管材热处理生产线辊式矫直设备的选型
2011-09-26陈峰张超汪恩辉黄维勇张胜广
陈峰张超汪恩辉黄维勇张胜广
(1.中国重型机械研究院有限公司,陕西西安,710032;2.新兴铸管股份有限公司,河北邯郸,056300)
管材热处理生产线辊式矫直设备的选型
陈峰1张超1汪恩辉1黄维勇1张胜广2
(1.中国重型机械研究院有限公司,陕西西安,710032;2.新兴铸管股份有限公司,河北邯郸,056300)
归纳了国内管材热处理生产线对辊式矫直设备的主、辅机性能的基本要求,分析了目前国内市场两种主流机型特点。认为四滑架的机型在结构上具有一定优势,可以作为管材热处理生产线矫直机的首选机型。
钢管热处理矫直
对管材实施热处理工艺是实现各项力学性能指标提高的合理途径。目前,对管材的在线热处理包括管材的调质、淬火以及正火。经热处理的钢管发生了直线度、椭圆度、内部晶粒组织、残余应力的变化,因此要组织矫直工序,提高管材的直线度和椭圆度,降低内部残余应力。
热处理后的钢管内部晶粒组织的变化使其机械性能指标攀升(屈服极限高达1 180 MPa),导致矫直力能参数变大,对矫直设备的性能有了较高的要求,因此钢管热处理生产线矫直设备选型工作尤显重要。
1 管材热处理生产线所矫材料材质特点及矫后要求
管材热处理生产线矫直管材为正火或者回火之后的石油套管、钻杆、接箍料以及油管等。这类管材的突出特点是材质屈服极限高,管材径壁比较离散,来料弯曲曲率半径小,被矫钢管为热态(一般矫直温度为600℃左右)[1]。对矫后管材的通体直线度、椭圆度要求高,头部尺寸也有明确要求(管体直线度不大于1 mm/m,头部1.5 m内直线度不大于1.5 mm/m,单倍尺钢管全长直线度不大于2 mm)。
2 管材热处理生产线矫直设备的要求
因热处理生产线矫直机所矫钢管的头部尺寸特性,一般为快开形式的矫直机;因所矫钢管材质的机械性能特性,其矫直机设备负荷参数较大(设备强度高,刚性好)。
热处理生产线矫直机前、后台辅助设备的抑制被矫管材甩动、防止管材表面擦伤、稳定矫直等作用比普通矫直机在功能上要强劲一些。
矫直辊的频繁开启是热处理石油管材生产线矫直机的一个显著特点,一般的快开液压系统使用压力在20 MPa以上,因此在快开换向的过程中常常会表现出系统冲击严重、换向噪音大的现象。选用合理的液压快开系统,降低系统冲击和能耗是新上热处理生产线矫直机的迫切要求。
通过对热处理生产线矫直机的基本要求简要分析,我们可以认为,对一台热处理生产线矫直机的选择的核心是:在主机设备上关键结构要突现出其良好的刚度;液压系统要能够解决高压下的换向冲击问题;辅助设备能够抑制管材的甩动,保证稳定矫直。
3 热处理生产线管材矫直机矫直辊数的确定
国内钢管制造商对热处理生产线钢管的矫直后直线度一般要求为每米不大于1 mm(可以表述为1 mm/m),这个数值是在以钢管名义直径为114 mm,辊距为850 mm的六辊矫直机上理论计算得出的数值,因此1 mm/m这个数值要以具体的钢管直径和辊距来定,不是所有的六辊矫直机在其含盖范围内的钢管矫直后都能达到1 mm/m,对于不同于名义直径特别是名义直径大于114 mm的钢管矫直,1 mm/m的直线度要求,对辊距和辊身长度的要求是比较苛刻的,两者之间的平衡需要设计者对矫直理论有一定的认识才能给出合理的数值。
是否能够通过增加矫直环节来提高矫直精度呢,答案是肯定的[2]。例如,采用八辊或九辊,甚至于十辊矫直机矫直,随着矫直环节的增多,矫直精度会得到明显的提高,十辊可以达到0.3 mm/m的矫直精度,但是快开的机构增多,设备质量增加,液压快开系统烦琐,造价高,占地面积大,运行成本高,不是十分可取,所以需要根据具体的产品大纲和投资许可来确定矫直机的辊数以及辊系布置方式。
4 应用于管材热处理生产线矫直机的形式和优劣性分析
