基于SIEMENS 840D系统对于虚拟轴挠度补偿的实现
2011-10-20张云
张 云
(成都飞机工业集团有限责任公司数控加工厂,四川成都 610091)
虚拟轴颠覆了传统的主轴概念,使用三轴来控制A、B轴的运动,对传统的螺距插补已经不能满足补偿要求。欧美等国已经相继开发出了并联三轴主轴方案及精度补偿,国内也在进行并联三轴主轴头精度的补偿及开发。该结构具有速度高,刚度大,精度高等优点,成为制造业研究人员关注的热点。
1 国内外现状
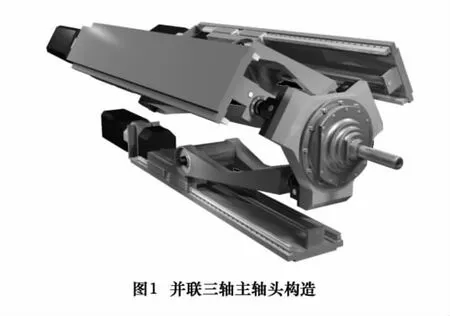
21世纪出现的并联结构五轴数控加工装备,需要不断改善,因此在很长一段时间内,各机床公司都会致力于这种并联结构装备的研制。Z3采用3-PRS机构,提供给机床2个转动(A/B轴)和1个方向的移动,该主轴摆头概念已经申请了德国、美国和加拿大发明专利。在中国,类似的主轴头(图1)方案被西安理工大学和天津大学分别递交了发明专利申请,利用并联三轴实现了A轴和B轴的控制,可以在空间±45°范围内任意角度进行加工,减少了加工中AB轴转换的时间,提高了工作效率。
德国DST公司生产的ECOSPEED系列机床在并联三轴主轴头控制上已经比较成熟,Ecospeed系列数控装备能满足高精密零件高速加工需要,加工效率比其他类型设备提高1~3倍,在欧洲许多大型数控加工厂获得了应用。美国Cincinnati机床公司也从德国引进了Sprint Z3主轴头制造技术。
国内由清华大学牵头,沈阳中捷机床厂等生产的并联机床也相继问世。
2 虚拟轴简介
并联三轴主轴头在中国被称为“虚拟轴”,推翻固定坐标轴的概念,将Z向三轴控制AB在空间±45°内任意转换。以德国DST公司生产的ECOSPEED为例,介绍并联三轴主轴头。这种并联三轴方案主要采用三转动副结构球铰来满足机构的姿态要求(如图2)任何方向45°偏转;偏转定位速度达80°/s;角加速度685°/s2。

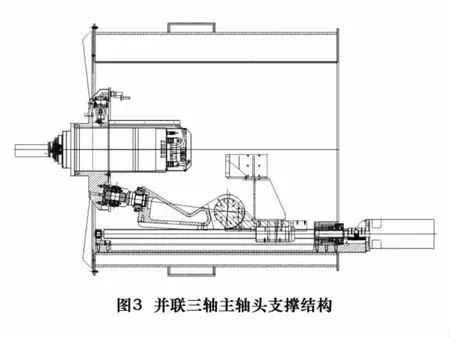
并联三轴主轴头由3个支撑板以120°分度定位,并与重肋形圆柱体装配式钢制箱相连(如图3),在每个座板上均装有线性导轨,带有一个与滚动块相连的鞍架,可前后移动。铰链连接臂与鞍架的前端相连。另一端合并成一个万向节,支撑带有内置电主轴的平台。滚珠丝杠和伺服电动机驱动滑板。通过在Z向上单独移动3个滑板,在±40°范围内的任何主轴空间角度均可实现。通过3个滑板在Z向上的联动,电主轴在Z向上水平移动。每根纵向轴均有其自己的线性测量系统。一种特殊运算法则将TCP编程的参数转换为机床的定位参数。
3 SIEMENS 840D系统挠度补偿的介绍
西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数变量,通过零件程序形式或通用启动文件(_INI文件)形式来表达。描述如下:
(1)$AN_CEC[t,N]:插补点 N 的补偿值,即基准轴的每个插补点对应于补偿轴的补偿值变量参数。
(2)$AN_CEC_INPUT_AXIS[t]:定义基准轴的名称。
(3)$AN_CEC_OUTPUT_AXIS[t]:定义对应补偿值的轴名称。
(4)$AN_CEC_STEP[t]:基准轴两插补点之间的距离。
(5)$AN_CEC_MIN[t]:基准轴补偿起始位置。
(6)$AN_CEC_MAX[t]:基准轴补偿终止位置。
(7)$AN_CEC_DIRECTION[t]:定义基准轴补偿方向。其中:$AN_CEC_DIRECTION[t]=0,补偿值在基准轴的两个方向有效;$AN_CEC_DIRECTION[t]=1,补偿值只在基准轴的正方向有效,基准轴的负方向无补偿值;$AN_CEC_DIRECTION[t]= -1,补偿值只在基准轴的负方向有效,基准轴的正方向无补偿值。
(8)$AN_CEC_IS_MODULO[t]:基准轴的补偿带模功能。
(9)$AN_CEC_MULT_BY_TABLE[t]:基准轴的补偿表的相乘表。这个功能允许任一补偿表可与另一补偿表或该表自身相乘。
虚拟轴的精度补偿包含有激光精度补偿及几何精度补偿,这里介绍几何精度的补偿。以窝式虚拟轴机床为例,在虚拟轴Z方向伸出下坠的情况下,首先应用并联三轴对主轴的方向进行修正,然后补偿Y轴使其补偿后垂直位置没有变化,最终达到良好的精度效果。
4 虚拟轴挠度补偿的应用
虚拟轴的挠度补偿分为3个步骤逐一进行,首先在垂直全程进行补偿(Z轴对Y轴的补偿),其次是主轴方向的补偿(Z轴对Z轴的补偿),最后为Y轴对于Z轴的补偿(Y⊥Z补偿)。
4.1 垂直运动中Z轴对Y轴的补偿
将电子水平仪安装于并行主轴上方(如图4)。移动Y轴进行检测。

