1550mm连退机组四辊平整机技术与应用特点
2011-08-25戚新军孙浩然何晓波
戚新军 孙浩然 王 震 何晓波
作者通联:安阳钢铁股份公司冷轧工程指挥部 河南安阳市 455004
E-mail:qixinjun76@163.com
1.概述
经过再结晶退火的冷轧带钢需要进行平整,以获得交货状态需要的各种性能。从压下变形看,平整的实质是一种小压下率(0.5%~4%)的二次冷轧变形。平整作为冷轧带钢生产的重要工序,主要目的是:消除退火带钢的屈服平台,防止在冲压加工时产生滑移线,调制好带钢的力学性能;改善带钢的平直度,得到较为平坦的带钢;通过对平整机工作辊表面的毛化处理,使带钢表面呈现不同粗糙度的表面结构,以得到镜面钢板或深冲用途的钢板。
目前作为冷轧带钢先进生产工艺的连续退火机组,其实质就是把传统的退火工艺和平整处理工艺结合在一起的连续式生产工艺。选择合理的平整机机组与连退炉相结合,是连续退火机组高效率、高质量、低成本、低消耗生产的关键。
2.安钢四辊平整机结构及设计特点
根据产品性能的不同,目前连退机组平整工艺的设备布置形式主要有三种,一是只布置1架四辊平整机,二是布置1架四辊平整机、1架拉矫机,三是布置一架六辊平整机。
安钢1550mm冷轧项目连续退火机组以生产高档家电板、建筑板为主,产品强度属中、低强度级别,根据其产品定位,选用了四辊平整机组,机组由入口四辊张紧辊组、四辊平整机、干燥器、出口四辊张紧辊组组成(图1),整体从日本新日铁引进。四辊平整机主要参数:工作辊尺寸(510~460)mm×1590mm,支撑辊尺寸(1300~1200)mm×1550mm,最大轧制压力 1000t,最大弯辊力60t,延伸系数0~3%,驱动方式为下支撑辊传动,最大张力35MPa,最大工艺速度700m/min。
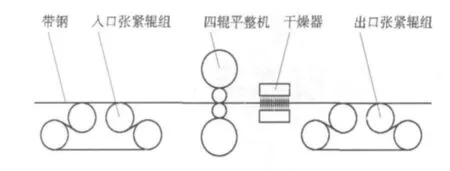
图1 平整机组布置图
该平整机除采用常规的湿平整生产工艺、张力自动控制、延伸率在线检测、轧制力闭环控制、直流调速技术和速度电流双闭环系统外,还适于安钢1550mm连退机组的如下设计特点。
(1)大支撑辊设计。与通常四辊平整机相比,安钢连退机组平整机辊系配置一个显著特点是支撑辊直径大(比常规配置四辊轧机支撑辊直径大200mm左右),采用大辊径支撑辊可提高轧机机架刚性,增加轧机横向刚性稳定性,并更有利于改善板形质量(这一技术新日铁已申请专利)。
(2)双凸度辊型设计。针对该机组四辊平整机只有弯辊功能,无中间辊窜辊功能,其横向刚性稳定性差,造成的产品横向厚差和边部减薄缺陷。通过对轧制时间、轧制速度、轧制品种、轧辊磨损及冷却条件导致的轧辊温度变化和轧辊热凸度变化的研究,找出因轧件厚度、轧件宽度、轧制张力、轧件力学性能不均匀等因素导致的轧制力的大小及沿横向分布规律。依据产品强度、宽度、厚度不同,采用特有的工作辊双凸度辊型设计,配合强化的工作辊轴承座,增大液压弯辊力技术,有效解决了上述板形缺陷。
(3)高张力生产工艺。在平整机作业中,张力除能有效保证平整机稳定工作外,采用高张力生产工艺不但可降低轧制力,而且对板形质量特别是平直度的提高有显著的作用,因此在该机组平整段中前后张力机组均采用四辊式张紧辊组,平整机前后最大单位张力均能达到36MPa,基本接近拉矫机的张力数值,这一设计完全满足了安钢连退机组产品大纲中所有强度级别产品对平整工艺张力的要求,这也是该机组去掉拉矫机组,完全凭借平整机处理带钢的主要原因。
(4)加减速轧制力自动补偿控制。在平整机延伸率控制方面,除运用轧制力闭环控制、反馈值在线处理、恒速时延伸率偏差补偿等技术外,针对平整机在过焊缝、表面质量检查、出口飞剪剪切带钢出现加减速时,延伸率波动加大的情况,采用了高响应性液压压下和轧辊定位技术,可以瞬时对轧制力进行自动补偿控制,以消除加减速时出现的延伸率波动。
(5)先进的过焊缝技术。由于该连退机组采用窄搭接焊机,焊缝处材料质量较带钢其他位置相对较差,因此在平整时,为避免断带和焊缝对平整机工作辊的影响,一般情况下焊缝处不进行平整,这就要求平整机在焊缝处,能快速打开和闭合,减少无平整带钢长度。在该平整机上采用两种过焊缝方式:快速打开方式和软平整方式,可根据不同钢种和实际生产情况进行选择。快速打开方式和软平整方式均能保证不平整带钢长度小于15m。
(6)轧制线自动调整技术。在实际生产过程中,由于工作辊辊径的不同,可能导致平整机在换辊前后轧制线不在同一水平线上,从而造成生产停顿。该机组平整机配置有轧制线自动调整技术,根据工作辊辊径,自动计算出轧制线位置,并通过安装在机架上的轧制线调整设备,调整轧制线高度,从而保证换辊前后轧制线保持在同一水平线上。
(7)轧辊快速更换技术。为适应连退生产线连续稳定高速运行,安钢1550mm连退机组采用先进的工作辊在线更换技术,可以使工作辊的换辊时间控制在90s以内,从而保证在生产线连续运行情况下进行平整机工作辊更换。
应用实践表明,安钢连退机组四辊平整机结构简单、工艺特点突出、流程优势明显,较好地满足了安钢产品质量要求。
1 傅作宝.冷轧薄钢板生产.北京:冶金工业出版社,2005
2 陈守群.中国冷轧板带大全.北京:冶金工业出版社,2005
3 黄才铨.宝钢1550连续退火机组平整机延伸率控制技术.冶金自动化,2004(1):30~34