35CrMo钢表面激光熔覆Ni/WC-Y2O3合金工艺研究
2011-10-20丁阳喜孙晓龙
丁阳喜 孙晓龙
(华东交通大学机电工程学院,江西南昌 330013)
激光熔覆是近年来发展迅速的一种表面改性技术,它是通过在基材表面添加熔覆材料,并利用高能激光束使之与基材表面层一起熔凝的方法,在基材表面制备性能优良并与基材形成冶金结合的熔覆层,从而达到改善或修复失效零部件、延长其使用寿命的目的[1-2]。35CrMo钢具有较高的强度、冲击韧性及疲劳强度,良好的淬透性,高温下具有高的强度与抗蠕变性能,长期工作温度可达500℃;冷变形时中等塑性,而焊接性能则较差,常用于制造在大负荷条件下工作的重要结构件,如发动机、车辆传动件、汽轮发电机的主轴、高速列车的车轴以及其他大断面零件。这些零件在工作过程中,其表面承受摩擦、挤压、冲击等应力,常会引起表面磨损、点蚀脱落等失效形式。零件失效后若直接报废则会造成使用成本增高,如能在失效部位激光熔覆一层耐磨合金层,并经简单加工后恢复其使用精度和性能,实现对零件的再制造,将具有较大的经济意义[3-5]。
1 实验设计及试验
1.1 实验材料及设备
选用35CrMo钢作为基材,切割大小为40 mm×20 mm×10 mm的试块,经能谱分析其化学成分(质量百分比%)见表1。试块在激光熔覆前,通过920℃淬火和640℃回火热处理,硬度值为45~50 HRC。

表135CrMo钢化学成分(质量分数%)
熔覆层合金主要采用Ni60自熔性合金粉末,目数为140~325目,其成分如表2所示。

