浅谈提高烟支长度偏差控制精度、降低烟丝消耗的方法
2011-10-26朱明举许昌帝豪实业有限公司461000
朱明举 许昌帝豪实业有限公司, 461000
浅谈提高烟支长度偏差控制精度、降低烟丝消耗的方法
朱明举 许昌帝豪实业有限公司, 461000
介绍了卷烟机在生产卷烟过程中,烟支长度偏差产生的原因,通过分析、计算、改进和试验找到解决办法,使烟支长度保持在下偏差范围,可以降低卷烟消耗,为卷烟企业创造可观的经济效益。
控制;烟支;长度;降低;消耗
Control; Cigarette; Length; Reduce; Consumption
所有的卷烟机在卷制烟支的过程中,烟支长度会产生一定的偏差,因此,在GB 5606.3《卷烟卷制技术要求》国家标准中规定烟支长度的公差为:±0.5mm。绝大多数卷烟机在工作中所生产的烟支长度均处在公差范围内,我们在安阳、宝鸡、郑州等卷烟厂对PASSIM和PROTOS机组生产的烟支进行了随机抽样测试,通过测试发现:PA SSIM卷接机组生产烟支的平均长度为84.20~84.45mm,PROTOS机组生产的烟支平均长度为84.10~84.40mm,均处在上偏差范围,如果个别机台调整不当,个别烟支会出现长度超上偏差现象(烟支长度﹥84.5mm)。
如果烟支长度偏差过大,一是给包装工序带来不必要的麻烦;二是增加烟丝的消耗,提高卷烟成本;若烟支长度超上偏差,即为不合格卷烟。因此,解决烟支长度偏上差的问题,一是卷烟质量的要求,二是卷烟生产中节能降耗的要求。在此,我们以PASSIM卷接机组为例,分析烟支长度偏上差产生的原因及解决方法。
1 计算与分析
PASSIM卷烟机的设计思想是刀头定速设计[1],即:刀头刀盘的工作转速恒定,不随烟支长度的变化而改变。要想改变卷烟的长度,需要改变卷烟机中的布带、吸丝带和卷烟纸的工作速度,因此,需要对布带、吸丝带和卷烟纸的工作速度进行计算和分析。
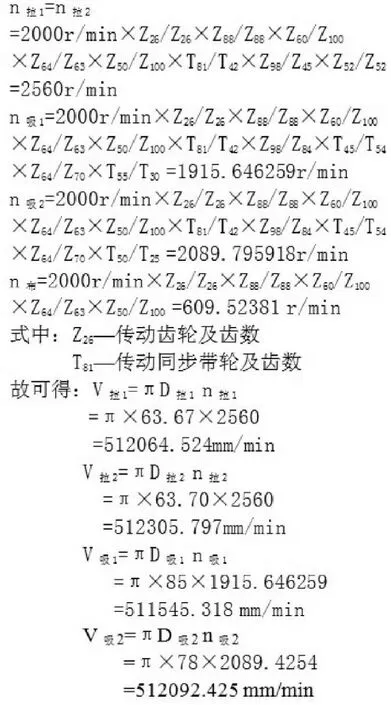
以PASSIM 8000为例:生产速度为8000支/m in,刀头刀盘的转速为n刀=2000 r/m in,当卷烟长度为64mm时,烟条的理论线速度应为:V烟=512000mm/m in:
1.1 有关参数计算(墨斗式牌子箱)
根据PA SSIM卷烟机的结构可知:牌子箱第一拉纸辊的直径为D拉1=6 3.6 7m m,第二拉纸辊的直径为D拉2=6 3.7 0m m,吸丝带第一主动轮的直径为D吸1=8 5 m m,第二主动轮的直径为D吸2=78mm,根据PASSIM 8000的传动原理图及传动链,可以计算出牌子箱第一、第二拉纸辊n拉1、n拉2及其线速度V拉1、V拉2,吸丝带第一、第二主动轮转速n吸1、n吸2及其线速度V吸1、 V吸2和布带轮的转速n布如下:
1.2 有关传动速差计算与分析
通过计算可以看出,牌子箱第一、第二拉纸辊,吸丝带第一、第二主动轮的线速度与卷烟机的理论线速度存在速差,速差的大小如下:
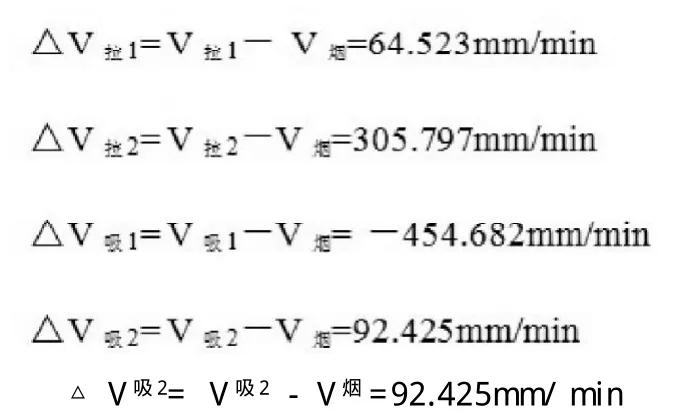
牌子箱两个拉纸辊外圆表面的线速度略高于烟条的线速度,而第二拉纸辊的线速度略高于第一拉纸辊的线速度;吸丝带第一主动轮的线速度略低于烟条的线速度,而第二主动轮的线速度略高于烟条的线速度。其原因是在设计中考虑了卷烟纸在运动中的打滑因素,两辊子之间的速差可以防止在印刷过程中产生逃牌子现象;吸丝带第一主动轮是导向轮,第二主动轮才是真正的动力轮,两轮子之间的速差有利于吸丝带在两主动轮之间保持张紧状态。
由于吸丝带、拉纸辊与烟条之间存在的速度差较大(最大速差达每分7 6 0.479mm/mm),我们认为是造成烟支长度偏上差的主要因素。
2 改进
为了避免产生烟支长度偏上差现象的发生,我们以卷烟长度63.80mm为基准进行计算,当生产速度为8000支/分时,烟条的理论线速度应为:V烟=510400mm/m in,以此为依据计算牌子箱拉纸辊、风室吸丝带传动轮的尺寸,则有:

