热轧带钢生产线物料跟踪原理及应用
2011-09-26闫丰梅
闫丰梅
(山西太钢不锈钢股份有限公司,山西太原030003)
热轧带钢生产线物料跟踪原理及应用
闫丰梅
(山西太钢不锈钢股份有限公司,山西太原030003)
介绍了太钢1 549 mm热连轧西门子SIMATIC TDC自动控制系统的物料跟踪的原理、跟踪的特性、数据传送流程以及与过程计算机的通信等。带钢跟踪控制是热轧自动化过程控制的基础,L1控制的核心,是实现热轧工艺自动控制的关键。
跟踪内部ID外部ID
太钢不锈钢股份有限公司(全文简称太钢)1549mm热连轧基础自动化是采用德国西门子SIMATIC TDC(SIMATIC and Technology Drive Control),即工艺和传动自动化控制系统。其使用连续功能图(CFC)和顺序功能图(SFC)来编程。基础自动化控制按功能性质可分为轧件跟踪与传输—MTR(物料跟踪)、速度逻辑控制(MRG)和线协调器(LCO)、设备控制—压下、设定控制(SDH)和实测数据采集(ADH)、模轧(SIC)等。轧线时序以及逻辑功能的控制全由MTR与LCO(线协调器)共同来控制其逻辑时序的动作。
物料跟踪在基础自动化的控制中是一个核心控制,物料跟踪的目的是根据板坯在轧线中的位置来确定各相关设备的动作,进行设定值的输出,如,侧导的对中、高压水的开闭、辊道的升降速、立辊的投入、精轧跟踪的启动、L2的设定与计算以及ADH实测数据的采集。物料跟踪功能的实现通过在轧线上位置准确定义的热金属检测器信号、轧制力信号和轧制方向信号来监视和计算板坯位置。这样就可以确定板坯头部和尾部的位置了。当板坯到达轧线上某一特定位置时,顺序控制就启动某一设备动作。
1 跟踪的原理
所谓的轧线物料跟踪就是控制钢坯的活动,控制轧线设备的动作时序,传输轧线数据。在TDC程序内部,它是通过每一块钢坯的内部ID(BASIC ID)作为识别来确认与传送。板坯的传输是生产工艺所要求的基本功能之一,它要以设备和工艺允许的最大速度来传输。为了能根据工艺要求对轧线上的多块钢坯进行传输以及控制,基础自动化需要知道每块钢所处的位置以及其位置的变化,这样就引进了轧线物料跟踪—MTR(Material Tracking),用它来协调各控制单元并获取数据。轧线跟踪在基础自动化、过程自动化中分别进行,但各级的要求不同并且以基础自动化的位置跟踪结果为依据。基础自动化的跟踪实质上是对生产线各轧件的位置及其变化进行跟踪的,并为顺序控制提供设备动作‘DO ACTION’信号。必要的材料跟踪信号及实际值由基础自动化系统L1传送给L2过程计算机,以便过程计算机对板坯进行跟踪以及数学模型的计算。基础自动化的位置跟踪结果通过报文的形式上送到L2自动化。过程自动化的跟踪实质上是对各轧件的数据进行跟踪以使数据和轧件能对上号,能正确地设定计算和自学习,同时也利用一些‘ACTION点’(时序启动点)来启动某些程序。下面主要以热连轧粗轧区的跟踪与数据传输为例来说明。
1.1 定义粗轧的跟踪区域
粗轧的跟踪是从轧线的第一个热检HMD0开始的,它位于粗轧第一组辊道的开始。跟踪结束点为粗轧的最后一组辊道的结尾。跟踪首先要精确地确定轧线的设备的物理位置,使PSH(原始数据采集)参数具有唯一性、连续性。每个轧线设备(包括检测器件)物理位置的改变都会引起跟踪的错误,跟踪要根据现场设备的情况来确定跟踪环的数目,跟踪的环最多可以分为18个段(18个MTR01块)。跟踪根据设备点数目确定(ACTION点)—用几个ANXOF块。MTR01块数目(在一个MTR01块中最多有两个检测器,否则重新对辊道进行逻辑划分。)跟踪连接了所有跟踪所需的HMD信号。跟踪区域见图1。

图1 跟踪区域图
1.2 跟踪的定义
轧线跟踪分为数据跟踪和物料跟踪。数据(ID)跟踪包含外部ID(钢卷号)、内部ID(Basic ID)、ME_CODE(L2与L1的通讯报文)报文交接确认;物料跟踪包含物料定位及物料长度计算。跟踪为其他的各LFE(逻辑功能单元)提供板坯的头和尾位置、带钢的长度、剩余长度等。MTR定义各LFE所需的动作点的ACT/NEXT的信息,MTR激活新BOOK IN的钢坯的PDH(原始数据)设定计算,PDH能够从MTR中请求到相关的板坯的位置,MTR对一些严格的信号设置窗口MTR采集可逆轧制的道次信号。跟踪定义见图2。
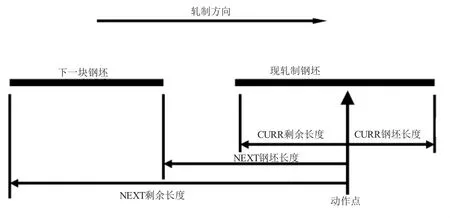
图2 跟踪定义图
1.3 跟踪特性的表现
(1)在窗口内检得(打开窗口)有效,在关闭窗口内检失有效。
(2)如果在打开/关闭窗口内不检得/检失,程序自动产生。
(3)带钢实际速度对跟踪起着非常关键的作用,速度不准将造成跟踪超前或滞后。
(4)当前和下块带钢长度对每个动作起取决性作用,启动轧线ACTION点的计算。
(5)自动和人工吊消跟踪及ID号,以确定本块钢跟踪结束。
2 数据的传送
MTR接受炉区的Discharge抽钢信号,L1发送TEL1000报文,L2接受TEL1000报文后,确认是轧制还是模轧数据,然后发送TEL1001报文,携带具体钢坯的数据。粗轧、精轧都接受到本块钢的设定数据。跟踪流程图见图3。

当MTR接受到TEL1001,MTR认为DATA OK,这时,钢坯从炉区运钢到粗轧。如果HMD0 ON时,MTR BOOK IN,跟踪启动,同时启动LCO,启动轧线的顺序逻辑控制。同时L1将BOOK IN信号通过报文发送到L2,L2分别启动粗轧、精轧模型服务器,分别对本块钢进行预计算。
