FBC160rh数控落地式铣镗床主轴箱部件设计分析
2011-10-18孙玉民
孙玉民 刘 磊
(①沈阳中捷机床有限公司,辽宁沈阳110142;②大连理工大学,辽宁大连116024)
FBC160rh数控落地式铣镗床,是针对国内市场非常需求大功率,大扭矩,高转速的大型数控落地式铣镗床而研发的。随着机械加工朝着高精度、高速度、高自动化方向发展,数控落地式铣镗床已成为一种集机、电、液为一体的技术密集型产品,在现代工业生产中发挥着极其重要的作用。主要技术参数:主轴扭矩6 000/8 000 N·m;主轴转速 5~1 500 r/min(无级);方滑枕截面480 mm×540 mm;滑座行程(X)轴6 000 mm(任意加长);主轴箱行程(Y轴)3 000 mm(可加高)滑枕最大行程(Z轴)1 200 mm;主轴最大行程(W轴)1 200 mm;机床定位精度X、Y、Z、W轴均为0.01 mm/1 000 mm。由机床以上的技术参数不难看出此机床要求转速高,扭矩大,各向行程大,定位精度高。要保证机床精度,主轴箱部件设计是关键。主轴箱部件由主轴部件、滑枕部件、主轴箱体组成。本文对FBC160rh主轴箱部件结构设计进行分析,以验证其是否满足机床各项精度要求。
1 主轴部件对机床精度的影响
FBC160rh主轴部件为多层式,其外层为铣轴只作旋转运动,内层为镗轴兼有旋转运动和轴向移动。主轴部件是决定机床性能的重要因素。为提高主轴部件精度采取如下措施:
(1)在保证主轴部件最大刚度的情况下,主轴采用两支撑结构,主轴支撑选用SKF精密主轴角接触球轴承,通过选取正确配合和与合适的预紧力来提高主轴刚度;(2)采用循环冷却系统对主轴轴承进行冷却,降低主轴因温升而引起的变形;(3)尽量减少主轴前端悬伸;(4)采用独立的变速箱,避免传动系统对主轴部件的干扰;(5)主轴移动导向为直线导轨且带磁栅测量,形成闭环控制,提高主轴定位精度;(6)注重装配调整质量,使各种误差尽可能相互抵消。
2 滑枕部件对机床精度的影响
由于滑枕在主轴箱内作前后移动,当滑枕悬伸较大时,滑枕将产生挠度。滑枕产生挠度有2个原因:(1)滑枕与主轴箱导轨面接触的弹性变形;(2)滑枕自重产生的弯曲变形。所以滑枕与主轴箱导轨采用了闭式静压导轨结构,避免了滑枕与主轴箱导轨接触面接触的弹性变形;为避免滑枕自重产生的弯曲变形,在滑枕上部的2个角上分别设计了2个作用拉杆及油缸(图1),解决了滑枕悬伸因自重产生挠度的问题。
