广纸 8#纸机提质节能改造技术集成方案的优化比选
2011-09-27刘焕彬
蒋 鹏 刘焕彬
(1.华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;2.广州造纸股份有限公司,广东广州,510280)
广纸 8#纸机提质节能改造技术集成方案的优化比选
蒋 鹏1,2刘焕彬1
(1.华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;2.广州造纸股份有限公司,广东广州,510280)
通过对广州造纸股份有限公司 8#纸机生产实践中存在的质量和能耗问题的剖析,研究比选提出了多种技术集成改造方案,通过不同技术集成改造方案的先进性、新旧系统匹配和经济效果优化对比,比选出一种投资省、见效快的技改方案,以经济的投资采用高新技术改造造纸机关键部位,取得了良好的效果。
产业升级;提质节能;技术集成;经济投资;方案比选
1 广纸 8#纸机简况
广州造纸股份有限公司 (简称广纸)8#纸机是一台从瑞典 SCA公司引进的二手新闻纸机,抄宽8 m,结构车速 1100 m/min,在原瑞典工厂用 100%T MP生产新闻纸,运行车速 960 m/min。该机在 1995年引进时是当时国内最大最宽的新闻纸机。该机为分部传动夹网多缸形式,Conveflo满流式飘片流浆箱,机械式悬臂换网的Bel-Baie II型夹网成形器,Twinver带真空引纸的三辊二压区复合压榨,设有独立的第三正压榨,干燥部 49只烘缸,前三组为单挂干网方式,后两组为常规双干网方式,底辊为可控中高辊的六辊压光机,Pope水平式卷取机。该纸机投产初期凭借夹网成形器比传统普通长网有更好的成纸匀度、抗张强度和适印性能,在当时国内更先进和更高质量产品不多的情况下,赢得了用户好评。8#纸机在开机几年来的生产中也出现了一些问题:车速达不到原来的水平,一般是 850~880 m/min,这可能是由于目前是以脱墨浆为主,影响湿部脱水能力;Bel-Baie II成形器操作条件敏感,易造成洞眼和匀度差纸病;三辊二压的压榨部首次开式引纸点的湿纸幅干度低,易造成断纸和影响车速的提高;机械式硬压光机压区压力控制不好,成纸平滑度和松厚度较低。
随着新闻纸生产技术的快速发展以及国内近年来多条大型现代化生产线的引进,大量优质新闻纸投放市场,竞争越来越激烈。类似于8#纸机这样中型的新闻纸生产线面临重新定位的抉择:要么通过升级改造提高产品质量、降低能耗或转产其他纸种,要么逐渐退出历史舞台。通过详细分析比较 8#纸机各
部件装备技术和现代纸机新技术的特点和区别,结合投产以来的生产运行情况,认为 8#纸机主要的结构和辅助系统的配置还是比较先进的,只需对关键的部位进行技术改造,并着重做好技术选型和系统集成,就能实现改善产品质量、节能降耗和扩大生产规模的目标[1]。所以把这次改造的范围选定在了网部、压榨部和压光机。

图1 Bel-Baie II夹网成形部和成形区结构
2 改造方案比选
2.1 网部
原网部是意大利 BELO IT公司的 Bel-Baie II型夹网成形器[2],如图 1所示。