表2 Ni60自熔性合金粉末成分(质量分数%)
采用人工预置粉末方式,预置粉末厚度为0.5 mm且均匀,用滴管滴以金属胶,200℃烘干2 h待用。
实验采用国产TJ-HL-T5000型连续横流CO2激光加工系统进行熔覆;用JSM-6360LA型扫描电子显微镜 (SEM)分析熔覆层的组织结构和成分;用HDX-1000数字显微硬度计测量熔覆层的显微硬度;用M-2000型磨损试验机进行耐磨性实验。
1.2 正交试验确定最优工艺参数
试验选取激光功率P、离焦量L、扫描速度V三个因素作为研究对象,采用L9(33)正交表。实验结果见表3。
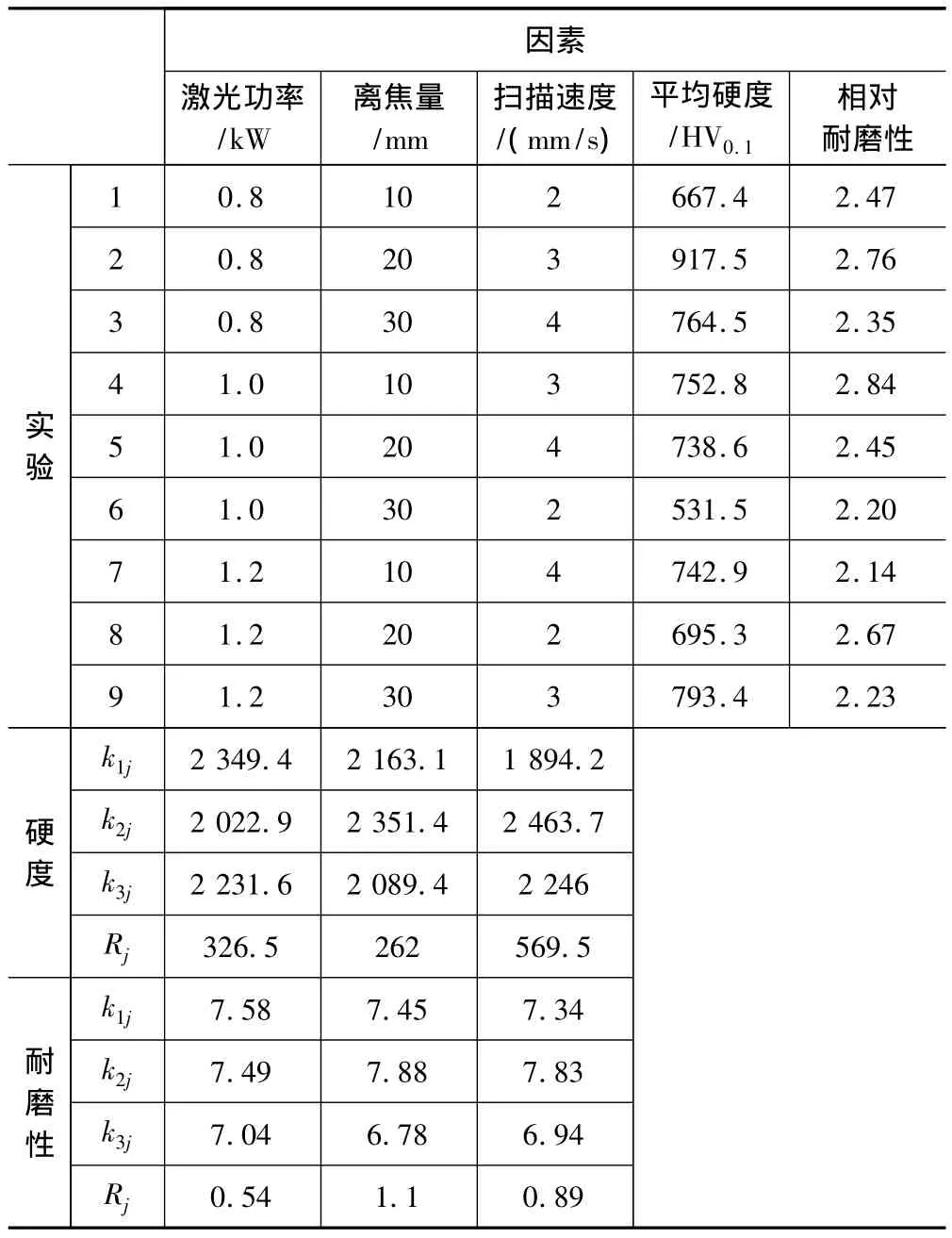
表3 正交实验设计结果分析
分别比较硬度和耐磨性的极差Rj,可以得出以下结论:三个因素对激光熔覆层平均硬度的影响从大到小依次是扫描速度、激光功率和离焦量;三个因素对激光熔覆层相对耐磨性的影响从大到小依次是离焦量、扫描速度和激光功率。
综合考虑,2号方案不仅可以使熔覆层得到很高的硬度,而且能够得到很好的耐磨性能,因此,选择2号方案作为较优熔覆工艺。
2 试验结果分析
2.1 激光工艺参数对熔覆层显微硬度的影响
图1a是扫描速度V和离焦量L保持不变,激光功率P对熔覆层硬度的影响情况。由图中可知:当扫描速度和离焦量保持不变时,随着激光功率的增大,熔覆层的显微硬度先提高后降低,且影响很大。这是因为激光功率增加时,涂层材料在单位时间内得到的能量增大,激光功率密度也相应增大,硬质碳化物得到充分熔解,更多的金属碳化物及硼化物在熔覆层中形成,显微硬度也随之提高。当熔覆层的表面硬度达到峰值883.5HV0.1时,继续增大激光功率,熔覆层硬度值又逐步下降,主要原因为,熔覆层里渗透了大量的铁元素,使熔覆层的稀释作用增强,从而导致显微硬度降低。
