天然石材多线液压切割机床的设计与研究
2011-09-04牛兴坤张志军王树荣
牛兴坤,张志军,王树荣,张 杰,柴 娜
(1.沈阳理工大学机械工程学院,辽宁沈阳110159;2.燕山大学建筑工程与力学学院,河北秦皇岛066004)
用于各种天然石材、宝石、玻璃、硅晶体、石英晶体等硬脆材料的多线切割技术是近几年发展起来的,其以较高的加工精度和加工效率等优势,得到了迅速的发展[4]。
目前,日本TAKATORT公司的MWS-3020产品、瑞士M&B公司的DS261-DS264系列产品,在国内外使用广泛,但是价格昂贵[5]。国内许多院校和科技公司也研究开发了系列多线切割机,但大部分只能用于科研。
本文针对我国中小机床厂的特点,利用液压传动的诸多优点,研究设计了一种多线液压切割机床,为此类机床的发展开辟了一个新的方向。
1 机床的主要技术参数
最大工件毛坯尺寸(mm):800×800×800
金刚石线锯(mm):SD170/200PA5Φ1
线锯长度(km): 48
线锯最多条数(条): 20
2.1 坚持实事求是,与时俱进的工作方式方法。实事求是我们党一贯的工作准则。当前形势下,思想政治教育工作应当针对国有企业职工队伍思想变化,克服脱离客观实际的教育方式方法,要善于抓住主要矛盾,把思想政治教育工作与企业生产经营工作紧密结合起来,渗透到企业经营、管理各方面,理顺职工思想情绪,提高职工大局意识,使思想政治教育的效果体现在企业决策、执行、管理等环节。同时,把握好分寸,做好思想政治教育工作与职工的切身利益相结合,全心全意为人民服务,办实事,从根本上解决职工的合理诉求,改善职工生活中遇到的困难,促使职工把心思全身心的放到经营生产中来,提高企业的工作效率。
板材最小加工厚度(mm): 10
工作台进给速度(mm/min):5~15
最大走线(移动)速度(m/min):1000
工作台尺寸(mm): 1000×1000
2 机床结构布局与工作原理
天然石材多线液压切割机床的结构见图1所示。该机床是由四大部分组成:床身与支撑机构;走丝机构;工作台及进给系统;液压控制系统。
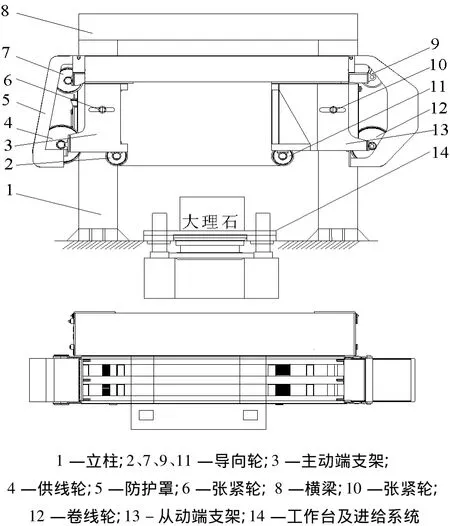
图1 机床结构
床身与支撑机构由立柱1、横梁8、主动端支架3、从动端支架13等组成。走丝机构由导向轮(2、7、9、11)、供线轮 4、卷线轮 12、张紧轮(6、10),液压弹簧等组成。
走丝机构的工作原理:在工作台实现进给之前,液压弹簧先压紧张紧轮6和10;卷线轮12和供线轮4再先后启动,卷线轮12带动支撑在导向轮上的走丝线由左向右进行切割运动;当走丝线完成石材的切割后,供线轮4和卷线轮12反向转动,将走丝线重新绕在供线轮4上。
走丝机构的技术要求:在石材切割时,卷线轮12先转动,供线轮4后运转,二者间隔时间1~3秒;液压弹簧压紧张紧轮时,张力随外载荷的变化而变化,使切割状态保持稳定。
机床的工作原理:当走丝机构正常工作后,石材安装在工作台,并按切削效率的高低和加工质量的好坏设定进给量,工作台带动石材实现向上的进给;走丝线完成对石材的切割并至终了;工作台向下快速运动到起点位置;同时供线轮和卷线轮反向转动,将走丝线重新绕在供线轮上,等待下一次的石材切割。
3 液压系统设计
液压控制系统在工作时应满足:走丝线在切割过程中的自动张紧;供线轮和卷线轮在启动时的先后转动;保证工作台的平稳向上进给和快速返程运动。
3.1 液压系统的组成
液压系统由工作台的升降液压缸、二个张紧液压弹簧、二个液压马达、二个比例节流阀、五个三位四通电磁换向阀、一个单向调速阀、二个减压阀、一个溢流阀、三个液控单向阀、一个压力继电器等元件组成。以实现金刚石线锯的张紧、卷线轮和供线轮的运转及工作台的平稳进给运动。液压控制系统如图2所示(见下页)。
3.2 液压系统的工作原理
①走丝线在切割过程中,液压系统中液压油通过14和15、12和13实现液压弹簧10和9伸出,压紧张紧轮;
②换向阀18和比例节流阀21动作,驱动叶片马达23带动卷线轮12转动。相隔1~3秒后减压阀17、换向阀19和比例节流阀20动作,驱动叶片马达22带动供线轮4转动;
③当走丝线正常运动后,换向阀5、调速阀7、液控单向阀6动作控制液压缸8带动工作台实现工作进给和快速返程运动。
4 基于Ansys下的整机动态特性研究

