加工42CrMo曲轴的整体合金麻花钻头的寿命提高
2011-10-20焦剑张伟
焦剑张伟
(大连工业大学机械工程与自动化学院,辽宁大连 116034)
国内某发动机厂的曲轴端面深孔使用麻花钻进行钻削,钻头为整体合金麻花钻,新刀具寿命为100件左右。本文对刀具寿命低的原因进行分析并提出了改进方案,取得较为满意的效果,改进后钻头寿命增加到150件左右,比较之前提高了50%,并提高了生产效率以及加工表面质量。
被加工工件为发动机曲轴,材料为42CrMo,经调质处理后硬度较高,在38~42HRC之间,特别是韧性强,不容易断屑,较长的切屑在加工过程易导致排屑困难[1]。麻花钻规格为φ14.5 mm ×160 mm,表1为刀具未改进前的主要几何参数。

表1 刀具改进前主要几何参数
刀具合金材料为DK460UF,使用普通 TiAlN涂层。加工用机床为进口加工中心,采用卧式加工,冷却方式采用外冷,并且两端同时进行加工。原加工参数为:进给量f=0.2 mm/r,转速1 400 r/min。
1 试验
两支新刀,分两组进行实验。
1.1 改进前
第一支用原厂参数,进给量f=0.2 mm/r,转速1 400 r/min。加工96件后,刀具磨损严重,机床报警。
(1)观察
①切屑 呈蝌蚪型(如图1),属于短小切屑。
②工件 加工孔内表面粗糙度不好,手摸发现明显的刮痕和环状切痕。
③刀具 如图2所示,出现磨损主要有3部分:第一部分为切削刃处,越靠近
外缘磨损越严重;第二部分为沿第一后刀面后延伸,出现黑色烧痕;第三部分为沿后刀面方向上,出现较严重黑色烧伤。


(2)分析
被加工材料为42CrMo,该材料在调质处理后硬度较高,在38~42 HRC之间,特别是韧性强,不容易断屑,较长切屑在深孔加工中会导致排屑困难,进而使刀具与被加工区域温度过高,影响切削效果。由于本加工机床采用外冷方式,在深孔加工中切削液不容易直接进入加工区域,排屑主要依靠刀具螺旋槽自导,更增大了钻削区冷却难度[2]。本组实验中切屑尺寸较小,属于蝌蚪型切屑,这种切屑尺寸虽小,但对于采用外冷方式的42CrMo的深孔加工是不利的。主要原因是这种小尺寸切屑,适合内冷排屑,通过冷却液流排出。但对于依靠自导作用排屑的麻花钻来说,由于切屑尺寸小,在受自导力作用时受力范围小,容易造成切屑堵塞淤积在螺旋槽内,反而不易排出。应使切屑保持一定的长度,呈短带状或宝塔型,如此更有利于切屑排出。另外,小的切屑还会在加工中划伤加工表面,造成加工面质量不好。
从后刀面上可以看出,加工区域温度很高,以至于后刀面产生很严重的烧伤。同时后刀面有干涉的痕迹,产生更大的切削力以及切削热,虽然刀具有TiAlN涂层,但由于采用外冷形式,高温还是直接导致刀具强度下降,由于切削力沿外圆处不断增大,可以看到在外刃处出现崩刃。
(3)改进
首先从切削参数入手,考虑到工厂实际需要,在保证效率不降低的情况下,更改加工参数。提高转速到1 600 r/min,减小进给量到0.015 mm/r。这是因为减小进给量可以有效避免干涉问题,同时小进给高转速可以送还上加工面粗糙度值,改变切屑形式,使其不易断屑,使切屑变长[3]。
1.2 改进后
第二支刀具使用修改后的加工参数(进给量f=0.015 mm/r,转速1 600 r/min)进行加工。加工103件后,出现缠刀现象,发现刀具出现崩刃,实验结束。
(1)观察
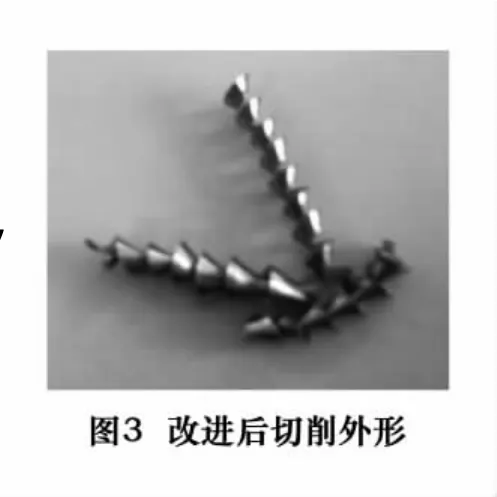
①切屑 宝塔型(如图3),平均长度在15 mm左右。
②工件 表面质量明显好转,环状切痕消失,用手摸起来非常光滑。
③刀具 如图4所示,后刀面磨损减轻,基本无干涉痕迹;靠近刃口处依然有烧焦痕迹,切屑温度依然很高;在外刃处出现崩刃,同时发现横刃有磨损。

