐溶解,枝晶偏析可逐渐消除。此过程主要由溶质元素Al的固态扩散主导,需要足够的时间,而且在非平衡相刚溶解后固溶体内的成分仍不均匀,这种成分的不均将加大变形后合金微观组织的不均匀性。
在均匀化退火空冷的冷却过程中,随着温度的降低,基体过饱和程度增高,β相脱溶析出。由于AZ91合金含量高,部分β相未完全固溶,α和β相之间的界面自由能ΔFα/β是决定析出位置的主导因素[12],在颗粒为球形或小面形状时ΔFα/β最小,所以此时析出相以点状或针状优先地在α和β相界面处析出并长大,所以AZ91的晶界和晶内都有较大尺寸的第二相颗粒存在。而对于第二相已完全固溶的固溶体而言,脱溶析出时弹性自由能ΔFelastic是决定因素,板状形貌时ΔFelastic最小,β相趋于以层片状在晶内连续析出,此时固溶体内的成分分布越均匀,则β相分布也越均匀。根据从400℃到室温的溶解度变化可知,AZ31和AZ10不会形成明显的析出物;AZ91均匀化退火后仍存在部分未溶解β相的情况下,其固溶体成分均匀化必定不充分,在晶内靠近晶界的区域析出程度应大于晶粒心部,同时由于晶界和靠近晶界的未溶第二相的诱导析出作用,AZ91中β相尺寸和位置分布的均匀性都较差;AZ61由于成分合金含量稍低,经均匀化保温后成分均匀化更好,其脱溶析出物主要以在晶粒内部呈层片状弥散分布[13]。
AZ10,AZ31合金铸态组织晶粒大小比较均匀,均匀化退火后晶粒有所长大,以AZ31晶粒尺寸变大更为明显。AZ61和AZ91铸态组织的金属间化合物网格在均匀化退火后消失,晶粒尺寸明显比均匀化态的AZ10,AZ31小,说明在加热和保温过程中,AZ61和AZ91合金中较多的化合物颗粒起到了阻止晶粒异常长大的作用,尤以AZ91均匀化态晶粒尺寸更为均匀。
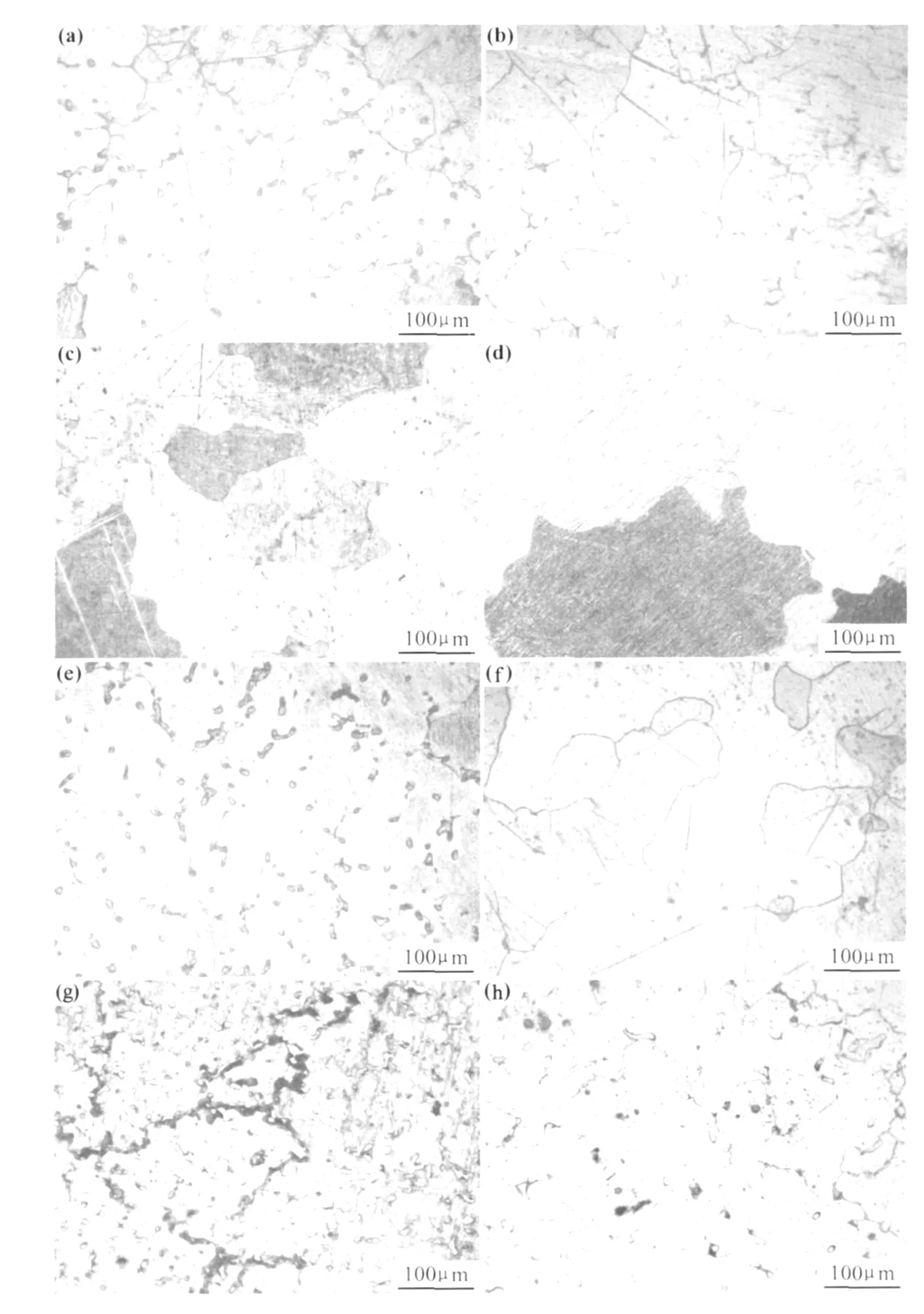
图1 AZ系列合金的铸态和均匀化态组织(a)铸态AZ10合金;(b)均匀化态AZ10合金;(c)铸态AZ31合金;(d)均匀化态 AZ31合金;(e)铸态AZ61合金;(f)均匀化态 AZ61合金;(g)铸态AZ91合金;(h)均匀化态 AZ91合金Fig.1 Microstructure of as cast and homogenized AZ series alloy(a)AZ10 as cast;(b)AZ10 homogenized;(c)AZ31 as cast;(d)AZ31 homogenized;(e)AZ61 as cast;(f)AZ61 homogenized;(g)AZ91 as cast;(h)AZ91 homogenized
2.2 Al含量及均匀化对合金变形组织的影响