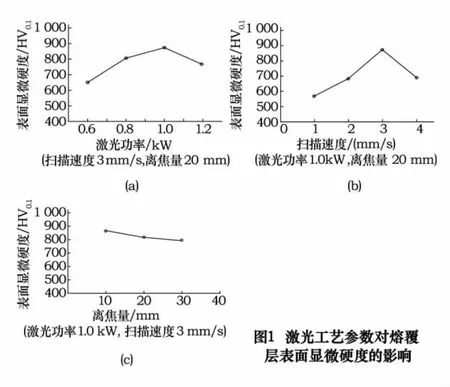
图1b是激光功率P和离焦量L不变的情况下,扫描速度V对熔覆层硬度的影响。从图中能够看出:随着扫描速度的提高熔覆层的显微硬度也提高,在到达峰值后随着扫描速度的继续提高熔覆层的显微硬度又降低。其原因是:当扫描速度较低时,激光输入的能量较高,造成熔覆层的显微组织粗大,导致硬度偏低;而当扫描速度过高时,单位时间内熔覆层实际接收的激光能量较小,不能形成细小致密的枝晶组织,同样会造成硬度的下降。
图1c是激光功率P和扫描速度V保持不变,离焦量L对熔覆层硬度的影响。由图可知,离焦量的变化对于熔覆层的显微硬度影响不大,随离焦量的增大,熔覆层硬度略有降低。增大离焦量,光斑直径变大,激光功率密度减小。不同离焦量时熔覆层显微硬度变化很小是因为:离焦量虽然发生变化,但光斑直径没什么变化,功率密度的改变就很小,因此对显微硬度的影响就较小。
2.2 激光工艺参数对熔覆层耐磨性的影响
图2a、b、c分别为激光功率、扫描速度和离焦量对熔覆层的耐磨性的影响情况。由图2a可看出在V=4mm/s,L=20mm时,熔覆层的相对耐磨性随P的增加先提高后降低。这是由于P过小或者过大都会导致晶粒变得粗大而又不规则,从而降低熔覆层的耐磨性。
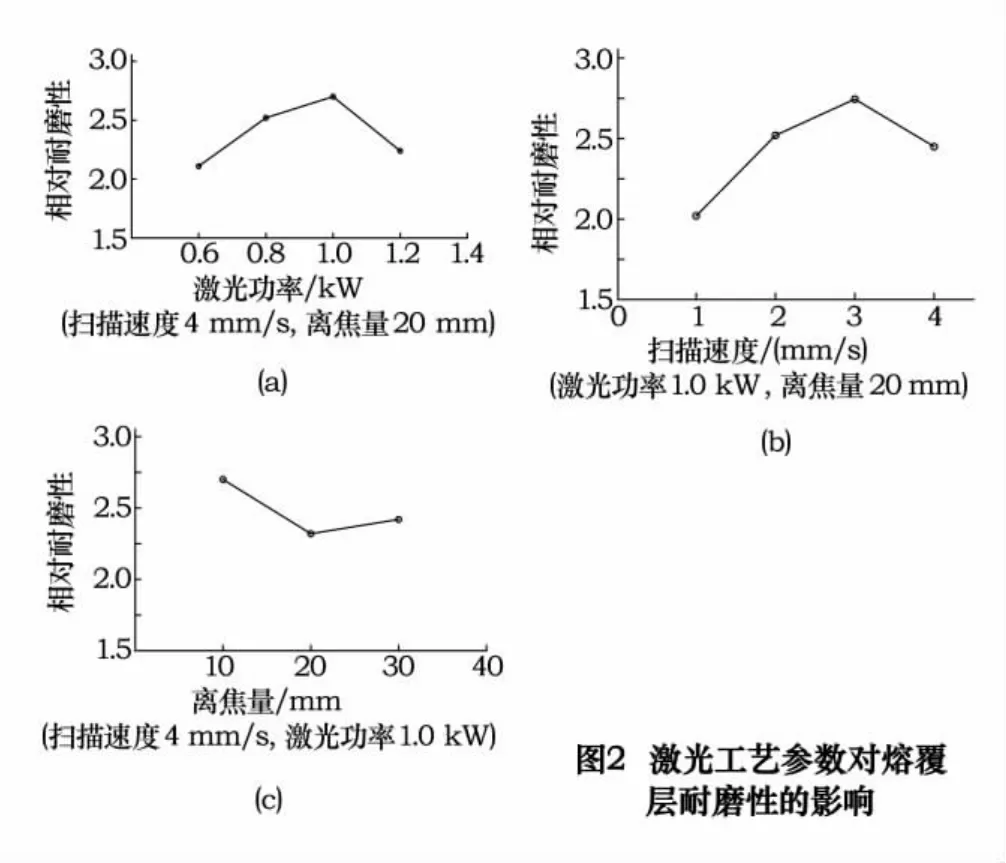
