凸度仪校准片厚度序列选取的理论分析和仿真
2011-07-30邢桂来张玉爱苗积臣
邢桂来,张玉爱,苗积臣
(清华大学 核能与新能源技术研究院,北京 100084)
X射线钢板凸度在线检测系统(以下简称凸度仪)是热轧钢板生产线上用于对热轧钢板凸度以及断面厚度进行实时检测的系统。清华大学核能与新能源技术研究院研制的凸度仪的工作原理是,分布在两个不同位置的X射线源对同一段钢板进行投影(厚度测量),获取两组投影数据,然后结合X射线源与探测器及钢板间的几何关系、辐射放射物理规律,以及特殊的算法,重建钢板沿宽度方向的厚度分布,以确定钢板的凸度和厚度轮廓。其基础在于X射线源对钢板厚度的测量,在一定X射线源参数(确定的管电压和管电流)下,经一定厚度的某种材质的钢板衰减后,探测器的输出指示钢板的实际厚度。X射线为连续能谱,连续能谱经钢板(通常为合金)衰减的过程很难用解析式进行精确的表达,因此,必须通过实验的方法,用一定厚度的钢板序列对系统进行标定,从而将探测器的输出与实际的钢板厚度进行关联。
理论上,对连续厚度的校准片进行在线位置的测量时,得到的数据即可直接转换为厚度(即对探测器的每一输出,均有与之对应厚度的校准片),但实际上,不可能、也不必对连续厚度进行标定,而只需取一定数量、特定厚度的校准片进行标定,取得标定数据,然后用标定数据拟合或插值形成标定曲线。实际测量钢板时,用探测器的输出在标定曲线上反查或计算,即可确定被测钢板的厚度。这种厚度测量方法要求用标定数据进行拟合或插值得到的拟合曲线尽可能接近理论衰减曲线,误差在一定范围内(考虑到重建误差、射线涨落等系统其他方面的误差,因此获取拟合曲线的误差应尽量小)。
用标定数据进行拟合或插值获取的标定曲线的误差,除与所使用的拟合或插值的方法有关外,很大程度上依赖于校准片厚度序列的选择。因此,必须对上述校准片的数量和厚度进行分析计算和选择,以达到系统的精度要求。
1 校准片厚度选择方法和流程
校准片厚度选择的方法和流程可归纳为以下步骤:1)对物理过程建模,用于计算校准片厚度与探测器输出之间的对应关系;2)根据实际所需的测量范围(量程)选择一定的厚度序列,作为仿真计算的初始值,初始值的选择以较薄区域厚度点密集、较厚区域厚度点稀疏为标准;3)利用步骤1所建的物理模型,计算厚度序列中每个厚度校准片对应的探测器的输出值;4)用一定的拟合或插值方法,对步骤2得到的一系列厚度、探测器输出数据进行拟合或插值等处理,得到校准曲线;5)检验校准曲线的精度,可按步骤3的计算方法,以一定步长(远小于校准片最小厚度间隔)计算量程范围内各厚度点对应的探测器输出值,然后逐点对步骤4得到的校准曲线进行检验,考察曲线上点与利用步骤3计算得到的理论值的差别是否满足预定精度要求;6)确定校准片序列,如果步骤5所有检验点达到预定精度,则所选取的厚度序列合理,否则根据所能达到精度的情况修改厚度序列,回到步骤3,重复计算过程,直到达到预定精度。修改校准片厚度序列时,可将不满足精度要求点最近的校准片厚度向该点方向适当移动或在不满足精度要求厚度点处增加校准片厚度点。
2 物理模型的建立
仿真物理模型主要包含两部分:X射线源能谱模型和探测器的能量响应模型。
X光机产生的能谱为连续谱,图1为一X光机的能谱(140keV)。目前X光机能谱分析的理论和方法已较为成熟,通常的方法有以下几种:实验方法、经验方法、半经验方法以及蒙特卡罗方法[1]。每一种方法均具有各自的适用范围和优缺点,但总体上,它们之间的误差通常不大,对于一般不要求太高精度的场合,均可适用。本文所使用的是TASMIP[2]方法,它属于上述半经验方法,可对最高140keV的X光机能谱进行准确计算。

