基于Pareto最优解的零件制作方向优化研究
2011-07-29刘厚才廖艳春
刘厚才, 廖艳春
基于Pareto最优解的零件制作方向优化研究
刘厚才, 廖艳春
(湖南科技大学机电工程学院,湖南湘潭 411201)
分析了快速成型工艺中零件制作方向对制件表面质量、所需支撑面积和零件制造时间的影响,分别建立了它们的优化数学模型。采用了基于Pareto最优解的多目标优化遗传算法NSGA-II进行优化计算,通过与单目标优化方法求得最优结果的对比,表明用多目标优化方法进行零件制作方向的优化计算,不仅可以求出比单目标方法更优的解,而且通过一次优化计算就可得到多个较优的零件制作方向。
计算机应用;快速成型;多目标优化;零件制作方向;Pareto最优解
在快速成型技术的制造过程中,零件的制作方向是一个非常重要的工艺参数,它直接影响制件的表面质量、支撑结构、制作时间等指标,并最终影响着零件的制作成本。在当前许多商品化的快速成型系统中,零件的制作方向仍然靠用户人工选择,这样,零件制作方向的选择在很大程度上取决于用户的经验和主观技巧。对于形状和结构较简单的零件一般凭直觉或经验比较容易确定一个较好的零件制作方向,但是对于形状和结构较复杂的零件就很难凭直觉或经验选出一个较优的零件制作方向,而且大多数用户不具备这种能力。为了解决这个问题,国内外研究人员通过采用不同的方法对零件制作方向与这些指标的关系进行过理论分析与研究,建立零件制作方向的优化数学模型,并对优化模型进行数值求解,以实现对任意形状和结构零件制作方向的自动优化方法。零件制作方向的优化是一个多目标优化问题,目前有关零件制作方向的优化研究要么进行的只是单目标优化研究,要么就是先通过线性加权法将多目标优化问题转化为单目标优化问题,再采用单目标优化方法求最优解。这是一种先决策后搜索的寻优模式,本质上仍然属于单目标优化,其存在如下明显的不足:第一,目标权重作为决策者的一种偏好信息,一般很难预先确定;第二,每次计算只能产生一个最优解,且优化结果对权重系数的分布很敏感;第三,决策者往往希望提供多种方案以供选择,而该方法只能提供唯一解。为此,本文将基于Pareto最优原理的多目标优化方法用于快速成型工艺中零件制作方向的优化研究,为零件制作方向的优化研究提供了一种新思路,该方法经过一次优化计算就可以获得各目标在不同权重分配情况下零件制作方向的多个最优解的集合(即Pareto最优解集)。该方法更好地反映零件制作方向多目标优化的实质,可以实现了真正意义上的零件制作方向的多目标优化。