由图2b可看出,在P=1kW,L=20mm时,熔覆层的相对耐磨性随V的增加先提高后降低。这是由于V过小时熔覆层会过烧,V过大,熔覆层的受辐照时间短,使结晶时间变长不易形成细小晶粒,两种情况均会使熔覆层耐磨性降低。
由图2c可看出,在V=4mm/s,P=1kW时,熔覆层的相对耐磨性随L的增加先降低后趋于稳定。这是由于L增大使光斑直径变大,激光功率密度下降,不能形成细小的胞晶组织,从而降低熔覆层的耐磨性。
3 WC对35CrMo钢激光熔覆Ni60合金组织性能的影响
在实际零部件的使用中,对熔覆层的硬度和耐磨性提出了更高的要求,为进一步提高镍基合金熔覆层的性能,可在镍基合金中加入高硬度、高熔点、高耐磨性的WC粉末,形成复合粉末熔覆层。
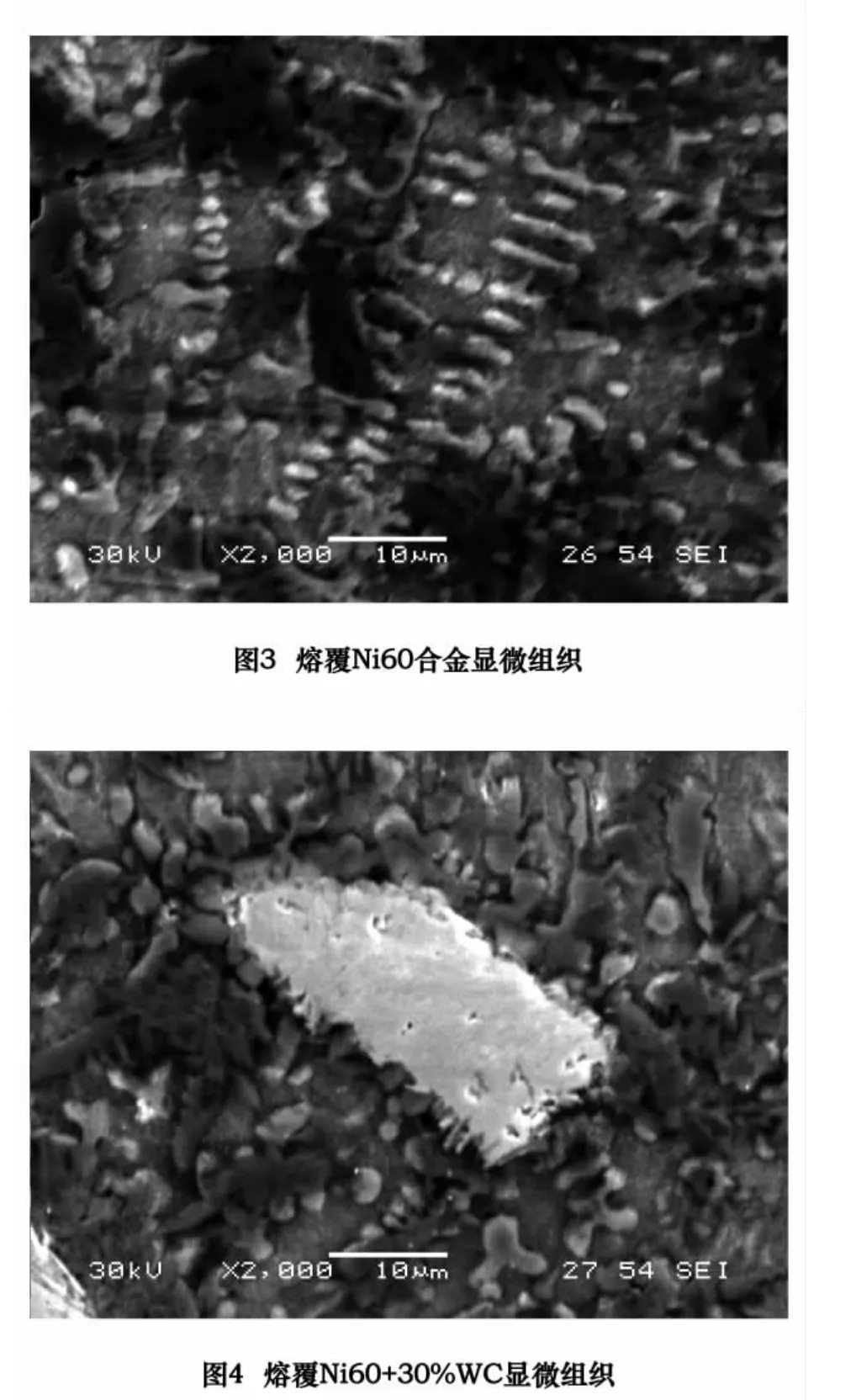
3.1 组织分析
采用激光熔覆合金粉末成分为Ni60+15%WC、Ni60+30%WC时,使用优化的激光熔覆工艺参数进行激光熔覆后,熔覆层硬度值相差很小,添加WC合金到Ni60后,由于熔覆层的组织结构没发生太大变化,所以熔覆层硬度也没有什么大的变化。在激光熔覆工艺参数相同的情况下,熔覆层的显微结构总体保持不变。从图3、4中能够看出,加入WC粉末合金后,熔覆层的显微结构没有因此发生改变,胞状晶结构仍是其主要形式,只是显微组织中增加了很多白色块状物。用能量分散式分析装置(EDS)分析,可知白色块状物就是未熔的WC硬质相。
3.2 硬度及耐磨性分析
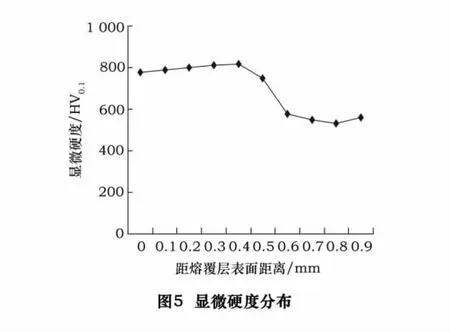
