耐磨技术在选煤厂的应用
2011-09-16曾庆刚徐学卫付超魁
曾庆刚,徐学卫,付超魁
(平煤股份田庄选煤厂,河南 平顶山 467013)
一、ARC高含量陶瓷耐磨涂层的应用
1.应用特点
ARC高含量陶瓷耐磨涂层是一种合成技术,由高含量陶瓷粒子增强物与100%非收缩性基础物合成,与传统的铸石、堆焊、陶瓷贴片及热喷涂技术相比,具备以下特点:
(1)现场施工方便
类似涂料施工,仅需刷涂即可,现场施工时间短,工作量小,易于掌握。
(2)附着力大
根据1997年挪威Surftec A.S工程实验室的MARK附着力测试(一种可以消除任何剪切负荷的独特仪器),结果表明ARC高含量陶瓷耐磨涂层(ARC855EN)附着力为58.21MPa。
(3)硬度高
根据ASTM D-785 标准检测,ARC890EN 硬度达109HRC,ARC897EN硬度达105HRC,远远超过耐磨钢和不锈钢。耐磨时间长,比铸石技术耐磨时间可提高一倍以上。
(4)化学耐受性强
100%纯固体,不含水及任何有机溶剂,固化后不收缩,保护层致密,无针孔。确保在冲击、腐蚀等工况下不会发生脱落。
(5)质量轻
其密度为1.6~2.3g/mL,仅为钢铁的1/4,可大大减轻设备负荷,极大地提高设备运行效率。
(6)应用广
广泛适用于设备耐磨部件或部位。适用设备广,易于成型,并可根据需要任意调整厚度及形状。
2.技术处理
平煤田庄选煤厂试应用ARC陶瓷耐磨涂层,在浮选机叶轮、螺旋输送机槽体等取得了较好效果。以选煤厂XJM-12浮选机叶轮防腐耐磨处理为例,现将ARC855EN陶瓷耐磨涂层施工步骤和技术要求总结如下。
(1)表面处理
首先要对表面进行处理,以达到刷涂的要求。
①如果设备表面有化学污染物,如油、脂、盐等,需要进行化学清洗(盐和酸碱用60~70℃热水或120~130℃蒸汽清洗,油脂需用溶剂或水性脱脂剂)。
②物理处理即喷砂。主要清除铁锈、、轧屑、原有涂层等。
喷砂检测目标值:清洁度为SA2%(SSPC-SP10)(SA系列标准为瑞典标准,SSPC系列标准为美国标准)。粗糙度为棱角75~125μm。
③喷砂用空压机的要求。排气量〉m3/min,额定压力〉0.7MPa,配备空气油水分离和干燥设备。
④喷砂料的要求。颗粒大小:8~16目,直径约2~3mm。硬度要求:对于普通硬度金属(铸铁、,不锈钢、碳钢等),要求喷砂料的硬度等级(Mohs)为石英砂硬度不小于5~6级,铜矿渣硬度不小于7.5级。
对于硬度较高的金属(如铬合金、锰合金等)要求喷砂料的硬度等级(Mohs)为棕刚玉或者氧化铝硬度不小于9级(Mohs硬度与洛氏硬度等级的比值约为1∶10)。
⑤检测工具。需有温度检测仪、湿度检测仪、粗糙度检测仪。需要检测室内空气湿度、温度,设备表面温度、湿度、粗糙度。施工温度应为21~32℃。
⑥酒精清洗。喷砂完后需用酒精清洗设备表面,以达到更高的清洁度。
(2)刷涂
按要求进行表面处理后,应在2h以内进行ARC涂料的刷涂。
①调配ARC涂料。为了促进混合,施工温度必须在21~32℃。每个包装组都以正确的比例分装,如有其他需求,依混合比例调配。混合质量比例为A∶B=6.8∶1。为防止在刷涂过程中涂料固化,应先进行部分调配,按一次性刷涂用量调配,在本次刷涂快用完时再行调配,这里需要用到电子秤。
