加工中心机械手换刀与主轴凸轮松刀的联动技术*
2011-10-20高永强李全普
高永强 李全普 李 凯
(大连华根机械有限公司,辽宁大连 116620)
机床的运行速度对于客户来说很重要,直接影响到加工工件的节拍时间。高速切削特别是有色金属加工,机床的辅助时间占据50%以上。缩短辅助时间就能提高切削效率,双凸轮换刀技术可缩短换刀时间40%。
1 国内加工中心的换刀机构现状
目前国内加工中心产品的换刀机构可分为两种:液压机械手式和凸轮机械手式。其中应用广泛的为凸轮机械手换刀,具体结构和动作循环如图1和图2。主轴松刀和刀库换刀两个动作独立完成,通过电信号控制相互完成时间和顺序。该机构可分为两部分,一部分为机械手换刀机构,另一部分为主轴的松刀机构,即件1、2、3、4、5、6 为换刀机构,8、9 为松刀机构,其工作过程为:
主轴移动至换刀位(系统信号发出)——减速电动机6运转——复合凸轮 5旋转——六角轴 4旋转——滑动轴2旋转——机械手1旋转 90°(抓刀)(检测信号发出)——电动机6停止运转,松刀油缸9活塞推动主轴8中拉刀杆移动(主轴松刀)(检测信号发出)——减速电动机6旋转,凸轮旋转——连杆3摆动——机械手移动(机械手拔刀)——机械手旋转180°——连杆摆动机械手向主轴方向移动(机械手插刀)(检测信号发出)——电动机停止,油缸卸油主轴拉刀(检测信号发出)——电动机启动——机械手反向旋转90°(回零位)——换刀完成。

凸轮机械手油缸或气液增压松刀换刀时间需要3.5~5 s(切削-切削),每个动作需要一个开关检测,可靠性较差,易出现开关信号不稳定,换刀过程掉刀,油液渗漏等故障。

2 双凸轮联动快速换刀装置
其工作原理如图3所示。主轴内的刀具松拉杆在外端平面凸轮的驱动下可以完成松刀和拉刀动作,支撑在床身上的复合凸轮驱动机械手部分工作。其中,复合凸轮中的弧面分度凸轮完成机械手的旋转,嵌在弧面分度凸轮侧面的平面沟槽凸轮完成机械手的直线运动。电动机运转时,刀具松拉杆外端的平面凸轮通过一套传动链与复合凸轮进行联动,运转可靠,换刀时间短。传动链由平面凸轮轴、离合器、传动轴、齿形带传动结构和复合凸轮轴组成。其结构简图如图4所示。

2.1 双凸轮换刀机构运动简介
由电动机驱动的双凸轮换刀机构主要包含完成以下不同动作所需的机构:
(1)接通与断开ATC机构,由离合器实现。

(2)ATC机械手进出机构。
(3)ATC机械手90°回转机构。
(4)ATC机械手180°回转机构。
没想到班长会送来栀子花,更没想到我生气时的话语对孩子们造成了伤害。我心里又是感动又是自责。接下花之后,我回给班长一个微笑:“谢谢你,你怎么知道老师喜欢栀子花呢?”
(5)锁刀机构。
(6)主轴松拉刀机构。
(7)机械手开始换刀动作。在换刀前需准备下列动作:
①X轴和Y轴处于第2参考点位置;
②Z轴处于零点位置或换刀点位置;
③刀库锁定的刀具,从待机刀套上被取出,待机刀套到达主轴侧;
④机械手装置处于待机状态;
⑤主轴处于刀具锁紧状态。
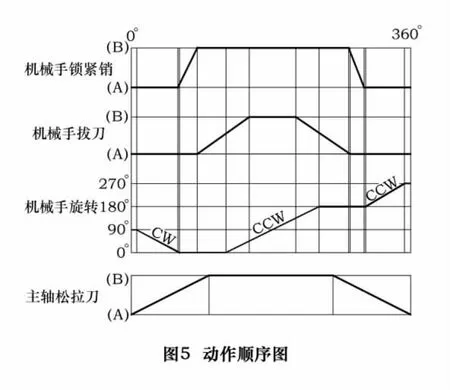
(8)换刀操作开始时ATC装置通过圆柱凸轮(机械手回转用)、平面凸轮(机械手插拔刀、防护门开闭)和主轴松拉刀凸轮这3种凸轮进行动作。其动作顺序如下:
(9)电动机启动的同时,圆柱凸轮转动,通过传动装置使ATC机械手顺时针回转90°,此时的联动动作使ATC防护门打开。
(10)主轴松拉刀装置松刀的同时,ATC机械手的锁刀装置锁紧刀具。
(11)由于平面凸轮的作用,摆杆揺动,ATC机械手拔刀。
(12)圆柱凸轮使ATC机械手进行逆时针180°回转的同时,在平面凸轮的作用下ATC机械手开始插刀动作。
(13)主轴松拉刀装置拉刀的同时,解除ATC机械手的锁刀。
(14)通过圆柱凸轮回转,使ATC机械手逆时针回转90°后,返回 ATC原点(ATC机械手处于垂直状态)。此时联动动作是ATC防护门关闭。
ATC机械手插拔刀动作和逆时针回转180°的动作同时进行,以此缩短ATC动作周期。主轴松拉刀动作,通过平面凸轮实现与ATC动作的联动。其动作时序图如图5所示。

从刀库中取出加工所需刀具,主轴上的刀具返回到刀库的一系列动作,按照换刀动作图6所示顺序进行。
3 结构分析与结论
第一种机构工作过程可以看到在刀具交换全过程中需要多次启动电动机及多次检测位置,由此使得刀具交换时间加长,同时运动过程不可靠。本文提出的双凸轮换刀机构是凸轮式ATC与主轴松拉刀机构相结合的、由同一台电动机驱动的新型双凸轮联动快速换刀机构和换刀方法。本方法的优点是刀具松拉杆的动作由平面凸轮驱动完成,与驱动机械手动作的复合凸轮(平面沟槽凸轮与弧面分度凸轮一体)形成双凸轮联动,不但提高了系统的可靠性,更大幅度缩短了换刀时间。通过对驱动刀具松拉杆的平面凸轮与驱动机械手的复合凸轮(包括完成机械手转动的弧面分度凸轮和完成机械手直线运动的平面沟槽凸轮)曲线的匹配设计,保证了换刀动作同步、高速、平稳、流畅,具有稳定的刀具更换及耐久性。通过双凸轮机构的联动实现了刀到刀2 s的快速换刀,处于国内领先水平及国际先进水平。该技术已经获得国家实用新型专利。
[1]刘静.双凸轮联动自动换刀技术的研究[D].大连:大连理工大学,2008.
[2]刘冬.双凸轮联动自动换刀装置多体动力学仿真研究[D].大连:大连理工大学,2010.
[3]刘瑞已.加工中心快速自动换刀装置[J].机械工程师,2004(11):84-85.
[4]陈芳.PMC在加工中心随机自动换刀中的应用[J].机电工程技术,2004(4):69 -70,73.