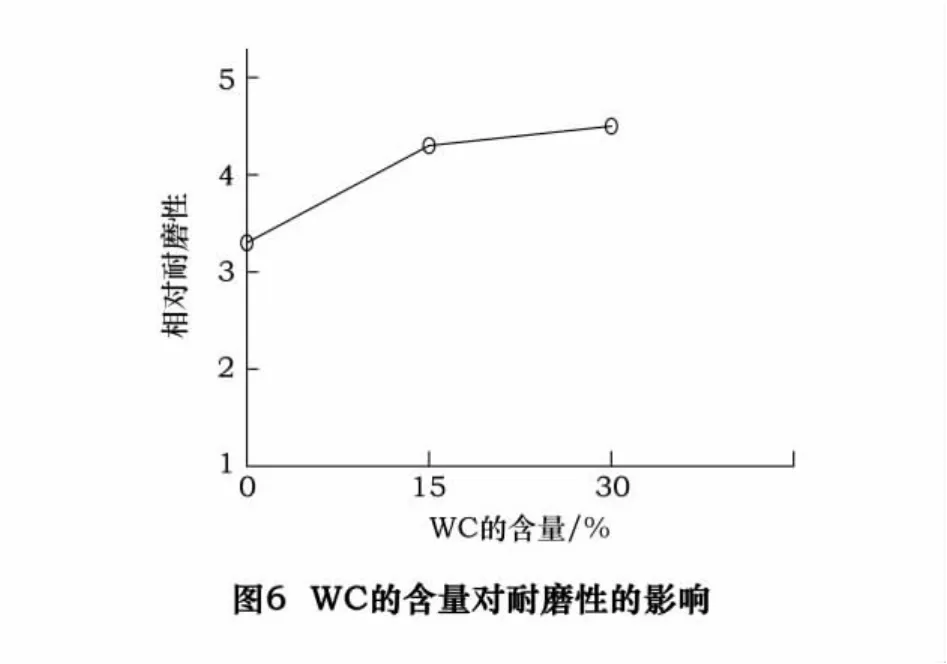
图5是沿着深度方向熔覆层显微硬度变化的情况,硬度最高值出现在次表层。由图5、图6可知,加入WC后,熔覆层硬度变化不大,但耐磨性却提高了很多,与不加WC的熔覆层相比,加入30%WC的熔覆层相对耐磨性提高近40%。其原因为:当激光功率密度较低时,而存在未熔化的WC颗粒硬质相,也没有与周边组织结合生成W2C,因此熔覆层的耐磨性优异。这对于耐磨性要求很高的35CrMo钢零件来说,有着重要的意义。因此,在激光熔覆过程中,只要功率参数合适,就能够通过保留WC硬质相来提高熔覆层的耐磨性。
4 Y2O3对35CrMo钢激光熔覆 Ni60/30%WC合金组织性能的影响
4.1 硬度分析
图7为添加了不同含量Y2O3的熔覆层横截面上沿深度方向显微硬度分布图。可见,加入Y2O3使熔覆层的显微硬度大大提高,从760 HV0.1左右提高到1 000 HV0.1左右。其原因主要为:
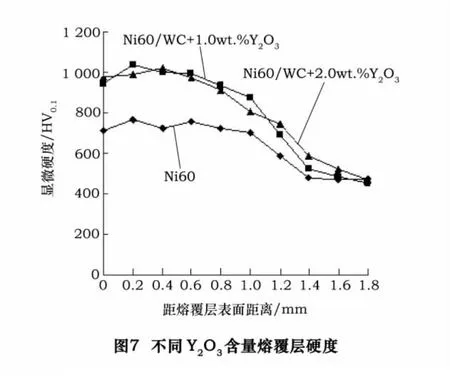
(1)金属材料的抗变形能力对熔覆层硬度有很大的影响。金属材料受外力或内力作用产生形变在微观上表现为受力点的塑性应变由一个晶粒通过晶界传递给另一个晶粒,如果晶界的阻力越大,则金属材料的抗变形能力越强,其硬度也越高。而熔覆过程中稀土元素正是由于它的扩散作用优先在熔覆层晶界处偏聚,减少了杂质元素的偏聚,起到净化晶界,最终强化晶界的作用,达到提高其显微硬度的效果。