目前,国内市场热处理生产线的管材矫直机以两滑架和四滑架为典型代表,这两种机型是目前国内钢管热处理生产线的主流机型,其余机型也有使用,但都受使用厂家的产品种类以及投资情况的影响,按照管材高精度生产的要求,这些机型不能作为推广的主力机型。因此本文着重讨论两滑架和四滑架机型。
两滑架机型的典型供应商为太原重型机械集团有限公司和太原通泽重工有限公司,是在德国Meer管材矫直机的基础上发展起来的;四滑架的典型供应商为中国重型机械研究院有限公司(原西安重型机械研究所),是在英国专业矫直机生产商BRONX的矫直机技术上发展起来的。
4.1 两滑架机型
所谓的两滑架机型(如图1所示)是指每个矫直辊所在的滑架同时在2个立柱之上滑动,因为在2个立柱上滑动就称之为两滑架机型。
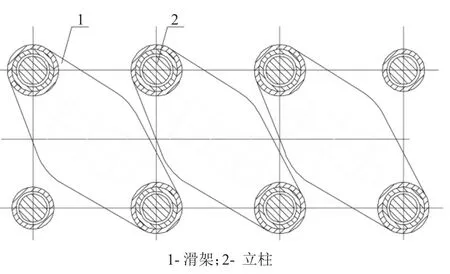
图1 两滑架机型的滑动梁示意图
两滑架机型的上辊滑架的平衡和矫直辊辊座的锁紧是靠共用2个平衡缸完成,上辊的压下为单丝杠中心压下(如图2所示),需要快开的矫直辊在滑架上有1个液压缸和压下螺丝连接,通过液压缸的伸缩实现矫直辊的快速避让。
下辊没有平衡机构,下辊角度的锁紧是侧向锁紧,不易于维护,也不利于实施快开。
角度的调节是通过调节与辊座连接的蜗轮升降机的伸缩实现矫直辊角度的调节,角度调节机构不是线性机构,不利于角度的准确检测。
主传动通常为一套减速箱,同时实现减速和分配功能,不易消除高速级的冲击。
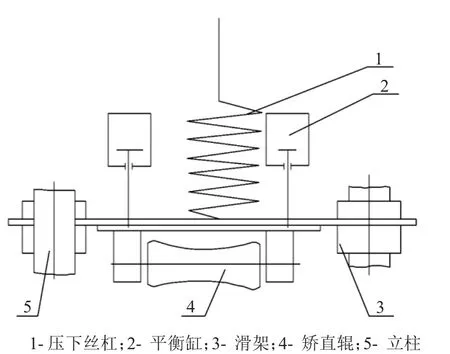
图2 两滑架的单丝杠中心压下机构示意图
上、下横梁多采用铸件,使得上辊压下以及平衡机构外露,整体造型不大美观。
4.2 四滑架机型
所谓的四滑架机型(如图3所示)是指每个矫直辊所在的滑架在4个立柱之上滑动,因为在4个立柱上滑动就称之为四滑架机型。
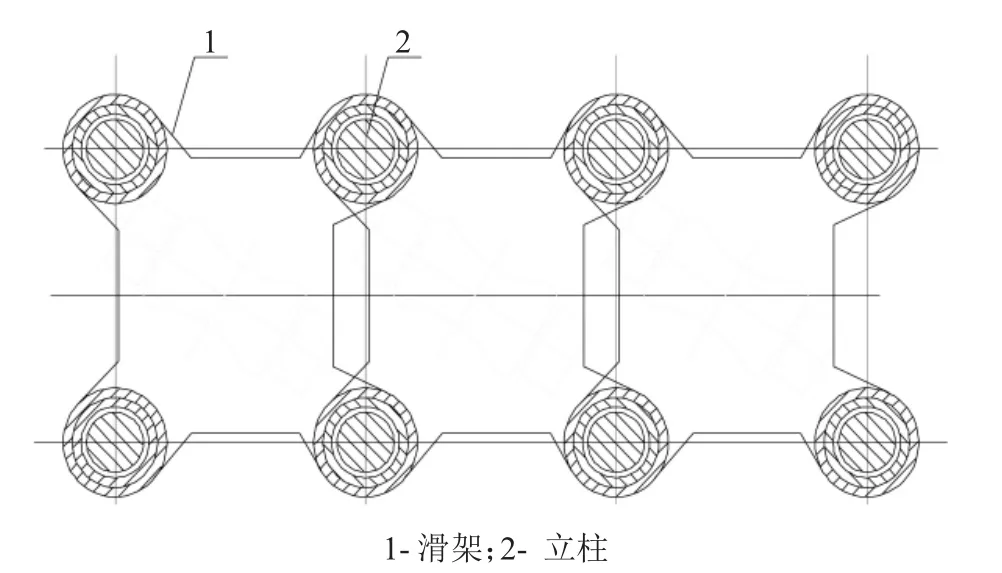
图3 四滑架机型的滑动梁示意图
上辊滑架的平衡用2个平衡缸完成,上辊的压下为单丝杠中心压下(如图4所示),需要快开的矫直辊在滑架上有1个液压缸和压下螺丝连接,通过液压缸的伸缩实现矫直辊的快速避让。

图4 四滑架的单丝杠中心压下机构示意图
上辊的锁紧是通过2个单独的矫直辊锁紧缸(图4中的序号3)实现的。
角度的调节是通过调节与辊座连接的托座实现的,调节机构为齿轮线性传递,角度调节精度高,重复性能好(角度的线性调节是西安重型机械研究所的专利,专利号为ZL2006 10105260.0)。
四滑架的尺寸优势可以将受矫直力大的矫直辊的压下丝杠做成双丝杠,可改善受力条件,增强矫直过程中设备的稳定性。
主传动通常为两套减速箱,一套实现减速,另外一套实现分配,能充分消除高速级的冲击,提高万向轴的疲劳寿命。
4.3 两滑架机型与四滑架机型的优劣性对比
4.3.1 滑架约束对比
对单个的滑架来说,两滑架机型为2个滑套,四滑架机型为4个滑套,在滑架平面上,四滑架机型的约束数量要多于两滑架机型,在滑套的总长度上四滑架的总长度为两滑架的1.5~1.8倍。从滑架的焊接以及机加工工艺上分析,四滑架的滑架焊接变形的倾向性小于两滑架机型的滑架,在机械加工方面四滑架的定位、装卡较两滑架容易,加工精度也较好保证。
4.3.2 角度调节的准确性能对比
两滑架机型的调节机构为非线性,四滑架机型的角度调节机构为线性。线性机构有利于角度的准确调整,不仅能准确调节当前的角度,而且角度调节的重复精度高,是真正意义上的自动调整。
4.3.3 压下丝杠与载荷中心重合与否的对比
在矫直力最大的矫直辊上,四滑架机型为双丝杠压下,而两滑架机型为单丝杠压下。一般的滑架式矫直机的载荷中心与滑架的几何中心并不重合,四滑架机型由于滑架面积增大,双丝杠的受力点连线经过载荷中心,使矫直过程相当稳定,同时滑架又在四个立柱上滑动,在力学上为超静定结构,稳定性能优越。两滑架的单丝杠中心和载荷中心不重合,易产生倾翻力矩,造成矫直过程不稳定。
4.3.4 换辊的难易程度对比