如上所述,AZ10,AZ31,AZ61和AZ91镁合金因Al含量不同和均匀化退火的作用,Al元素在合金中的分布和存在形式发生变化,即便在相同的热挤压变形工艺条件下,变形合金的组织也将存在差异。如图3(a)所示,AZ10挤压前经过均匀化热处理的变形组织中,存在长条状的白色条带A,其长度方向与挤压方向一致,部分该类条带已逐渐转变为若干相连接的大晶粒B。而在挤压前未经过均匀化热处理的变形组织中,如图3(b)所示,此类长条状组织已经全部转变为相邻的大晶粒B。图3(a),(b)中已发生再结晶的等轴晶粒尺寸分布相似,图3(a)的再结晶组织主要由25~40μm的大晶粒和7~10μm的小晶粒构成,平均晶粒尺寸为19μm;图3(b)的主要由约为20~35μm的大晶粒和 5~8μm的小晶粒组成,平均晶粒尺寸为14μm。

图2 AZ61合金的XRD谱Fig.2 XRD spectrum of AZ61 alloy
挤压前经过均匀化热处理的AZ31合金变形组织如图3(c)所示,少量白色条带已逐渐转变为若干相连接的大晶粒B,再结晶组织主要由15~30μm的大晶粒和5~10μm的小晶粒构成,平均晶粒尺寸11μm。挤压前未经过均匀化热处理的AZ31合金变形组织如图3(d)所示,存在大量白色条带组织C,尚未完全分解为相连的大晶粒,已发生再结晶的等轴晶粒主要为10~15μm的大晶粒和3~5μm的小晶粒,平均晶粒尺寸为8μm。

图3 均匀化退火对AZ系列镁合金变形组织的影响(a)经均匀化的AZ10变形组织;(b)未经均匀化的AZ10变形组织;(c)经均匀化的AZ31变形组织;(d)未经均匀化的AZ31变形组织;(e)经均匀化的AZ61变形组织;(f)未经均匀化的AZ61变形组织;(g)经均匀化的AZ91变形组织;(h)未经均匀化的AZ91变形组织Fig.3 Effects of homogenization on microstructure of extruded AZ series alloy(a)AZ10 homogenized;(b)AZ10 not homogenized;(c)AZ31 homogenized;(d)AZ31 not homogenized;(e)AZ61 homogenized;(f)AZ61 not homogenized;(g)AZ91 homogenized;(h)AZ91 not homogenized
经过均匀化的AZ61合金挤压变形组织,如图3(e)所示,没有白色长条带组织,但存在黑色纤维状条带D,在适当的腐蚀程度下可辨别出是由呈串簇分布的极细小的等轴晶粒组成。合金的晶粒尺寸分布呈10~20μm大晶粒和4~6μm的小晶粒的两极分化特点,平均晶粒尺寸约为7μm。AZ61合金未经过均匀化的挤压变形组织见图3(f),其白色长条带组织与AZ31相比变得更少更细长,再结晶等轴晶粒更细小,平均尺寸为4μm。
AZ91经过均匀化后热挤压的变形组织,见图3(g),其中的黑色条带比AZ61更多,黑色条带区域的晶粒更细小,因晶界易腐蚀,故经腐蚀后颜色更深。除极小晶粒组成的黑色条纹外,其他区域的晶粒尺寸分布在10~25μm之间,合金的平均晶粒尺寸为8μm。AZ91未经过均匀化而热挤压后的变形组织如图3(h)所示,白色长条带组织相对于AZ61更少,部分条带已经分解成大晶粒,已发生再结晶的等轴晶粒平均尺寸约为3μm。