(2)分析
改进加工参数后的刀具加工质量明显提高,切屑变成宝塔型,说明对于42CrMo减小进给量可以降低刀具断屑效果,并且对于这种材料的加工,宝塔型的切屑反而有利于排屑。同时,由于减小进给,后刀面干涉现象也有所缓解。但是依然出现崩刃现象。分析原因主要是加工温度较高,使切削刃脆弱。高温的产生除了外冷形式的缺陷以外,切削力过大是造成高温的主要原因。因此应该减小刀具在切削过程中的切削力。减小切削力可以通过改变几何角度的形式,因此从以下几个方面进行分析改进。
①横刃长度 钻头横刃在切削时所占轴向力达到总轴向力75%以上。实验中发现横刃处磨损较大,横刃过长会导致切削力过大;而减小其长度,增大其前角是减小切削力的有效方法。因此将横刃由原有的0.9 mm减小到0.5 mm,可以有效减小切削力。
②横刃斜角 横刃斜角过大,为64.5°。横刃斜角会影响到沿切削刃各点的后角分布,减小横刃斜角可使内刃各点的后角增大。由于刀具后角过小,导致在加工时后刀面产生干涉,这对加工是极为不利的。而对于加工钢件,推荐采用的横刃斜角为55°比较合适[4]。
③后刀面 后刀面滞后量该刀具只有0.93 mm。由于采用锥面磨法,过小的滞后量导致后角分布过小,在加工中造成干涉现象。因此增大滞后量至1.6 mm,可有效解决后刀面干涉问题,并可以进一步增大进给量而不出现干涉。
④芯厚 芯厚的大小影响到刀具强度。芯厚大,虽然刀具强度增加,但横刃过长,同时由于内刃斜角过大,导致内刃较长,外刃较短,使得在加工时应力过于集中,造成崩刃。这可能也是为什么两次崩刃都在外刃的原因。因此芯厚减小到4 mm。

改进前后刀具几何形状如图5、6所示。几何参数改进后,刀具使用寿命提高到150件,提高近50%。并且由于后角滞后量的增加,避免了干涉;横刃减小因而减小了切削力。在进给量f=0.2 mm/r,转速提高到1 600 r/min,仍然保持高寿命。但再增加转速或进给量,刀具寿命明显下降。说明外冷形式下加工42CrMo,本加工参数已经达到极限。

2 结语
(1)麻花钻横刃长度的选择很重要,不宜过长。横刃过长会导致切削力过大,影响刀具寿命。应尽量缩短横刃长度。
(2)横刃斜角应正确选择,加工42CrMo推荐选取55°。
(3)进给量影响断屑效果,对于42CrMo,切屑长度不宜过短,以宝塔型为宜。否则影响排屑及加工表面质量。进给量不宜过大,过大的进给量会增大刀具的前刀面磨损和后刀面的干涉。
(4)使用锥面磨后刀面时,增加滞后量可以有效防止干涉,并且可以防止后角过大造成刀具刃口强度降低。
[1]于永泗,齐民.机械工程材料[M].大连:大连理工大学出版社,2007.
[2]陈云,杜齐明,董万福,等.现代金属切削刀具实用技术[M].北京:化学工业出版社,2008:28-30.
[3]陈日曜.金属切削原理[M].北京:机械工业出版社,2002:36-38.
[4]倪志福,陈璧光.群钻[M].上海:上海科学技术出版社,1999:63-65.
