浅谈造纸机压榨部的结构及发展现状
2014-08-09张灵敏
张灵敏
(维美德造纸机械技术 (中国)有限公司,上海,201809)
随着我国造纸行业的不断发展,造纸设备也从中等幅宽不断发展到较宽的幅宽,造纸机车速也不断地挑战新高。而压榨部是整个造纸机最为关键的部分之一,除了纸张的匀度、横幅定量差等少数指标与压榨部关系较小以外,其余的与造纸机有关的指标几乎都与压榨部有关。所以压榨部也有各种不同的结构类型来适应多样化的纸种生产和高速造纸机的需求。
1 压榨部作用
压榨部的作用主要可分为3个方面:①脱水,采用双辊挤压的方式尽可能多地脱水,以减少后期干燥过程的蒸汽消耗;②改善纸幅性能,增强纸幅内部结合力,同时提高纸幅表面平滑度,降低纸幅两面差;③传递纸幅,将纸幅从成形部传递到干燥部。
2 压榨部工作原理
2.1 脱水原理
压榨部的脱水采用双辊挤压作用对纸幅进行脱水,可以通过改变线压力和车速来进行脱水控制,同时尽量减少对纸幅的回湿。出压榨部的纸幅干度可达到45%~50%。脱水的效果主要和3个方面有关:①压榨部设备的选择和操作,如辊子类型,是否带沟纹及沟纹的大小,压榨压力的使用,辊子是否包胶及包覆硬度,压区长度等;②纸幅本身,如所用的浆料配比、填料量、打浆度、温度、纸张定量等;③压榨部毛布的选择,如毛布的可压缩性、含水量、毛布透气度等。
压榨部在压区的脱水主要可分为4个不同的阶段:①纸幅和毛布在闭合的压区开始压缩,只有少量的脱水以及气体从压区排出;②气体排出后,纸幅非常湿,压区压力增加使水进入毛布及辊子沟纹。在压区的中间位置,压力达到最大。毛布可通过毛布真空箱进行脱水,辊子沟纹的水通过离心力脱水;③压力开始降低,继续对纸幅进行脱水,纸幅干度在压榨压区达到最高值;④纸幅继续在压榨压区,在纸幅和毛布区域出现真空,会从毛布吸收水分到纸幅而出现回湿,为了减少回湿,纸幅和毛布在出压区后应当尽快分离,在分离的过程中水膜的分离也会使一部分水流进入到纸幅增加回湿。如图1所示[1]。

图1 纸幅在压榨压区脱水过程示意图
2.2 改善纸幅性能
在高强度的压力作用下,纸张纤维之间的接触点大量增加,增大了纤维之间物理接触力和化学力,从而大大提高了纸幅的综合强度,例如纸幅内部结合力的增强和抗张强度、撕裂度、耐折度等强度指标的大幅提高。
同时在高强度的压力作用下,使纤维能够很好地帖服在纸幅上并且能够使部分材料转移来提高纸幅表面平滑度,根据需要来选用压榨辊子的表面类型和毛布型号,有效地降低纸幅两面差。
2.3 传递纸幅原理
通过真空吸移辊,纸幅由成形部转移到吸移毛布上,一压之前的纸幅由下毛布支撑,因此降低了进压区时的抖动;在真空辊的帮助下纸幅从双毛布的一压转移到二压上毛布上,同时在进入二压压区前,二压下毛布对纸幅起到支撑作用。从二压压区到三压或到干燥部的转移通过转移真空辊或转移真空箱实现[2]。
3 不同形式的压榨部
针对目前常用的几种不同形式压榨部[1],简单介绍压榨部的布置。
(1)四辊三压区,如图2所示。
(2)直通式压榨一,如图3所示。
(3)直通式压榨二,如图4所示。
4 不同形式压榨部的优缺点
(1)四辊三压区压榨和直通式压榨的脱水不同,如图5所示。
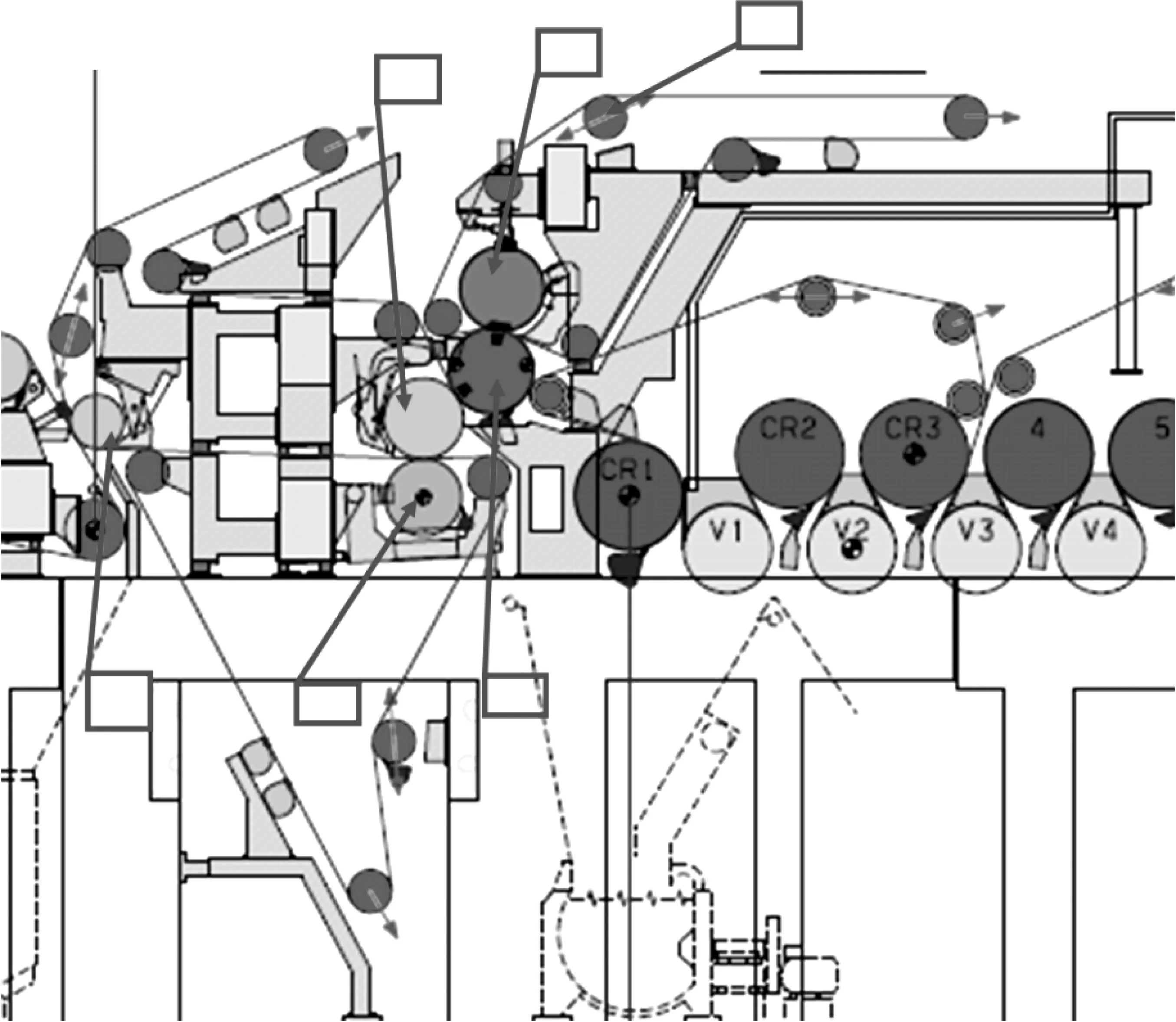
图2 四辊三压区压榨