该结构主要由拉杆、油缸、活塞、定位套和双数字式伺服电液比例阀等组成。压力油通过P口进入油缸体3作用于活塞2,经螺母1、定位套6、锁紧螺钉7压力油使拉杆对滑枕产生一个拉力,实现对滑枕移动伸出后弯曲变形的补偿。随着滑枕伸出长度的不同,滑枕的弯曲变形值也发生变化,这就要求拉杆的拉力也要随着滑枕的伸出长度来做相应变化才能满足弯曲变形补偿的要求。因此,设计中我们在液压回路上安装2个数字式伺服电液比例阀,分别控制2个液压油缸压力的大小。当滑枕不断伸出时,数字式伺服电液比例阀控制油缸油压逐渐升高,使拉杆的拉力不断增大;当滑枕不断缩回时,数字式电液比例阀又控制油缸油压逐渐降低,使拉杆拉力不断减小。这样就能使拉杆拉力得到不断的调整,保证了滑枕在移动伸出过程中各个位置的直线高度不变,从而保证了滑枕移动时的刚度,大大减小了滑枕伸出时因自重产生变形而导致的主轴精度误差。

3 主轴箱重心偏移对机床精度的影响
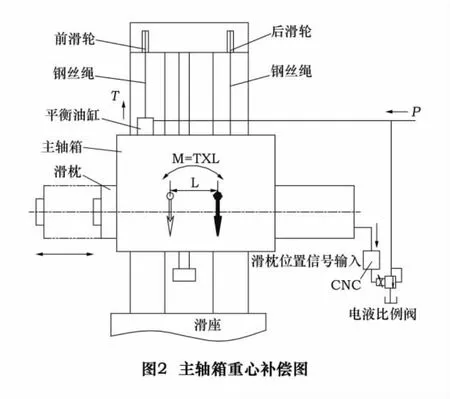
FBC160rh数控落地式铣镗床滑枕部件重约6 t。随着滑枕沿Z轴向前移动,主轴箱部件的重心会随之改变,导致主轴箱体倾斜,出现主轴箱低头现象,影响机床的加工精度。对于主轴箱低头的补偿,目前方法主要是通过检测方滑枕的位置来控制电液比例阀,再通过电液比例阀控制平衡油缸的压力来调节主轴箱的重心。见图2主轴箱重心补偿简图。图2的主轴箱由丝杠拖动,在主轴箱上有前后2组钢丝绳与平衡重锤连接沿立柱导轨上下运动;方滑枕在主轴箱内通过丝杠拖动,在主轴箱内做伸出和缩回,方滑枕的伸出,加上各种附件的重量,使得主轴箱重心前移,产生一个力矩,使主轴箱前倾,出现低头,直接影响机床的加工精度。因此,在主轴箱前吊点箱体与链条之间串接一个油缸,通过NC装置、放大器和比例阀等来控制油缸的压力,来补偿由于主轴箱重心变化出现的主轴箱低头现象。这种补偿方式虽然有一定的效果,但其滞后较大,不能实时对主轴箱的重心偏移做出补偿,且对滑枕前端安装附件无法补偿。
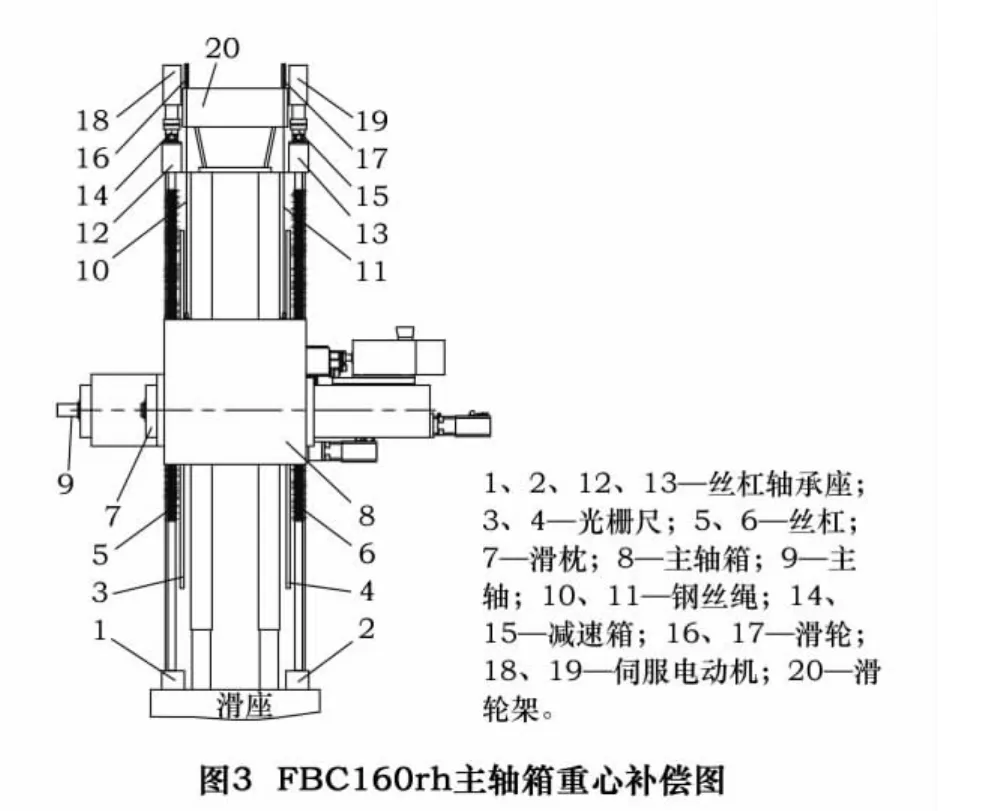
FBC160rh数控落地式铣镗床较好地解决了这一难题,其结构如图3所示。主轴箱拖动采用的是双电动机、双丝杠拖动,双光栅检测。这种结构的工作原理是:在主轴箱前后布置了2根驱动丝杠5和6,分别由18、19两台伺服电动机驱动。在每根丝杠附近安装了光栅尺3和4,用于检测主轴箱前后两处所在的位置状态,其检测数据传送给NC装置经处理后,分别控制18、19伺服电动机。当滑枕向外伸出或滑枕前端安装附件头时,主轴箱的重心发生前移变化,主轴箱有低头的趋势,此时前端光栅尺3检测出这种变化并经NC装置控制伺服电动机18转动,使主轴箱前端恢复到预先设定的坐标位置,滑枕反向移动缩回时,主轴箱的重心发生后移变化,也进行同样的控制。这样主轴箱体就保持了原有的平衡状态。该结构较好地解决了数控落地式铣镗床主轴箱重心偏移问题,具有响应快,无滞后,精度高等特点。
FBC160rh主轴箱部件在整机的生产试造中得到验证,效果很好,机床精度得到保证,完全达到了设计要求。