测量时移动Y轴,每500 mm距离记录一次结果。将记录结果写入差值(表1)中。Y坐标值为设定补偿步距的坐标,差值为测量中水平仪的读数值,补偿值是经过计算得出的最终结果。计算得知该补偿因素为+0.4,则写入CEC补偿值中:补偿值=差值×补偿因素。如:在Y坐标为-750 mm的点时,测量差值为-0.01 mm,则写入CEC2文件的补偿值应为 -(-0.01)×0.4=0.004 mm。

表1
写入以下程序CEC2.MPF中:

在输入对应的参数和补偿参数后,在自动状态运行程序CEC2.MPF,再经过NCK重新启动,Z轴对Y轴方向的补偿完成。
通过这个补偿,可以使并联三轴主轴头在沿Y方向运行时保持主轴与Z方向坐标平行,是调整挠度补偿的前提条件。
4.2 并联三轴中Z轴对Z轴的精度补偿
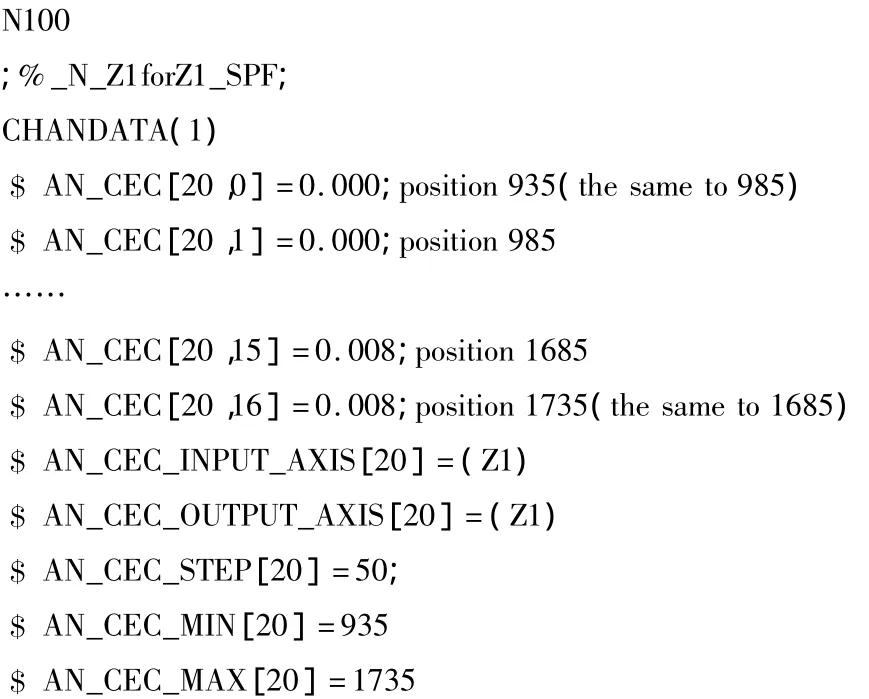
并联三轴主轴头的重要一点为在主轴伸出时,由于重力影响导致主轴下坠。由于并联三轴主轴头的特殊关系,补偿必须利用3个Z轴互动将主轴抬起以达到减小挠度带来的误差。如图5中所示,运行Z轴动作,将电子水平仪放置于主轴上端,设定每步距为50 mm。