②刷涂。浮选机叶轮所用ARC855EN的最小厚度为250μm,一般厚度为375~500 μm,本次刷涂厚度为0.8mm,须以两层方式涂抹,使用产品包装箱内部配备的刷子,将涂料完全涂抹于表面来达到理想的厚度。
ARC855EN可以重复喷涂而不需要额外的表面处理,只要表面是无污染的,且遵循一定的固化时间即可。超过时间,可用清洗剂去除多余残渣。
(3)固化及有关注意事项
①固化时间。在不同的温度和湿度下,ARC855EN固化的时间不同,见表1。
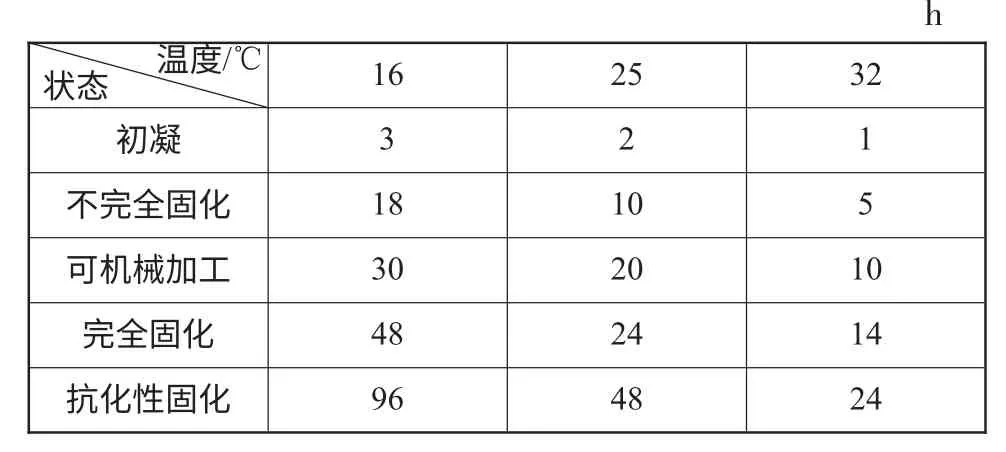
表1 ARC855EN的固化时间
②清洁。工具使用后立刻以溶剂(丙酮,二甲苯,酒精,甲基乙醇)清洗,一旦固化需要刮除工具上的余料。
③安全措施。施工中因为可能接触粉尘、有机物溶剂,要有相应的安全防护措施,准备必备的手套和口罩或防护服等,施工现场应保持通风状况良好。
二、自制耐磨修补剂的探索及应用
为了经济而合理地解决耐磨管道的局部磨损(特别是法兰、弯头处的磨损)问题,平煤股份田庄选煤厂通过在实践中的一些试验摸索,运用自制耐磨修补剂修复耐磨管道及溜槽等设备、设施,成本低,使用方便,取得了较好效果。
1.技术内容
(1)粘贴耐磨块修复耐磨管道
①技术关键:配制粘合剂。
②配制方法:将环氧树脂、乙二胺、二丁脂按适当比例掺合。经长期实验,通过控制各成分比例,可将黏合剂固化时间控制在4~96h。
③操作步骤:
a.用清洗剂对粘贴部位进行除油清洗。
b.对粘贴部位涂刷黏合剂。
c.将耐磨瓷块均匀贴上。
d.将贴好的工件放在通风处晾干。
(2)配制耐磨涂层修复耐磨管、法兰
①技术关键:配制耐磨涂层。
②配制方法:将环氧树脂、乙二胺、二丁脂、耐磨颗粒(由废旧耐磨瓷块或灰绿岩粉碎研磨制成)按比例调匀。经长期实验,通过控制各成分比例,可将涂层固化时间由240h缩短至4h左右。
③操作步骤:
a.用清洗剂对待粘贴部位进行除油清洗。
b.对待粘贴部位涂抹耐磨涂层,厚度根据实际情况而定。
c.将涂好的管道或法兰放在通风处晾干。
2.自制耐磨剂的主要成分及作用分析
(1)环氧树脂
①特性:固化后的环氧树脂对金属和非金属材料的表面具有优异的粘接性能,收缩率小,制品尺寸稳定性好,硬度高,柔韧性较好,耐碱、酸、盐等多种介质腐蚀的性能良好。
②作用:黏合剂。
③应用特点:具有很大的配方设计灵活性和多样性。能按不同的使用性能和工艺性能要求,设计出针对性很强的最佳配方。
④安全性:环氧树脂本身无毒,但由于在制备过程中添加了溶剂及其他有毒物,如:酚、环氧氯丙烷、甲醛、丙二烷等,其中甲醛及环氧氯丙烷是可能致癌的物质,因此不少环氧树脂因此“有毒”。
(2)乙二胺
①特性:碱性腐蚀品、易燃液体,无色或微黄色黏稠液体,有类似氨的气味,遇明火、高热或与强酸等氧化剂接触,有引起燃烧爆炸的危险。
②作用:环氧树脂固化剂。
(3)二丁脂(全称邻苯二甲酸二丁脂)
①性能:无色、无味、透明。
②用途:增塑剂。
③安全性:无毒。
(4)耐磨颗粒
用耐磨管道中的废耐磨陶瓷片或灰绿岩粉经研磨、粉碎后制成,增强耐磨性能。
三、使用效果
运用自制耐磨技术,配制耐磨涂层对选煤厂末煤系统321#溢流短节、DN400弯头等磨损旧件进行修复处理,修复部位共计三处,凉置10天后,重新安装使用,至修复面磨透,使用寿命将近1年。该技术成本低廉,能较大程度减轻工人劳动强度。目前,该项技术在逐步推广应用,在溜槽、调料扁嘴等磨损量大的位置上使用,都取得了较好效果。