1 多目标的优化模型
根据已有的研究成果可知,在快速成型加工过程中受零件制作方向影响最大的主要是3个指标:零件的表面质量、零件所需的支撑和零件的制作时间。本文也选用这3个指标作为对快速成型工艺中零件制作方向进行优化的目标。
1.1 以表面质量为目标的优化模型
在快速成形技术中,零件的制造过程是先对三维模型进行二维离散,然后再用二维离散数据堆积成三维实物,因此,在零件的倾斜表面上会留下大量的呈楼梯状台阶,这在快速成形技术中被称为台阶效应(staircase effect),是由快速成形的固有成形原理带来的。台阶效应会导致实际的零件表面与期望的零件表面存在一定的体积误差。易知通过减少因台阶效应产生的体积误差,可以提高零件的表面质量,因此以零件表面质量为优化目标可以通过选择一个零件制作方向,使因台阶效应产生的体积误差最小来实现。
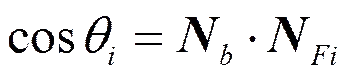
在快速成形工艺中,零件模型的接口文件一般都是采用STL文件格式,STL文件是通过用三角形面片的方法来逼近模型表面。假设用表示第个三角形面片的外法线方向的单位矢量,A表示该面片的面积,表示与之间的夹角,面片的3个顶点坐标为:P(x,y,z), P(x,y,z),P(x,y,z)。是选定的在模型坐标系下零件制作方向的单位矢量,是零件制作方向与轴之间的夹角,是零件制作方向在平面上的投影与轴之间的夹角,则有。
以零件表面质量为目标的优化模型可表述如下
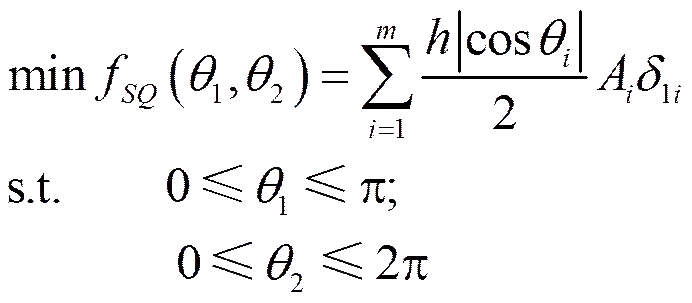
式中为零件模型的三角面片的个数
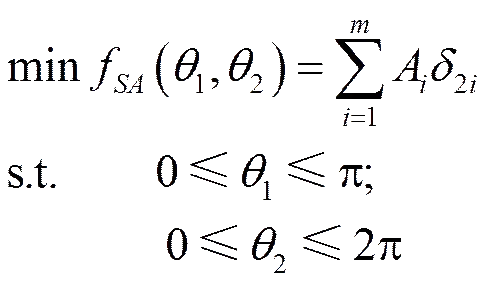
1.2 以支撑为目标的优化模型
快速成型工艺中,在零件的悬空部位下面一般需要设置支撑。本文在进行制作方向优化时只考虑支撑面积,且只计算外法线朝下的三角形面片的面积。因此,以减少支撑为优化目标的模型如下
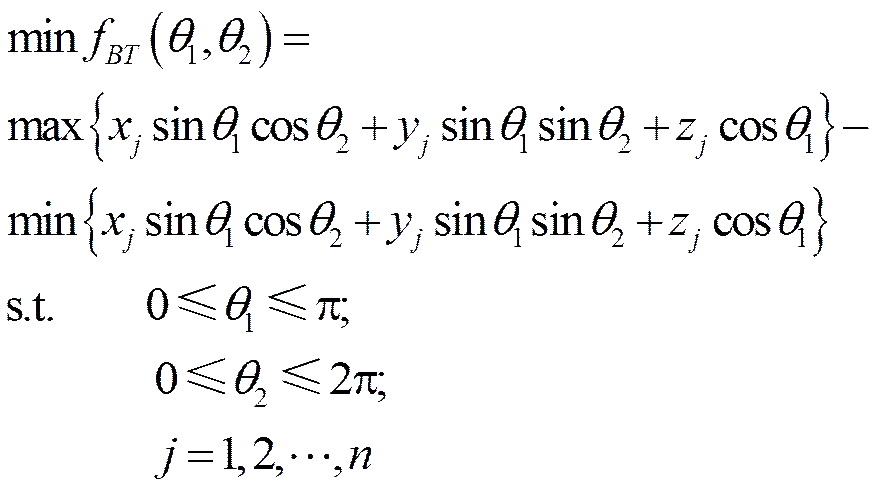
1.3 以制作时间为目标的优化模型
在快速成型工艺中,通过降低零件在z轴方向上的高度可以大大减少零件的切片层数,进而可以较多地减少制作时间。因此,减少零件的制作时间可以通过使零件在制作方向上的高度最小来实现。
设P(x,y,z)是零件模型中某一三角形面片的一个顶点的坐标,该顶点用向量表示为[x,y,z],=1,2,…,,是零件模型中顶点的个数。则以制作时间为优化目标的模型可表示如下