图1 X光机能谱(140keV)Fig.1 X-ray spectrum (140keV)
探测器的能量响应模型反映探测器对不同能量光子的响应能力,通过单位数量具有某种能量的光子在探测器中产生的输出值大小来体现。因探测器对不同能量光子的探测效率不同,但经一定的优化设计,在光子能量范围不大的情况下,探测器对不同能量光子的探测效率差别不大,因此本文假设探测器对不同能量光子的探测效率相同,且光子被探测后,其能量全部沉积在探测器中(以气体电离室为例,光子能量全部用于产生气体分子的电离)。
基于上述模型,建立如图2所示的仿真模型。X射线源的电压设定为140kV,靶点材料为钨,可根据实际需要设定X光机窗口材料。校准片为某种合金材料(密度为ρ,共含有c种元素,Pj(j=1,2,…,c)为第j种元素在合金中所占质量百分比,x为校准片厚度)。将X光机能谱离散化,简化为含有n种能量的光子的射线束,第i种光子的能量为Ei,强度为I0i(i=1,2,…,n),其在第j种材料中的质量吸收系数为μmij,在探测器中的探测效率为αi,经校准片衰减后的强度变为Ii(i=1,2,…,n)。

图2 X射线衰减模型Fig.2 Schematic for X-ray attenuation
如上所述,假设各种能量的光子在探测器中的探测效率相同,为α,则探测器中沉积的能量为:

3 仿真结果及讨论
在待测钢板厚度为0.9~6mm时,X光机(钨靶)的参数为140kV、10mA下,利用上述模型和给定计算方法,以及对探测器输出值取对数、样条插值等曲线处理方法,当设定需达到的精度后,即可计算出可用的校准片厚度序列。例如,在校准曲线0.1%精度要求下,可取0.50、0.75、1.00、1.50、2.00、2.50、3.00、4.00、5.00、6.00mm作为校准片厚度序列。仿真结果示于图3。对不同厚度的校准片生成标定数据,通过3次样条差值方法,得到图3a中所示的标定曲线。图3b为精度分析结果,当选择此校准片序列时,0.63、4.50、5.50mm 处的误差较大,但均小于±0.10%,其它厚度处的精度在±0.02%以内,标定曲线达到精度要求。
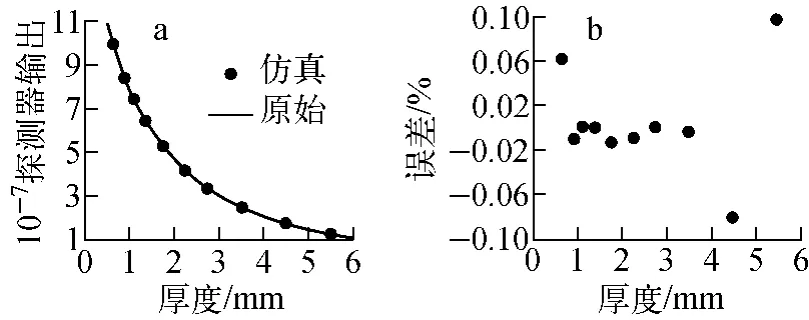
图3 仿真结果Fig.3 Result of simulation
这里需明确两点:
1)厚度序列选择不唯一
上述虽给出了1个确定的厚度序列,但并非只有这1组厚度序列可用。相反,理论上可被采纳的厚度序列有很多,只不过其差别不大,只要拟合精度达到要求,使用其中的任何1组均可。
2)同一序列中的厚度可允许一定的误差
这实际上给加工校准片以很大的灵活度,只要每块校准片的平行度(同板差)、表面粗糙度达到要求,即使其厚度与设计值有一定误差,同样可达到校准的需要。
另外,根据文献[2],TASMIP方法生成能谱的最高能量为140keV,在需仿真更高能量X光机能谱时,可选用蒙特卡罗等方法生成X光机能谱,此时,X射线的最高能量无限制。
4 结论
本文对X光机能谱经钢板衰减的物理过程进行建模,并利用此模型对校准片厚度序列进行仿真计算,根据给定精度的需求,计算出与之相应的校准片序列。本文给出的计算结果对实际校准片的厚度选取有现实的参考意义。在所研制凸度仪系统样机的校准片厚度选取中,该方法得到了实际应用。
[1]AY M R,SARKAR S,SHAHRIARI M,et al.Comparative assessment of different computational models for generation of X-ray spectra in diagnostic radiology and mammography[J].Med Phys,2005,32(6):1 660-1 675.
[2]BOONE J M,SEIBERT J A.An accurate method for computer generating tungsten anode X-ray spectra from 30to 140kV[J].Med Phys,1997,24(11):1 661-1 670.