如上所述,挤压前均匀化热处理和合金含量对AZ系列镁合金的组织均匀性影响明显。挤压前经均匀化处理的热挤压变形组织更均匀,但平均晶粒尺寸更大;未经均匀化的热挤压合金组织存在挤压条纹,组织均匀性差,但平均晶粒度更小。挤压前未经均匀化,则随着合金含量增加未再结晶的变形条带数量减少,宽度变小,分布更均匀。AZ系列合金经热挤压后的再结晶晶粒平均尺寸与合金含量的关系如图4所示,随着Al含量的增高,再结晶晶粒尺寸减小,尤以挤压前未经均匀化的热挤压变形合金晶粒尺寸细化更为明显。

图4 Al含量和均匀化处理对晶粒尺寸的影响Fig.4 Effects of Al content and homogenization on the grain size of extruded AZ series alloys
2.3 合金的变形条带及混晶组织分析
热挤压态合金中的未再结晶变形条带破坏基体均匀性,对力学性能有不利影响,本研究对其结构和成因进行了分析。图5(a)为AZ61未经过均匀化处理而挤压的变形组织SEM形貌图,显示该变形条带被周围的再结晶细晶粒所包围,呈吞噬态势,以此趋势发展,变形条带将被周围的再结晶细晶粒逐渐吞灭,直到转变成若干等轴的大晶粒,只是因挤压变形温度较低、变形后温度降低过快或变形能不足的原因而未发生再结晶,致使变形后的组织停滞在未变形的条带状态,如图5(b)。变形条带的长度方向与挤压方向基本一致,条带中存在一些平行条纹,平行条纹与挤压方向约成45°的倾角,见图5(c)。长条状晶粒内部的平行条纹是由变形产生的晶内亚结构,因变形储藏能不足而未完成再结晶,残留了变形组织特征。沿该变形条带宽度方向进行能谱线扫描,分析其化学成分分布,结果如图5(c)所示。变形条带相对于邻近的完全再结晶等轴晶粒区域,所含合金元素的含量浓度更低。说明在热挤压变形中,AZ系列合金α固溶体中合金元素含量不均匀时,合金元素含量较高的区域更易于在热挤压变形过程中发生再结晶。

图5 AZ61未均匀化挤压合金的SEM及能谱分析(a)未经均匀化处理的AZ61变形镁合金组织形貌;(b)图(a)微观结构的局部放大;(c)放大的图(a)局部微观结构及其EDS检测结果Fig.5 SEM and EDS of extruded AZ61 alloy(a)morphology of extruded AZ61 alloy without homogenization;(b)local amplification of microstructure in fig.(a);(c)local amplification of microstructure in fig.(a)and its EDS test result