(2)稀土元素的渗入对碳化物的形态、大小、分布、数量和结构产生了影响,因而影响了熔覆层的性能。
(3)加入稀土对熔覆层起到细晶强化和合金化强化,稀土的渗入细化了组织,晶粒越细,晶界面积越大,塑性形变越困难,因此硬度有所提高。
添加质量分数为1.0wt.%Y2O3的熔覆层平均硬度和添加质量分数为2.0wt.%Y2O3的平均硬度相差不大。这说明:稀土增加了异质形核的核心,使晶粒细化,起到变质剂的作用;在熔覆时,大量WC会被烧损;加入Y2O3后,由于粉末整体吸热性能得到改变,使大量WC和W2C硬质相得到保留,并弥散分布在熔覆层中,同时,由于稀土净化了显微组织,使熔覆层中杂质的含量降低,因而其硬度值得到了显著的提高。
4.2 耐磨性分析
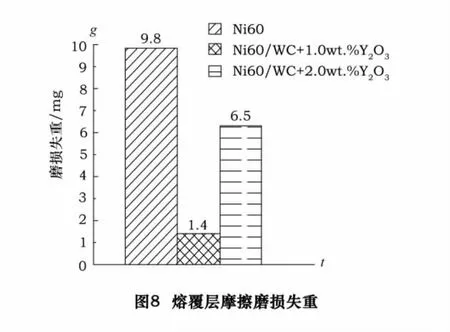
图8分别是未添加 Y2O3和添加质量分数为1.0wt.%Y2O3、2.0wt.%Y2O3的激光熔覆层的磨损失重情况。与没有添加Y2O3的Ni60熔覆层相比,添加Y2O3后的耐磨性显著提高。这是由于加入稀土元素后,稀土优先偏聚在晶界,使晶界得到强化,晶界附近位错的移动性较强,晶粒之间的滑移传递较容易,这有利于促进摩擦过程中表面微裂纹顶部的应力松弛,增大裂纹扩展的阻力,从而减轻磨损。同时晶粒的细化均匀,WC硬质相的更多保留也会改变熔覆层的摩擦与磨损性能,细化的共晶组织使得合金韧性得到提高,韧性高导致基体对硬质点的附着力增强,同时由于提高了熔覆层韧性,局部裂纹出现的几率减小,在磨损作用下,磨损表面不断地产生塑性变形,延缓了破碎过程,抗磨性能随之提高。