从图 1可知,成形区的开始段为装有 8条陶瓷脱水板的成形靴,其曲率半径为 5080 mm,依靠离心力和固定式刮刀脱水,紧接着的是 3个同样曲率半径的弧面陶瓷面板挡水刮刀及真空吸水箱。由于成形区调节手段有限,操作窗口较窄,无法根据浆料的变化随时控制浆料的脱水和成形,常常需调节真空度和流浆箱喷射角,但效果也一般,很易造成成纸匀度差、亮点和洞眼纸病;同时由于湿纸幅成形过程中两面的脱水量无法控制而造成成纸两面差也较大[3]。
而现代新型夹网成形器一般由真空成形辊和可独立调节的脱水板组成,通过真空度和刮水板的加载压力调节控制纸幅的成形质量和脱水效率[4-6],如图 2所示。
这种新型夹网成形器的主要优点是各个脱水区域的脱水状况和强度可以独立调节,以便能较方便地控制成纸的匀度、两面差等质量指标,并且能较好地适应不同浆料结构、不同纸种、不同车速、不同成形网等各种工艺参数的变化,操作窗口较宽,适应性较广。
8#纸机改造如全部照搬新型成形器的技术相对来说比较可靠,但改造更换的部件多、工作量大、投资也很大,不能充分发挥技术改造投资省、见效快的特点。通过与有关设备供应商的技术交流以及参阅大量的国内外技术改造的应用实例,并根据设计车速仅1100 m/min、网部脱水量相对不大的特点,拟采用多孔靴真空脱水技术代替昂贵的真空成形辊技术,并局部更换脱水成形区的脱水单元为可调式加载条,这种布局可以改善上网初期的脱水性能,有效控制双面脱水,保证了成纸匀度和正反面均匀一致。美卓、福伊特、安德里兹分别有此类可调板式脱水成形器的技术可供选择。图 3为局部式改造成形脱水区的改造方案[4,7]。
从图 3中可以看出,本次改造的关键点是由普通的实心成形辊和多孔靴真空成形板组成了类似现代高速纸机真空成形辊的作用,改变原来成形区适应性差的缺点,改善成形脱水质量和操作灵活性,预期项目投资省、效果好。
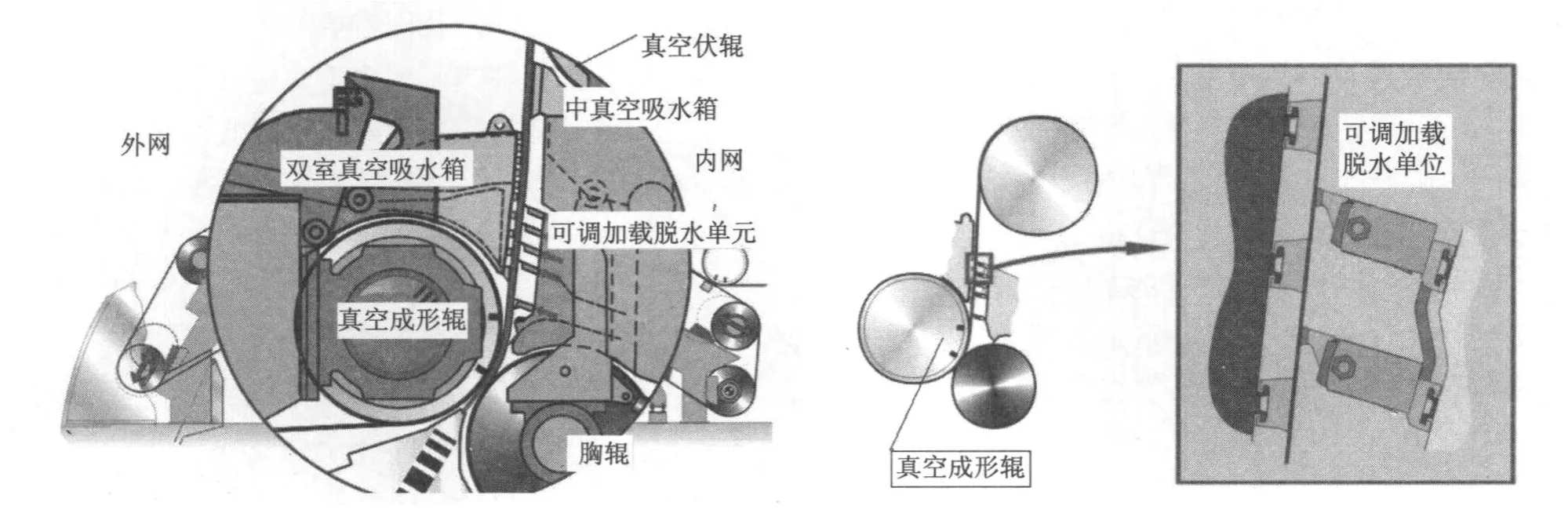
图2 现代纸机夹网成形部和成形区结构
2.2 压榨部
原压榨部机架为铸铁结构,三辊二压区复合压榨再加一道正压的设计,而且加压单元是气胎式,压区压力较低,不利于压榨脱水,造成仅经过两个压区的第一开放引纸处湿纸幅干度仅为 37%~38%,由于纸幅湿强度不够而造成压榨部断头较多,车速提高难度大,纸机运行效率低;又由于沟纹压榨辊没有可控中高,纸幅横向水分难以调节[2]。图 4为原压榨部的结构形式。
根据现代压榨部新技术结合原有压榨部结构,拟进行的改造方案有两种思路:修复性改造和结构性改造。
2.2.1 修复性改造
保留原三辊二压区的结构设计,更换沟纹压榨辊为可控中高辊,更换加压装置为液压方式,以提高压榨部脱水能力,提高湿纸幅干度,减少断头。这种改造方式投资较省,施工的工期也较短,但效果可能不是十分明显,因为广纸的 5#纸机也是类似结构,断纸还是较多。图 5为简易式的改造方案[4-5](方案一)。
2.2.2 结构性改造
考虑到现有的机架是铸铁结构,并且表面经过近 40年的锈蚀已出现剥落,而且机架没有悬臂梁结构,最好能利用这次机会一步到位全面改造,采用新型的钢悬臂梁机架,重新排列压区布置方式成四辊三压区的设计,使得第一开放引纸的湿纸幅干度达到44%,以大大减少断纸的机率和保证提高车速后的运行效率。目前大部分的新闻纸机都采用这种压榨形式高效运行,方案的可靠性很高。图 6为整体更换式的改造方案[4-5](方案二)。