图3 直通式压榨一
两者的脱水顺序不同,脱水的方向和对应的脱水量对纸幅质量的影响不同。从图2可以看到,四辊三压区压榨在3个压区的脱水情况,在一压是上下两面脱水,二压和三压由于中心辊为石辊,所以二压和三压的脱水只在一面脱水,脱水量随着纸幅干度的提高而减少;直通式压榨在两个压区的脱水情况,一压是两面脱水,二压由于下毛布通常使用传动带,所以造成二压下不脱水。当然使用石辊或者传送带,目的主要有两个,一是防止或尽量减少纸幅回湿,二是改善纸张的平滑度。
(2)四辊三压区压榨和直通式压榨的投资不同。
四辊三压区的优点:结构紧凑,投资少;缺点:从压榨到干燥部开式引纸,容易断纸,石辊的研磨,压区互相影响等。直通式压榨的优点:全封闭式引纸,成纸水分均一;缺点:投资大,占地面积大。

图4 直通式压榨二

图5 四辊三压区压榨和直通式压榨脱水示意图
(3)四辊三压区压榨和直通式压榨对纸幅的影响不同,如图6所示。
四辊三压区压榨为开放式引纸,成纸水分均匀性不如直通式压榨。
直通式压榨的优点:全封闭式引纸,成纸水分均一。

图6 四辊三压区压榨和直通式压榨的纸幅运行示意图
封闭式牵引,有利于稳定高速运行。双靴辊压榨,提高纸幅干度,纸幅干度根据纸种不同可达到48%~52%。配有3条毛布和1条传递带,保证纸幅稳定运行,获得较高的纸幅干度及良好的横幅水分分布。且可轻松调节各个压区而不互相干扰。
从成形部到压榨部纸幅直线运行,因此经过压区后纸幅承受的应力和回湿最小,纸幅全幅支撑通过压区,不需要单独的纸尾引纸,这是最安全有效的方式。
宽压区的靴压设计,与普通的辊子压区相比,其压榨时间长4~6倍。确保了足够的脱水流动时间和经过二压之后的高干度。同时二压底部为传递带。传递带是疏水性织物,以减少纸幅的回湿,因此经过压区后能够获得较好的横幅水分和干度。也适用于流量受限的纸种。
所有压辊为沟纹辊,可获得最佳的脱水效果。同时干度越高纸幅湿强度越高,从而提高运行性能[3],特别是在干燥部开始阶段。同时,可以节省烘干能耗。
可快速、容易地更换毛布。由于采用全悬臂式结构,可以使用无缝毛布圈穿入造纸机内。配有通风系统,有利于排出有害的水雾和气流。同时保持温度分布均匀。
5 结语
压榨部有几种典型的结构,以适应不同纸种和布置要求,也可以根据不同工厂的操作习惯和维护习惯来进行选择,当然也和工厂的投资要求有关。同时这几种类型的压榨部的配置也不是绝对的,可以根据不同纸种的质量要求来选择其中的辊子,例如靴压辊还是光辊压榨,使用真空辊还是真空箱,以及在压榨部的布置中是否有蒸汽加热箱等,需要根据各个不同的实例进行具体的分析来选择最适合的配置,以满足纸幅质量和产能的要求。
[1] 美卓造纸机械有限公司技术资料[S].
[2] 曹邦威,译.最新纸机抄造工艺[M].北京:中国轻工业出版社,1999.
[3] SU Xiong-bo,YANG Jun,HOU Shun-li.Studies on Mechanical Property and Running Ability of Frames in Press Section of Paper Machines[J].China Pulp & Paper,2011,30(10):42.苏雄波,杨 军,侯顺利.造纸机压榨部机架机械性能及运行性能的研究[J].中国造纸,2011,30(10):42. CPP