不同的步距会导致补偿变量因素有所变化。其中Z轴的补偿精度也包含了Z1、Z2和Z3轴的精度补偿。同上所述,补偿值=测量值×0.4。将补偿值写入CEC2.SPF中,程序大概为:
Z轴对Z轴的补偿是利用并联三轴主轴头原理,对互为120°夹角的Z轴进行运动,将其抬起,使其对整个主轴进行挠度补偿的效果。但是Z轴抬起后会影响Y轴有所变化,所以必须进行第三步(Y轴对Z轴的补偿)。
4.3 Y轴对Z轴的补偿
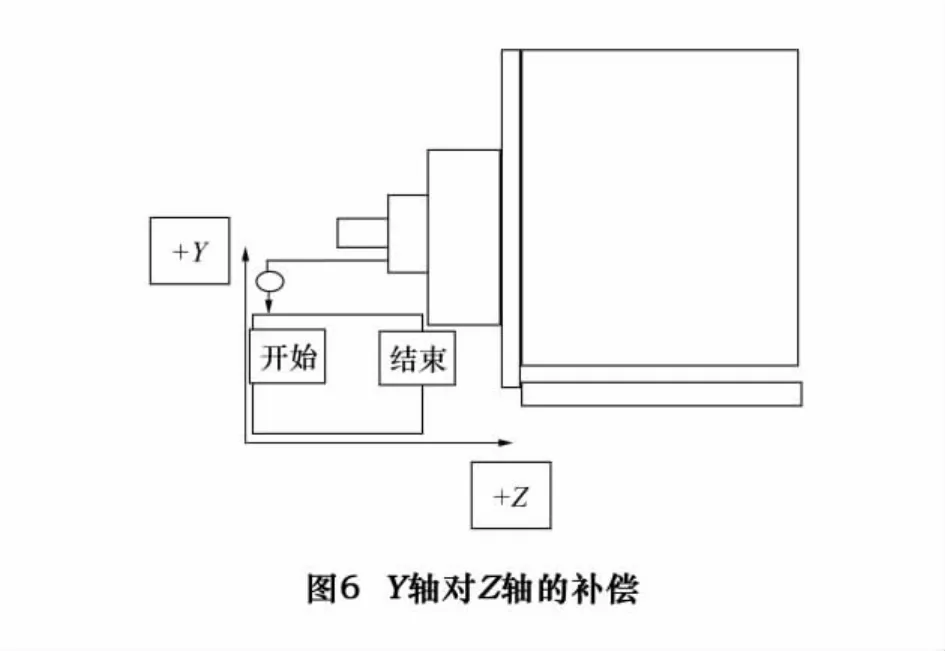
对于卧式并联机床的结构来说,Y轴普遍采用双驱控制,所以Y对Z轴的补偿分为2个补偿,即Y1对Z轴的补偿和Y2对Z轴的补偿。通常Y1和Y2的补偿值是相同的,但是必须要分为2个文件来补偿。如图6所示,移动Z轴获得Y方向的误差值。ZY的误差补偿系数为-1,则补偿值=误差值×(-1)。
写入参数补偿时注意Y1和Y2采用相同的补偿值,其中Y1轴对Z轴的补偿位置为$AN_CEC[25,* ],Y2对Z轴的补偿位置为$AN_CEC[26,* ]。在输入对应的参数和补偿参数后,在自动状态运行程序CEC2.MPF,再经过NCK重新启动,Y轴对Z轴方向的补偿完成。
5 结语
虚拟轴是国际新兴的先进制造技术,已被誉为21世纪新型加工中心,并联三轴主轴头精度补偿的方式及方法一直是国外作为技术秘密不予透露。虚拟轴的独特结构确定了独特的精度补偿方式,虚拟轴的挠度补偿必须根据一定顺序先后进行补偿,并配合几何精度测量,及激光精度补偿,球头RTCP精度补偿以及40°精度补偿一起,才能更好地发挥虚拟轴高精度的优势。并联三轴主轴头的挠度补偿的实现,将对并联三轴主轴头的研究及精度保证有很大的推动作用。
[1]西门子.SINUMERIK 810D/840D 维修与调整 A2484[Z].西门子中国有限公司,2004.
[2]西门子.SINUMERIK 840D数控参数说明书[Z].西门子中国有限公司,2004.
[3]DST maintenance manual high speed machining center[Z].DS Technologie,2007.
[4]DST maintenance instruction.fundamentals siemens840D[Z].DS Technologie,2007.