考虑卷烟纸在传送中的打滑现象及各个辊子的工作要求,应将牌子箱拉纸辊、风室传动轮的直径设定为:D拉1=63.52±0.005mm,D拉2=63.54±0.005mm,D换=63.50±0.005mm,D吸1=84.81mm,D吸2=77.76mm,按照设定的尺寸,对相应的零件进行改进。由于布带轮的直径是可以调节的,因此,应根据牌子箱的供纸速度对布带轮直径进行调节,保证卷烟纸在传送过程中既不产生松边,又不拉断卷烟纸。
根据卷烟机生产的卷烟部分的长度,需要对接装机进行精细的调整,需要调整的部位有:第一切割鼓轮导轨、会合鼓轮、靠拢鼓轮、最后切割鼓轮等部位,通过调整,使最终输出的烟支分切后内、外排长度相同。

表一 烟支长度检测表

表二 烟支长度分布表

表三 烟支长度分布表
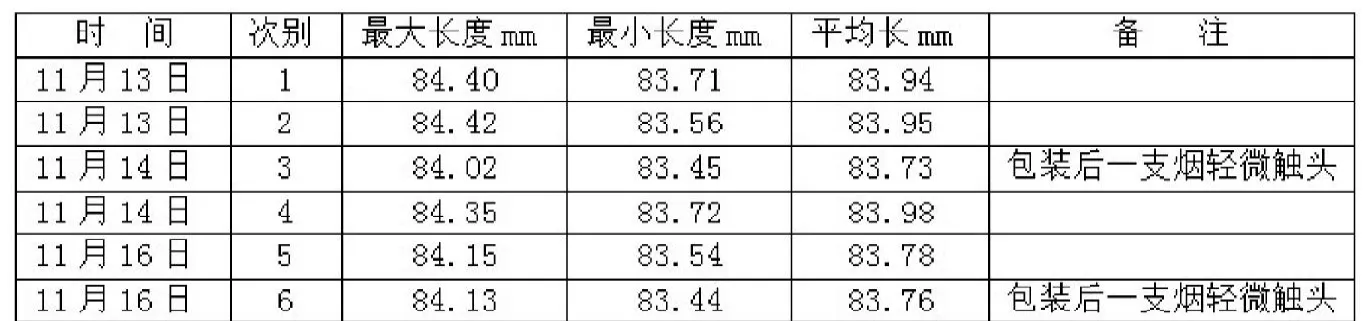
表四 烟支长度检测表

表五 烟支长度分布表
第二种方法是采用63mm烟支长度的长度齿轮,通过调整布带轮,使卷烟机生产超上差的烟支(即:烟支长度≥6 3.50mm),实现64mm烟支长度偏下差。使用该方法同样需要对卷烟机布带轮和接装机相关鼓轮进行精细的调整。否则,会出现烟支长度超下差现象。
3 测试
根据计算和分析的结果,我们采用两种方法改进了零件,并分别进行了跟踪测试,测试结果如下:
⑴.在许昌卷烟厂改进牌子箱拉纸辊、风室传动轮后,于2010年7月3日、8月29日、9月5日、9月18日进行了四次跟踪测试,前三次每次取样50支,第四次取样30支。检测结果见表一。
在四次跟踪测试中,除第三次测试中有一支烟因烟丝轻微外露出现超上差外,其余均在控制范围,四次测试烟支长度的分布范围见表二。
⑵.宝鸡卷烟厂对80003号PASSIM改进牌子箱拉纸辊等零件后进行测试,均在控制范围。2010年11月1日由宝鸡烟草质量监督检测站进行了复测,卷烟牌号为硬猴王,抽样方法:间隔5~10分钟抽样50支,共200支。检测烟支长度的范围为:最长84.42mm,最短83.73mm,平均长度84.05mm。取样检测烟支长度的分布范围见表三。
⑶.针对宝鸡卷烟厂1#PASSIM机组上差现象严重的情况,我们采用了更换长度齿轮的方法,采用63m m烟长齿轮,通过精细的调整,使机器生产63m m超上差的烟支,即:生产的烟支长度>63.50mm,更换后我们边调整边测试,以期找到最佳的调整,在2009年11月13日、11月14日及11月16日每天在包装机取样两组,每组50支,共六次。卷烟品牌为特醇猴王,检测结果见表四。
在六次测试中,有两次测试中各有一支烟因包装轻微触头造成烟支长度超下差,其余均在控制范围,六次测试烟支长度的分布范围见表五。
通过改进前、后的检测结果可以看出:通过改进牌子箱拉纸辊、风室传动轮的方法,可以使烟支减短0.2~0.3mm;而通过更换长度齿轮的方法可以使烟支减短0.3~0.5mm。需要说明的一点是:我们在改进中是按照烟支长度83.90mm(卷烟长63.90mm)进行计算和改进的。在改进中需要注意的是:其一,改进后一定要对整个机组进行精细的调整;其二,改进牌子箱辊子及风室传动轮后,应对电气进行调整,否则,MA ID-N显示屏有时会显示“紧头位置偏差大”;其三,采用更换长度齿轮的方法,要防止烟支长度超下差。