但采用第二方案改造所需的工作量相当大,涉及到纸机基础的施工,停机的工期较长,并且在搬迁改造时会造成新增设备的浪费。
经过反复参阅大量的国外关于技术改造的资料[8],结合在开机过程中的经验,创造性地引入三辊二压区二压为靴压的概念 (一般最后一道压榨为靴压),以大幅提高湿纸幅的干度 (从原来的 38%提高到了 46%),压榨部机架和基础都可以保留,这样既具有方案一的投资省、工期短的优点,又可以达到方案二的改造效果。在这次改造过程中还充分考虑到了将来搬迁时彻底改为四辊三压方式的可能性,使得纸机在搬迁过程中可以进一步优化改造,新增设备全部重新使用,不会造成浪费。图 7为压榨部最终改造方案[5]。
2.3 压光机

图6 整体改造为四辊三压结构的改造方案
8#纸机现为六辊式机械压光机,全靠自重加压,没有调节手段控制成纸的表面平滑度,而且由于铁辊的硬压区致使纸张压薄,容易透印,不利于成纸定量的降低;印刷效果也不理想。拟整体更换为温度、压力可独立调节的软压光机,目前国内通用的配置为四辊双区的方式。图 8显示了软压光机的结构情况[4]。

图7 最后确定的压榨部改造方案

图8 四辊双压区软压光组合
了解到国外有几条全废纸脱墨浆的新闻纸生产线只配备了单区的软压光,因为脱墨浆纤维较软,相对较易被压光,但考虑到国内客户对新闻纸的表面平滑度要求比较高,简单采用单区软压光的方式存在一定的风险。为了保证选配方案既满足市场需求,又可节约投资,在公司现有双区软压光纸机上做了试验,试验结果见表 1。
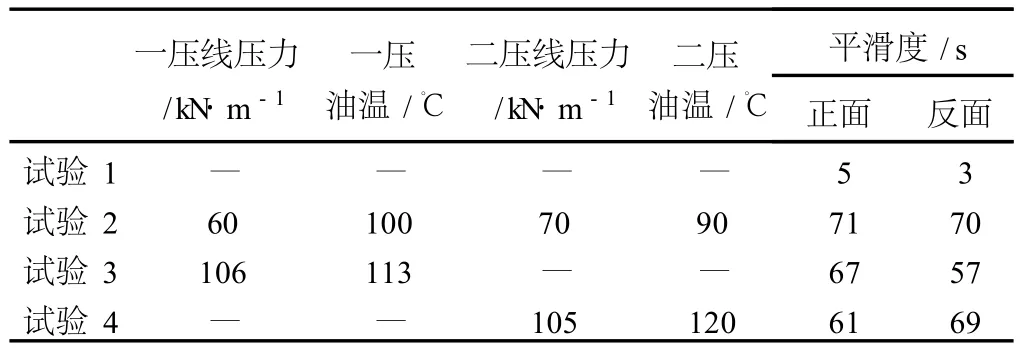
表1 软压光不同工艺参数对纸张平滑度的影响
试验结果表明,只要控制好软压光机压区的压力和温度以及辊子的组合搭配方式,单区的软压光机能达到客户要求的平滑度,平滑度两面差也可控制在合理的范围内。为了技术方案更加可靠,笔者还参考超级压光技术的做法,在与软辊接触的纸面一侧附加了1个蒸汽箱;软压光辊采用分区可控中高方式,有利于改善成纸横向松紧的一致性,提高印刷效率;热辊采用油加热方式,保证辊面温度。这种单区软压光机的选型方式比普遍采用的双区软压光方式可以节省软压光机改造投资 40%。图 9为单区软压光机的配置,根据压榨部结构形式,把压光机的热辊放在纸张的反面,利用压光机产生的两面差补偿压榨部的两面差,最终实现产品两面性一致。
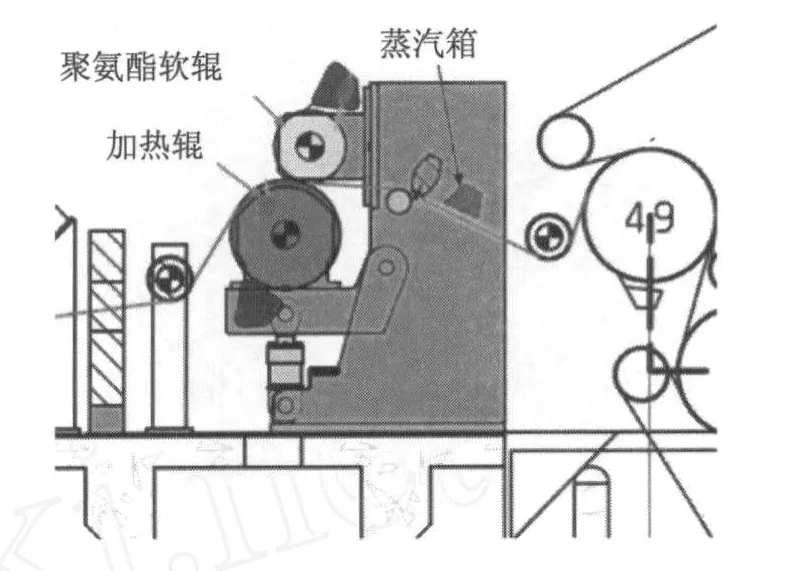
图9 单区软压光机
3 改造后的效果
改造项目按照确定的方向实施,试机生产的第一张纸目测最大的改进是匀度,纸质均匀,无亮点、洞眼现象。经过一段时间的运行,纸机开始转入正常生产,车速由 800 m/min提高到了 950 m/min以上,最高达 1050 m/min,产品质量、纸机能耗指标也明显改善。
3.1 产品质量明显提高
表 2为 8#纸机技改前后产品部分质量指标的对比,表 2中同时列出了本厂另外的现代化新纸机纸样的质量指标情况。
从表 2可以看出,技改后各项关键的印刷质量指标都有明显改善,特别是原来严重的印刷透印问题完全消失,成纸质量接近新纸机的水平。
