扬克烘缸卫生纸机的托辊压榨优化设计探讨
2022-07-11吕洪玉天津科技大学
吕洪玉 天津科技大学
张驰 卞学询 福佳大正机械有限公司
卫生纸机中的湿纸幅经过压榨脱水后,再进入扬克缸进行干燥,压榨脱水是最经济的降低纸幅水分的方法。由于托辊外侧包胶在线荷载作用下要发生变形,所以托辊与扬克缸接触为面接触。研究包胶辊面的变形将更新人们对扬克缸上荷载的认识,即托辊与扬克缸之间的载荷为面荷载。此外,本文对包胶变形的研究将对压榨性能与包胶辊的优化设计提供依据。
1 压区计算分析
1.1 压区宽度与压力峰值
卫生纸机中纸幅成形后,经传送进入干燥部。经过真空托辊进行压榨脱水后再进入扬克缸干燥。同时扬克缸上面有气罩装置,利用热风的射流强制对流蒸发干燥。其中托辊压榨是机械脱水,是最为节能高效的脱水方式。研究压榨效果的参数可以为扬克缸设计提供所需要的边界条件:托辊为包胶辊,在线荷载作用下与相邻烘缸之间相互挤压,使湿纸幅挤压脱水。如图1所示。

图1 卫生纸机干燥系统
卫生纸机压榨部设计是造纸工艺设计师与设备建造工程师关注的问题。笔者前期工作有托辊对于扬克缸的应力分析计算[1],托辊作用下扬克缸变形分析[2]。此后,对托辊引起扬克缸应力分析的不同算法进行了研究[3]。
首先,压榨辊的结构一般是在不锈钢辊芯的外侧包覆一定厚度的橡胶或是聚氨酯等粘弹材料。包覆层材料在压力作用下发生变形。由于此类材料为非线性材料,压区中不同位置的压力值[4]分布如图2所示。

图2 包胶辊的压区与峰值应力
研究表明,对于不同硬度的包胶,其压区不同位置的压力也有所不同[5]。包胶硬度高时压区偏窄,峰值压力高;包胶硬度低时压区宽度增大,峰值压力降低。如图3。

图3 不同包胶硬度变形
图3说明:(1)随着包胶材料硬度降低,压区宽度增大;(2)压区宽度值与压力峰值成反比。
1882年赫兹关于接触应力的数学模型[5]也说明了这一点。

b ——压区宽度;N ——线荷载
随着技术进步以及计算技术的提高,人们对于非线性材料特性的认识以及对压榨的分析计算能力有了很大的提高。安德里茨公司发布了Nip Cal[6]程序。当给定包胶辊与相邻辊的设计参数,该程序可计算出压榨的压区宽度、峰值压力、保压时间和压榨冲量值。
笔者所在的科研团队,开发了具有自有知识产权的带有压榨辊温度场分析的压榨分析软件Nip Comp[7]。这一计算分析软件具有计算速度快、精度高的特点,它为造纸厂、造纸机械厂与包胶厂技术人员提供了压榨分析工具,计算输出如图4所示。
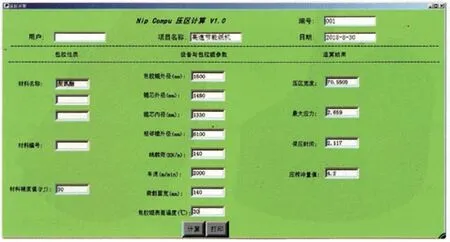
图4 Nip Comp压榨分析计算
托辊与扬克缸之间的载荷并非作用于一条直线上的线荷载,而是作用于一个压区内的荷载。线荷载的分布为一似抛物线的形状。扬克缸的强度与刚度有限元计算依赖于上述计算出的压区宽度与压力峰值,以面荷载输入荷载条件。压区宽度一般不大于60mm,因此在扬克缸计算中单元划分一般沿环向划分四排或六排单元计算精度已经足够(如图5所示),而接触面压强取中间值(图上近似也有足够的计算精度)。
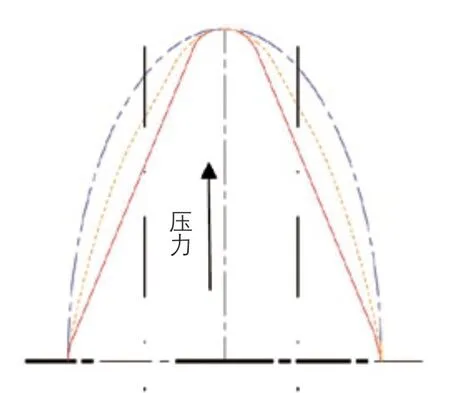
图5 压区单元划分
1.2 “线荷载”与压区荷载的对比
有限元分析的三维实体单元划分与应力分布如图6所示。

