极限锻造法和宽砧拔长法在大型船用锻件上的应用
2011-09-27史翔炜潘晓东
大型铸锻件 2011年3期
张 明 史翔炜 邓 军 常 红 潘晓东
(南京博大重型锻造有限公司,江苏210048)
船用中间轴是大型船舶的关键部件,在船舶制造中占有重要的地位。随着船舶向大型化高速化发展,船舶锻件的尺寸日益增大,对锻件的质量要求越来越高。我公司采用特殊的锻造方法,实现了用小压机锻造大型船用锻件,并达到验船师的要求。船用锻件的探伤标准是GB/T6402—1991Ⅱ级,当量缺陷不能大于∅4 mm。
1 试验材料和方法
钢锭材料为1045,相当于国内的45#钢。冶炼采用EF炉+LF+VD,化学成分见表1。锻件图见图1。以前的工艺见表2。

表1 化学成分(质量分数,%)Table 1 Chemical composition (mass fraction, %)

图1 锻件图Figure 1 forgings figure

表2 前工艺Table 2 Former process
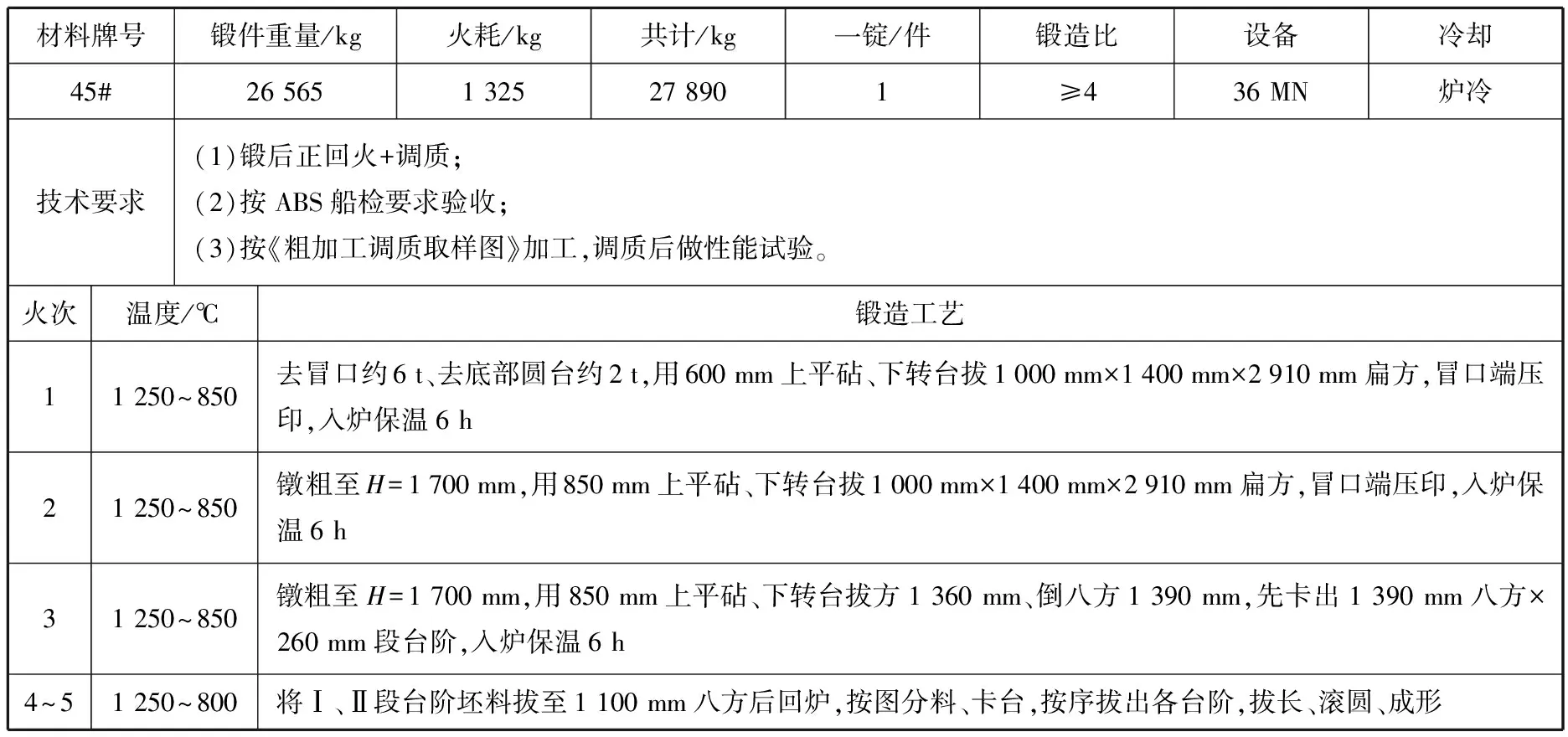
表3 改进后的锻造工艺Table 3 The improved forging process
2 改进后的锻造工艺
表2所示工艺虽然可以基本满足探伤要求,但是不能保证每一件合格。经研究后决定按极限锻造法来改造改造锻造工艺,具体见表3。
3 讨论
对于小压机干大锻件,有成功的案例,也有少数不成功的案例。对于超出设备能力较多的大型锻件,使用一些新的工艺技术尤为重要。极限锻造法是任猛博士对传统锻造理论的一种突破,该工艺在保证足够的压下量的前提下,保证了压实锻透。超宽砧压实法也是任猛博士早在多年前提出的,有很多具体的实例,但在如此大的锻件的锻造过程中的应用还是第一次。实际的锻造过程中,受压机和操作机的限制,打的是1 200 mm×1 300 mm的扁方,极限锻造法和宽砧拨长法的结合,打破了小压机干大活的极限,最终生产出满足客户要求的锻件。