MTR在TDC中的数据传送是通过BASIC ID来实现的,钢卷号(EXTERNAL ID)在L1的各TDC中是不传输的。MTR从TEL1001中获取数据以后,要告诉各LFE本块钢的BASIC ID,LCO要根据BASCI ID进行入口、轧制、出口区的逻辑数据交接以及判断时序。在动作点,MTR根据动作点的ACT ID、NEXT ID以及钢坯的位置来判断,是否从数据库中读取设定数据,进行设定。当ACT ID=NEXT ID时,各动作点进行下一道次或下一块钢的数据设定。
在跟踪启动的时候,会通过以太网TCP/IP与HMI进行通讯,将钢坯的信息显示在HMI上。操作工如果发现来料与数据有问题,可以通过HMI来吊销本块钢的数据(REMOVING TRACKING)或手动同步新的钢坯数据,这时L1发送TEL1050报文,L2返回TEL1051报文。与TLE1001报文不同的是,TEL1050是带上钢卷号去申请本块钢的数据。
当钢坯运送到距离精轧飞剪前10 m的时候,要进行粗轧、精轧数据的交接,粗轧根据位置判断,给精轧发送TAKEOVER握手信号,精轧根据轧机的设备状况是否能够接受粗轧送来的钢坯,然后给粗轧发送应答TAKEOVER信号。双方OK后,精轧BOOK IN本块钢的数据。当钢坯的尾部离开粗轧最后一组辊道的结束点的时候,粗轧MTR发送本块钢BOOK OUT信号。本块钢在粗轧的跟踪结束。
3 与L2数据的传送(SDH、ADH)
L1为宏跟踪,L2为微跟踪。L2是通过L1发送的各种报文来进行跟踪的。报文为应答式的,属于双工作业。实测数据采集ADH与设定数据采集SDH属于单工作业,SDH是L2向L1发送,ADH是L1向L2发送。报文分为多种,有申请数据报文,如TEL1000,TEL1050报文(相应的TEL1001,TEL1051为应答报文),状态信息报文TEL1010,它给L2发送跟踪的五个主要的阶段INLINE(BOOK IN MTR)、INPRODUCTION、PRODUCT、FINISHED(LAST MEAS VALUE SEND ADH)、BOOK OUT,设定预计算报文TEL1042(TEL1043为应答报文),TEL1038为位置检测,它为L2提供9个位置检测点,分别提供每一点的占有、头部上升沿、头部下降沿、尾部上升沿、尾部下降沿。TEL1041为材质信息报文,提供PRE与POST轧机前后信息。TEL1034,TEL1036为提取实测数据报文,其中TEL1036携带着钢坯的轧制道次号,每一道次的轧制长度。L1与L2报文的通讯是通过以太网进行通讯的。
SDH设定是根据板坯的位置及ID号进行设定的。它从L2接受报文然后分配数据到各逻辑单元(LFE)。根据MTR的要求,SDH将根据L2的“开”、“关”指令来分配设定值。MTR根据DO ACTION点的ACT LENGTH与NEXT LENGTH来进行设定点的动作位置,设备进行设定以及逻辑时序动作。
4 各ACTION的设定数据
每个检测点及动作点都有其相应的物理位置或相应的设备,对于每个ACTION点,MTR都有如下的描述:ID号、占有/空、动作点(每一个设备点都有它的起始位置和结束位置)、环境(前任设备,后续设备)。什么时候占有(第一个MTR块,在钢坯BOOK IN时候占有)。在传输中间过程中,在哪组的物理位置上,哪组占有,当BOOK OUT时,最后一个MTR块OFF,最后一个MTR块没有后续设备。)、定位特点(变长,不变长)、功能(每一个动作点能够激活其他的LFE的动作)。
输入MTR的是
SW:PDH报文
HW:HMD,压力,速度
输出MTR的是相关各动作点的ID号、板坯长度、头尾位置以及到达个动作点的可能的时间。
5 结语
这种跟踪与传统的跟踪在硬件上要求简单,热检在这里不是很关键,它只起到一个位置同步的作用(一些特殊的热检进行逻辑控制),影响跟踪的精确度,但不会影响到跟踪;对电气辊道速度特性要求比较高;要求通道畅通,否则就会造成跟踪超前或滞后,造成废钢。
(编辑:苗运平)
Abstract:This text introduce the principle and feature of the material tracking,data transport flow and communicate with process computer in tisco 1 549 mm.The material tracking is the basic of the automation control,the core of L1,it′s the key of the automation control.
Key words:material tracking,basic ID,external ID
Apply and Theory on Hot Strip Material Tracking
YAN Fengmei
(Shanxi Taiyang Stainless Steel Co.,Ltd.,Taiyuan 030003,China)
TG333.7+1
B
2010-12-13
1672-1152(2011)01-0032-03
闫丰梅(1968-),女,现为太钢热连轧厂TDC区域负责人,工程师。Tel:13753181626,E-mail:LHF1668@ 126.com
