提高台车热处理炉炉温均匀性的技术改造
2011-09-27于明亮
于明亮
(北满特钢锻钢公司,黑龙江161041)
北满特钢锻钢公司生产的许多冷轧工作辊、中间辊其热处理回火工艺对炉温及炉温均匀性的要求均比较严格,要求炉温控制在设定温度的±5 ℃,甚至±3 ℃。对于常规的燃气台车热处理炉,要达到上述的温度要求是非常困难的。因为影响燃气台车热处理炉炉温均匀性的因素较多,如烧嘴的布置与调整,燃气的压力与热值,空气煤气配比,炉压,炉内烟气循环等,不易调整与操作。如果采用电加热的台车热处理炉,其影响因素将大大减少,炉温的操作和调整十分方便,比较容易满足工艺要求。
2010年锻钢公司对双频车间的燃气台车式热处理炉进行综合技改,新建一台台车式电阻炉。通过改变加热方式,更换炉衬耐材,完善炉体密封,强化炉内热风循环,自动控制炉温等措施,满足了工艺对炉温及炉温均匀性的要求。
1 改建台车热处理炉的主要参数
新建台车热处理炉的主要参数见表1。
2 改进措施
主要包括改变加热方式,更换炉衬耐材,完善炉体密封,强化炉内热风循环,自动控制炉温等。
2.1 加热方式
将台车炉原燃气加热改为电加热管加热。炉体加热元件采用优质高电阻合金材料0Cr25AL5材质的电阻棒制成无外套辐射管,从炉顶分别插入炉体两侧的风道内。
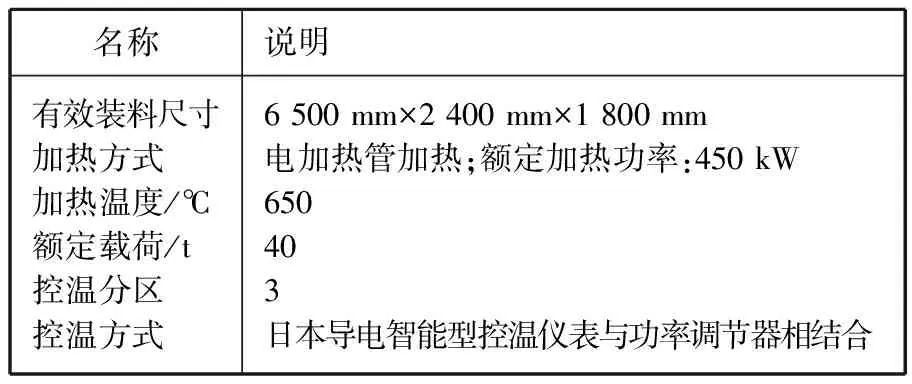
表1 新台车热处理炉的主要参数Table 1 The main parameters of new car heat treatment furnace
2.2 炉衬耐材
炉衬由原来的浇注料改为全纤维结构,炉衬总厚度为250 mm。减少了炉子的蓄热及散热损失,降低了炉子的热惰性,生温、降温速度明显提高。
2.3 炉体密封
炉门、炉体均采用电动推杆压紧式密封,并设有外置限位。此类密封采用柔性密封面,柔性面相对无位移,配合紧密,可长时间使用。
炉后为两道密封。其一,靠台车后边框有一道凸起密封线,配合炉体后墙纤维模块完成;其二,采用可调预紧力的弹簧压紧式纤维密封槽,利用台车进炉的动力惯性压紧置于炉体后下部的耐火纤维弹簧自复位密封块,可确保炉体后侧可靠密封。
另外,考虑到降温需要,每区密封单独控制,并保证各机构协调一致。因而可有效控制每个分区的降温速度和保证炉温的均匀性。
2.4 炉内热风循环
该系统主要由循环风扇和导流装置组成。
耐高温的循环风机固定在炉顶。根据风机的叶片形状和角度,对蜗壳进行完善,同时对风道进行合理设计布置,使导风系统与风机配合合理。
导流装置的吸风口采用阶梯型风貌结构,出风口为可调挡板,材料全部选用耐热钢。
2.5 炉温自动控制
主要分升温和降温两部分的控制。
各分区的温度控制采用日本导电高精度智能温控仪进行控制,通过对智能控制仪进行合理的编程及参数设定,可以达到每个温区最佳控制。利用其在线自整定功能,计算出每区的最佳参数,达到较为理想的温度稳定性。另外利用智能控制仪超温、断偶保护的辅助功能,达到设备的安全运行。
降温系统是在炉子每区的顶部分别装有热风放散管,管上装有电动调节阀。当要降温时,冷却温度智能控制仪将计算出的冷却量以电讯号传输给电动执行器机构,来调节阀门的开口度,以确保工艺降温的要求。
升温系统是在加热主回路采用单向大功率固态继电器。加热功率由周波控制器变周期方式调节,分区送入。并且,每温区主加热回路均设置大功率接触器,可对过流、过热、短路等进行保护。
3 改造效果
经过生产测试,在满负荷状态下,炉子的最大升温速度为50℃/h,炉温均匀性优于±5℃,满足了热处理工艺的要求,达到了改造的目的。