此外,由图8可知,质量分数为1.0wt.%Y2O3与质量分数为2.0wt.%Y2O3相比,其耐磨性更好。从显微组织图中可以看到,质量分数为1.0wt.%Y2O3熔覆层中,显微组织中等轴晶大量出现,且显微组织细小均匀。因此,为了得到耐磨性更好的熔覆层,应该加入质量分数为1.0wt.%Y2O3。
5 结语
(1)35CrMo钢激光熔覆Ni基复合粉末时,对熔覆层硬度影响最大的是扫描速度,其次是激光功率,而离焦量的影响最小。对耐磨性影响最大的是离焦量,其次是扫描速度,最后是激光功率。
(2)为获得硬度和耐磨性优良的熔覆层,可以选择激光功率P=0.8 kW,离焦量L=20 mm,扫描速度V=3 mm/s作为激光熔覆的工艺参数,其熔覆层硬度为 917.5 HV0.1,相对耐磨性为 2.76。
(3)使用 Ni60+30wt.%WC+1.0wt.%Y2O3复合粉末,能够得到硬度和耐磨性能优异的熔覆层。
[1]关振中.激光加工工艺手册[M].北京:中国计量出版社,2007.
[2]郑启光.激光先进制造技术[M].武汉:华中科技大学出版社,2002.
[3]曾海云,段怡雄,王平华.35CrMo车轴疲劳裂纹超声波检验工艺方法[J].电力机车与城轨车辆,2005,(6):34 -37.
[4]李刚,夏元良.42CrMo钢宽带激光熔覆 NiCrBSi组织和性能[J].金属热处理,2001(3):16 -18.
[5]张世宏,李明喜,李辉生,等.纳米Y2O3弥散强化Ni基合金激光熔覆层[J].热加工工艺,2006(6):17-19.