图2 液压系统图
该切割机床工作台做向上进给运动,走丝机构不做上下运动,整机在切割过程中不同模态的固有频率比较低。因此,用Ansys软件只研究机床的前十阶阵型。频率与振幅如表1所示(见下页)。
各阶阵型的振动状态:第1阶阵型沿X方向整体振动,第2阶阵型沿Z轴方向整体振动,第3阶阵型沿Z轴方向扭转振动,第4阶阵型是从动端支架沿Z轴方向振动,第5阶阵型是X轴方向振动和Y轴方向振动,第6阶阵型是主动端支架沿Z轴方向扭转振动,第7阶阵型是主动端安装棍轮的外部底座部分沿Z轴方向局部振动,第8阶阵型是横梁的扭转振动,第9阶阵型是从动端支架外部的护板、横梁、主动端外部支架发生局部扭转振动,第10阶阵型是从动端支架外部的护板沿Z方向局部振动。
给出整机模态的第3阶和第8阶阵型(图3、图4),表1给出整机模态前十阶的阵型参数,图5给出整机的总体应变状态。由图3可看出,X方向最大变形量出现在主动端支架下侧安装棍轮的外底座处,变形量为0.0406mm;最大应力出现在主动端支架和立柱结合处,其值为0.017GPa。
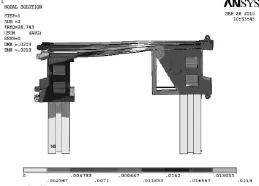
图3 整机模态的第3阶振型图
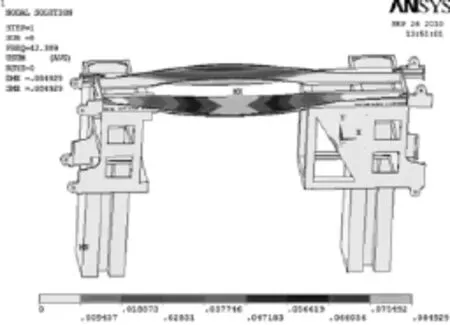
图4 整机模态的第8阶振型图
由图4可以看出,沿Z方向的最大变形位于内测横梁中部,其值为0.329mm。由图5可以看出,最大变形位置在内侧横梁中间区域,变形值为0.361mm。

图5 整机总体应变图

表1 整机模态前十阶的阵型参数
5 结论
1)机床加工过程中,张紧力能自动随负荷的变化而实现压力的自动调节;
2)在切割加工过程中,液压马达随负载的变化实现流量自动调节;
3)走丝机构由双液压马达驱动,其结构简单、调速范围大,且可实现无级调速;
4)第3阶阵型是横梁沿X轴方向扭转振动,影响前横梁和左前立柱的接触刚度;第8阶阵型是横梁沿Z轴方向振动,影响横梁的刚度。整机的最大变形发生在前横梁的中部内侧。
机床可配备沟槽不同宽度的轮系,以适合切割不同厚度的薄板。
[1]中川平三郎.用金刚石线锯高速高精度切割加工天然大理石[J].超硬材料工程,2006,18(6):42-47.
[2]陈冀渝.新型超薄石材切割机[J].石材,2006,18(6):35-36.
[3]王培磊.金刚石框架锯结构优化及其关键技术研究[D].济南:山东大学,2009.
[4]高伟,刘镇昌,王霖.硬脆材料的线锯切割加工技术[J].工具技术,2001,35(11):6-9.
[5]王琮.多线切割机的现状和发展趋势[J].电子工业专用设备,2008,37(11):11-15.