图6 有限元分析的网格划分及应力分布
将上述有限元分析结果与常规线荷载分析对比。由于采用了面荷载,沿扬克缸环向变形区域加大,而应力水平以及径向变形明显降低(如表1所示)。所以采用面荷载作有限元计算更接近扬克缸所受荷载的真实工况。
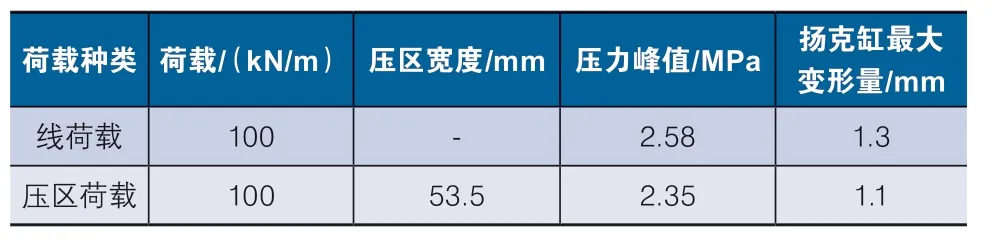
表1 “线荷载”与压区荷载对比
上述计算结果只是说明“线荷载”与压区荷载计算的对比,“线荷载”只是理论上的概念,并非真实工况,上述压区荷载的计算值是在给定扬克缸直径、运行车速、压榨辊的直径、包胶厚度、包胶硬度以及给定线荷载之下的一种计算值。随着这些参数的变化,压区宽度、压力峰值以及最大变形量等数值也在变化。对于“线荷载”,可通过有限元计算或通过近似计算方法计算压力峰值[1-2]及扬克缸最大变形量[3]。
2 压榨的优化设计
如前所述,当给定了包胶辊的结构尺寸、包胶硬度以及相邻辊的直径,通过Nip Comp程序计算分析,可以得出压区宽度、压力峰值、保压时间以及压榨冲击等数值。也就是说,在相同线荷载的作用下,不同结构的压榨辊,其压榨的效果是不同的。
现阶段研究结果还没有得到可以用来确定其压榨后干度值的托辊压榨的设计参数。这是由于影响托辊压榨干度的因素很多。除压榨辊结构设计参数外,还有辊子开孔、开沟以及真空设计等影响因素。但是工程实践表明,在真空托辊的结构一定的前提下,增加峰值压力会提高湿纸幅的干度。因此,在托辊压榨情况下,提高压力峰值是提高压榨干度的有效途径。
工程实践与计算分析结果表明,真空托辊压榨应控制其峰值压力在2.5~3.0MPa,最大压区宽度为60mm。适当的压区宽度可以保证压榨的干度与纸幅的松厚度。此外,根据赫兹原理可知,峰值压力与压区宽度成反比例,因此做压榨优化设计时应该充分照顾到这两个方面。
托辊的透孔与盲孔以及开沟设计的优化,直接影响着水分收集。已经有不少相关的专利技术[8]正在实施中。
压榨的保压时间越长压榨效果越好,保压时间也称压区停留时间(NRT),其计算方法是:

其中,纸机车速易于测量,而纸机方向压区宽度的变化极大。一般大直径压榨辊、硬度低的包胶材料会增加保压时间,优化设计过程也应适当考虑保压时间。
压榨冲击值是一个非常重要的参数,但是这一参数往往被忽略了,其定义是:

tb——冲量开始时间;te——冲量完成时间;p1、p2——纸幅两面压力。
如图7所示,水的移除能力与p1、p2间的面积成正比例,由此加大压区荷载与保压时间将增加水的移除能力[9]。为使p2线下移,增加p1、p2之间的面积,同时减少回湿现象,应该采用压榨专用毛毯,可达到此目的[10]。

图7 压区荷载影响水的移除能力
综上所述,湿纸幅通过压榨移除水分,其线压力会影响压榨效果。但给定线压力同时还要考虑其他影响压榨效果的因素,如压榨辊的直径、包胶厚度、包胶硬度等的选择,优化设计使压榨纸幅脱水效果更好。表2所示工程实例与计算分析均涉及到压榨的优化设计问题。
案例1与案例2为铸铁扬克缸,并使用燃气气罩,案例3为钢制扬克缸蒸汽气罩。案例1压区宽度尚可,但峰值压力较低,保压时间与压榨冲量均较低;案例2包胶厚度和包胶硬度降低,使得冲量上升。结合案例1、案例2,改进算例1,将线压提升到120kN/m,压区宽度、峰值压力、保压时间及压榨冲量均达到较好的效果。
案例3适用于蒸汽气罩,希望压榨效果有所提高。为此加大压榨辊直径,提高线压力,其结果更优于案例1、案例2的改进算例1,经现场测量,压榨后的干度可达到42%。
在此基础上我们又探讨了大直径6,100mm扬克缸的高速卫生纸机压榨设计算例2,也得到较好的效果。

表2 工程实例与算例
3 总结
扬克缸与托辊之间的线荷载的实际情况是,包胶在压力作用下发生变形,托辊与扬克缸接触为面接触,所以载荷性质是面荷载。面荷载作用应该用专用程序,如Nip Comp程序进行分析,确定其压区宽度与压力峰值等参数,再进行扬克扬克缸的强度与刚度计算。大量计算分析表明,以面荷载计算结果,扬克缸的应力与变形均低于以线荷载计算数值,其可靠性较高。
对于线荷载作用于扬克缸,其计算结果有压区宽度、压力峰值、保压时间与压榨冲量等参数,这里存在优化设计问题。压区力争宽些,一般数值应接近60mm为优,压力峰值应不低于2.5 MPa,保压时间与扬克缸车速、压榨辊直径相关联,应尽量控制在1.5ms;压榨冲量值应该控制在3.5kPa·s以上。因此压榨的优化设计是一个系统工程,需要综合考虑大量计算结果,才可以完成一个好的压榨设计。
此外,正确选择压榨毛毯,以减少回湿现象,增加出压榨干度,压榨辊开孔及配置真空辊等设计应纳于优化设计之中。