在换辊的难易程度上,四滑架机型能够准确地将矫直辊角度调整为换辊角度,不需人工干预,液压小车换辊,缩短了换辊时间,降低了工人的劳动强度。
4.4 两滑架机型与四滑架机型的优劣性总结
的锁紧和角度调节、滑架约束等影响矫直稳定和矫直质量几个关键性问题上,两滑架机型表现出了明显的劣势。从理论和实际使用的双重验证表明:四滑架机型优越于两滑架机型。
5 四滑架矫直机设计中需要解决的几个问题
5.1 关键参数的耦合问题
关键参数是指矫直辊初始中心角、矫直辊直径、辊身长度以及辊距。矫直辊直径由矫直力和矫直轴承大小决定,是不能随意修正的参数,矫直辊初始中心影响矫直效果和矫直机刚度(主要是横向刚度),因此对初始角度的选择至关重要。热处理生产线矫直机四滑架矫直机的中心角一般选择33°。
5.2 设备总体刚度的提高问题
总体刚度的提高主要是指两个方面,一是横向刚度的提高,即立柱与矫直机中心线横向距离的大小,以及两侧立柱与矫直机中心线的距离差值的大小。两者距离差值越小越好,需要平衡辊距和矫直辊初始角度。二是立柱刚度的提高,即尽可能地减小立柱受压长度。
5.3 矫直辊锁紧可靠性的保证问题
矫直辊锁紧为平面锁紧,因此要尽可能增大锁紧平面,提高锁紧缸直径,设置单独的锁紧缸油泵,实现动态补油。
6 热处理生产线矫直辅助设备配置选型
其余配置主要是指快开液压系统,主传动系统,矫直辊装配,前、后台设备配置。其余配置各个厂家提供得不尽相同,原则上是快开系统以冲击和换向噪音小为好,主传动系统以分配箱不设置传动比为好,矫直辊装配以满足换辊方便、轴向调整方便为好,前、后台以能够抑制管材甩动、防止管材表面擦伤、稳定矫直为好。
7 结语
经过对中心角和辊距以及辊身长度的反复推演,配合泵直接驱动液压快开系统,很好地发挥出了四滑架矫直机矫直热处理钢管的稳定性。实践证明四滑架矫直机可以作为管材热处理生产线矫直机的首选机型。
[1]高蓉,李平全.超精细钢管线管的工业生产[J].国外油田工程,2006,22(10):38-42.
[2]崔甫.矫直原理与矫直机械[M].北京:冶金工业出版社,2005.
(编辑:胡玉香)
通过上述主机的基本分析,不难看出在矫直辊
Abstract:The paper summed up the basic requirements to the straightening equipment for the heat treatment pipe,analyzed the features to main structure of straightening equipment,the 4 sliding socket has advantages,as a straightening machine to heat treatment pipe.
Key words:steel pipe,heat treatment,straightening
The Selection of Straightening Equipment for Heat Treatment Pipe
CHEN Feng1ZHANG Chao1WANG Enhui1HUANG Weiyong1ZHANG Shengguang2
(1.China National Heavy Machinery Research Institute Co.,Ltd.,Xi′an 710032,China; 2.Xinxing Ductile Iron Pipes Co.,Ltd.,Handan 056300,China)
TG333.2
A
2010-12-16
1672-1152(2011)01-0019-03
陈峰(1981-),男,于中国重型机械研究院有限公司第五研究室主要从事管材精密矫直设备的研究和设计工作,工程师。Tel:029-86322805,E-mail:taiyuancf369@163.com