3.2 单位产品能耗大幅下降
本次改造通过加强湿部脱水,湿纸幅出网部和二压的干度分别由改造前的 17%和 38%提高到了 19%和 48%;尽管靴压后的第三压榨有回湿,但改造后入干燥部烘缸的干度也由原来的 42%提高到了 46%,干燥部蒸汽消耗从原来的 1.83 t/t纸下降到了 1.59 t/t纸,吨纸综合能耗下降超过 10%。
3.3 技术改造投资效益分析
通过详细分析设备现状,找准问题,采用系统集成技术,用先进技术对现有造纸机的关键部位进行适应性改造,同比直接应用现有成熟技术进行替换性改造,既节约了 3000多万元的投资,还积累了丰富的技改经验,培养出了一批熟悉设备和工艺的高素质技术人才,成为了企业一笔宝贵的财富。

表2 技改前后质量对比表
4 心得体会
随着我国节能减排、产业调整政策的持续强化深入,对现有生产线进行技术改造将成为实现产业升级、节能减排快速有效的办法。技术改造的重点和难点在于怎样通过集成创新,综合考虑优选各种技术和解决方案,将各个分离的子系统连接成为一个完整、可靠、有效的整体,并使之能彼此协调工作。在项目实施的过程中,通过深入调查,充分分析,发现并处理了大量影响全局的细节问题,保证了项目的顺利投产。
4.1 在项目设计、现场测绘阶段发现,尽管在签订设备采购合同前已进行了详尽的技术交流,还是有许多原来没预计到的情况,例如原划针式切纸条装置不能满足软压光改造后的真空带引纸系统需要、压光后切边水针因卷取机不移动而安装位置受限、取消原网部弧形辊是否会造成成形网易打折等一系列影响全局的问题。通过增加优化改进措施,这些问题均得以解决,为整个项目的成功扫除了障碍。整个项目实施过程总共补充实施了 60多项变更改造项目。
4.2 试机后要根据开机的情况及时发现原来没改造的部位缺陷,消除瓶颈,以免影响技改整体效果。解决了试机过程中出现的压榨部引纸辊振动大、中心辊刮刀喷水润滑不良、三压回湿、干燥部机架振动、引纸绳系统故障高、压光油压低跳闸、油冷却器能力低造成油温高跳闸、压光软辊易脏且磨损快、真空引纸系统堵塞故障等一系列问题,保证了纸机的正常运转。
[1] 王锡华.造纸行业常见的节能技术介绍[J].中国造纸,2000,19(6):65.
[2] 王秋嫦.Bel-Baie II型夹网纸机的技术改造[J].造纸科学和技术,2007(6):50.
[3] 过盘兴.广纸#8纸机技术改造的节能效果[J].中国造纸,2009,28(10):84.
[4] Fiber&Paper.芬兰美卓公司技术资料.
[5] Twogether.德国福伊特公司技术资料.
[6] 奥地利安德里兹公司技术资料.
[7] Jor ma Vanttinen.Bel-Baie V夹网成形器[J].中华纸业,2004,25(12):27.
[8] IPW Technology Report(3)[J].International PaperWorld,2005,12:23.
(责任编辑:常 青)
Optim izing Rebuilding Solution for PM8 of Guangzhou Paper Co.,L td
J I ANG Peng1,2,*L I U Huan-bin1
(1.State Key Lab of Pulp and Paper Engineering,South China University of Technology,Guangzhou,Guangdong Province,510640;2.Guangzhou Paper Co.,Ltd.,Guangzhou,Guangdong Province,510280)
( * E-mail:gzm-jiang@163.com)
Rebuilding with economic suitable advanced new technology is one of the important ways for industrial up-grading,energy-saving and emission-reducing of the industry.Compared with building a new production line,the solution selection,the matching of the new and old systems,the project results and economic investment of the rebuilding are important in order to realize the advantage of the rebuilding.By analyzing the product quality and energy consumption problems in Paper Machine No.8 of Guangzhou Paper Co.,Ltd,several alternative technical integration solutions were suggested after investigation.By comparing the advanced level of the technology,the matching of new and old systems and economic efficiency of different rebuilding solutions,a solution with less investment and short rebuilding time,rebuilding the key parts of the paper machine with high-tech was adopted,and good results were achieved.
industrial upgrading;quality improving and energy saving;technical integration rebuilding;economic investment;solutions comparison and selection.
TS734
B
0254-508X(2011)04-0047-05
蒋 鹏先生,教授级高级工程师,在职博士研究生;主要从事造纸节能、技术集成等方面的研究和实践。
2010-12-17(修改稿)