镁属于密排六方晶体结构,室温下α-Mg相的塑性变形只有(0001)1个滑移面和该面上的和密排方向组成的3个滑移系,在200℃以上镁及其合金第一类角锥面{1011}上的滑移系可以开动,225℃以上第二类角锥面{1012}上的滑移系也可以开动。本实验所用挤压变形温度为390℃,此温度可激活棱柱面{1011}〈1120〉滑移系,开动第二类角锥面滑移系,提供协调形变所需的5个独立滑移系,合金可通过滑移实现持续塑性形变及热变形过程中的再结晶,但α-Mg相中合金含量的不均匀及未溶共晶化合物的存在,会造成合金各局部区域塑性变形方式的改变和变形程度的差异,以及再结晶发生先后及程度的差异,最终导致变形组织各局部不均匀。
AZ系列镁合金在热挤压变形中经受极大程度的变形,首先形成纤维状变形组织,在挤压应力和热能作用下,纤维状条带内部由位错滑移形成如图5(c)所示的亚晶结构,进而通过亚晶合并机制形成较大尺寸的大角度亚晶,随后通过晶界迁移,亚晶进一步合并和转动,发生动态再结晶,最终形成大角度晶粒,如图3中的B。在热挤压过程中,合金元素含量高的区域,因温降和形变诱导等原因,更容易形成Mg17Al12等第二相粒子,第二相粒子阻碍位错的滑移而形成位错缠结,利于积蓄较大的变形储藏能,促进再结晶的形核[14,15]。所以,当合金的成分均匀化不充分时,合金含量高的区域在热变形中将优先发生再结晶,并消耗大量的变形储藏能,使得相邻的合金含量低的区域因驱动能不足而迟滞再结晶的进行,残留下变形条带。另一方面,低合金含量的区域随着时间的延续完成了再结晶,但是由于高合金浓度的区域再结晶优先发生,并因软化而变形抗力降低,在后续的变形中易于优先获得足够的变形量而反复再结晶,形成极细小晶粒组成的纤维状条带,而使得整个合金产生如图3(g)的混晶组织。
由此分析可知,AZ系列镁合金经过均匀化退火处理,尤其经过充分的成分均匀化形成的单一的α-Mg固溶体,有利于避免变形合金中残留未再结晶条带组织,避免形成再结晶混晶组织,获得均匀的热变形再结晶组织。
3 结论
(1)AZ系列镁合金铸态组织均主要由α-Mg基体和Mg17Al12相所组成,经过400℃/12h均匀化退火空冷,AZ10和AZ31合金形成单一的α固溶体,AZ61合金中有细小的β-Mg17Al12相弥散分布于晶内,AZ91合金的晶界和晶内都有较大尺寸的第二相颗粒存在。
(2)AZ系列镁合金在390℃挤压比为20.25时,挤压前经均匀化热处理的挤压变形组织更均匀,但平均晶粒尺寸更大,未经均匀化的挤压变形组织存在残留变形条纹,组织均匀性差,但已发生再结晶的晶粒平均尺寸更细小。
(3)AZ系列镁合金在成分均匀化不充分时,合金含量低区域易产生未再结晶的变形条带;高合金浓度区域再结晶易优先进行,产生由极细晶粒组成的纤维状条带,形成混晶组织。
[1] GEIGER M,MERKLEIN M.Sheet metal forming-a new kind of forge for the future[J].Key Eng Mater,2007,344:9-20.