4 结语
经过设计改进后,烟支长度有明显的减短,采用改进牌子箱拉纸辊和风室传动轮的方法,可以将烟支的平均长度控制在<84.10mm的范围内,而采用更换长度齿轮的方法,可以使烟支平均长度控制在<84mm的偏下差范围。
烟支长度减短,可以有效地节能降耗。以烟支长度减短0.3 m m计,对于PASSIM 8000机组来讲,按单支烟耗用烟丝0.5g、每班工作7.5h、机组有效作业率为85%、年254个工作日、两班制生产,每套机组每年可以节约的烟丝量为:0.3×8000×60×7.5×85%×254×2÷64×0.5/1000=3 643.313K g;节约盘纸量为:0.3×8000×60×7.5×85%×254×2/1000=466 344m (折合93.269盘)。对于PASSIM 7K机组来讲,每年每套机组可以节约烟丝的烟丝量为:3 187.90K g,节约盘纸408 051m(折合81.61盘)。
通过改进相关的零件后,每套PASSIM卷接机组能为卷烟企业带来巨大的经济效益。所以说:提高烟支长度偏差控制精度是降低消耗的有效途径。
[1]李新光,等.YJ19-YJ29卷接机组.北京出版社.ISBN 7–2000-04065-7/T.36
Discuss Method of Reducing Tobacco Consumption by Improving Precision of Cigarette Length Deviation Control
Zhu Ming-ju (Xuchang Dihao Industry Co., Ltd, Xuchang City, Henan Province 461000)
This article gives the reason for causing the cigarette length deviation of the cigarette maker during making the products and finds the solution by analyzing,calculating, improving and testing to keep the cigarette length below the limit of deviation. This can reduce the cigarette consumption to create considerable economic efficiency for the cigarettemaking industry.
10.3969/j.issn.1001-8972.2011.10.118
朱明举,1 9 6 5.3-,本科,工学士,许昌帝豪实业有限公司助理工程师,主要从事烟草机械设备的改造、维护、管理与应用技术工作。