[2] SCHUMANN S.The paths and strategies for increased magnesium applications in vehicles[J].Mater Sci Forum,2005,488-489:1-8.
[3] PALUMBO G,SORGENTE D,TRICARICO L.Numerical experimental analysis of thin magnesium alloy stripes subjected to stretch-bending[J].J Mater Process Tech,2008,201(1-3):183-188.
[4] 宋成猛,彭建,刘天模.AZ10镁合金均匀化热处理工艺研究 [J].材料导报,2007,21(22):382-384.
[5] 李淑波,吴昆,郑明毅,等.挤压对AZ91铸造镁合金力学性能的影响 [J].材料工程,2006,(12):54-57.
[6] 杨忠旺,陈振华,夏伟军,等.AZ91镁合金型材挤压工艺研究[J].矿冶工程,2008,28(3):91-94.
[7] 陈振化.变形镁合金 [M].北京:化学工业出版社,2005.
[8] 杨明波,潘复生,李忠盛,等.Zn与Al质量比对Mg-Zn-Al三元镁合金铸态组织和凝固行为的影响[J].中国有色金属学报,2008,18(7):1192-1195.
[9] 曾小勤,丁文江,姚正裔,等.Mg-Zn-Al系合金组织和力学性能[J].上海交通大学学报,2005,39(1):46-49.
[10] 李冠群,吴国华,樊昱,等.Al/Zn比对镁合金组织、力学性能及耐蚀性的影响[J].铸造技术,2005,26(10):922-956.
[11] 黄晓锋,曹喜娟,朱凯,等.Al/Zn比对Mg-Al系镁合金组织及力学性能的影响[J].铸造,2008,57(9):938-941.
[12] 杨君刚,赵美娟,蒋百灵,等.均匀化退火对AZ91D镁合金组织与性能的影响 [J].材料热处理学报,2008,29(4):69-73.
[13] 彭建,王中国,刘虹,等.退火工艺对AZ61镁合金铸坯组织及加工性能的影响[J].材料导报,2007,21(z2):378-381.
[14] 钟皓,陈琦,闫蕴琪,等.AZ31镁合金的热挤压组织与力学性能分析[J].轻金属,2007,(3):52-56.
[15] 徐春杰,张忠明,郭学锋,等.热挤压AZ91D镁合金的组织与力学性能 [J].西安理工大学学报,2005,21(4):356-360.
Effects of Al Content and Homogenization on Microstructure of the AZ Series Alloys
PENGJian1,2,LU Bin-jiang1,ZHU Xi1,PAN Fu-sheng1,2
(1 College of Materials Science and Engineering,Chongqing University,Chongqing 400045,China;2 Chongqing Academy of Science and Technology,Chongqing 401123,China)
In order to get extruded magnesium alloy with uniform microstructure,it is important to understand the effects of the content of alloying element and the homogenization annealing on the deformed microstructure.The AZ10,AZ31,AZ61 and AZ91 magnesium alloys were deformed with simulated extrusion system on Gleeble-1500D simulator.The results show that with homogenization annealing of 400℃/12h,the AZ10 and AZ31 alloys are in single solid solution phase,the AZ61 alloy has fineβphase particles inside the grain,while the AZ91 alloy has coarseβphases both inside the grains and on the grain boundary.After the extrusion with temperature of 390℃and extrusion ratio of 20.3,the extruded alloy with homogenization annealing before extrusion has more uniform grains in size,while the extruded alloy without previously homogenization annealing has non-uniform structure consisting deformed strips and fine grains.
magnesium alloy;homogenization annealing;extrusion;microstructure;uniformity
TG142.1
A
1001-4381(2011)06-0017-06
国家重点基础研究发展规划项目(973计划)(2007CB613702);重庆市科委科技计划攻关重点项目(CSTC2009AB4134);重庆市科委自然科学基金(CSTS2010BB4068)
2010-03-31;
2010-11-25
彭建(1969-),男,博士,教授,主要从事轻合金新材料和新工艺研究,联系地址:重庆大学材料科学与工程学院(400045),E-mail:jpeng@cqu.edu.cn