2 优化模型的求解
2.1 求解方法
关于优化问题的求解主要有两类方法:解析法和直接法。解析法只适用于优化的目标函数及约束有明确的解折表达式的情况。直接法则是用直接搜索的方法,经过若干次迭代计算来搜索目标函数的最优解,直接法主要适用于目标函数较复杂或目标函数不能通过变量明确表示的情况。由优化目标模型式(1)、式(2)和式(3)可以看出,对这三个优化模型的求解只能采用直接法。
基于模拟生物进化过程的遗传算法,是一种自组织全局优化的概率搜索算法,具有群体学习功能、自适应进化等特点,而且能够在单一种群中并行地处理一组解的集合,是求解多目标优化问题的有效方法。将Pareto最优原理与遗传算法相结合形成的求解多目标优化问题的方法称为多目标遗传算法。多目标遗传算法是在基本遗传算法的基础上发展来的,为了适应多目标优化问题求Pareto最优解的需要,算法中除了有基本遗传算法中的选择、交叉和变异算子外,还增加了种群分级排序、小生境处理和精英保留3个算子。迄今为止,研究人员已经提出了多种多目标遗传算法,其中比较突出有第二代非支配排序遗传算法(NSGA-II),该算法具有稳定的收敛性和较好的全局最优解搜寻能力,已成为了目前求解多目标优化问题的标准算法之一。本文就采用NSGA-II算法来进行零件制作方向的多目标优化求解。
2.2 求解算法的流程
基因编码方法采用二进制编码方式,取求解精度0.1º,初始种群的产生采用随机产生方式。种群分级排序、小生境处理、选择、杂交、变异和精英保留算子采用NSGA-II算法。算法的终止条件设定为进化的代数达到设定的最大的代数,求解算法的流程如图1所示。

图1 求解算法流程
3 优化实例分析
根据上述的算法原理,在Windows XP操作平台上用Visual C++ 6.0编写了快速成型工艺中零件制作方向的自动优化计算程序。为了检验优化的效果,本文选用了如图2所示的2个模型样件进行测试,图2(a)是一导轨滑块模型,由60个三角形面片组成,图2(b)是一个螺旋桨模型,由16992个三角形面片组成。图2(a)取自文献[2],是零件制作方向优化研究中常用的模型,文献[14-17]通过单目标优化方法求得它的最优制作方向如图3所示,其中方向1是以表面质量为目标的最优制作方向,方向2是以减少支撑为目标的最优制作方向,方向3是以制作时间为目标的最优制作方向。
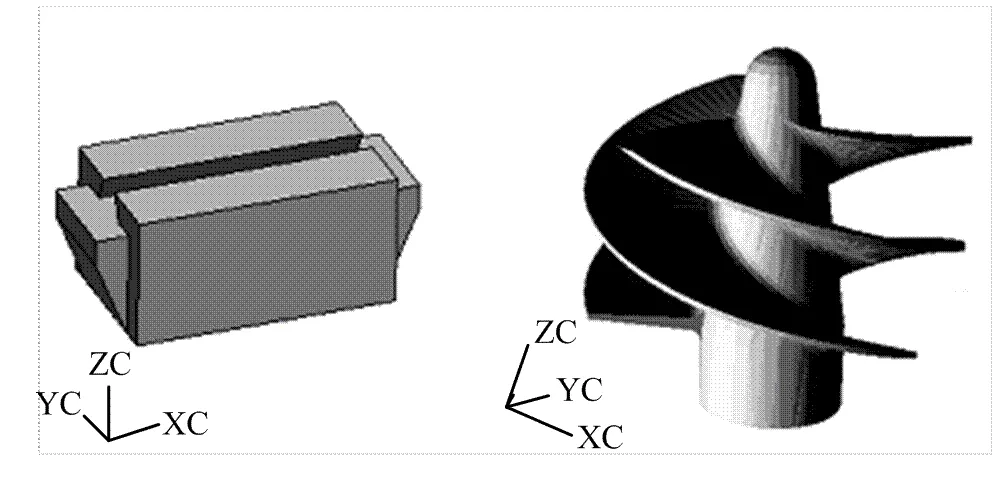
(a) (b)
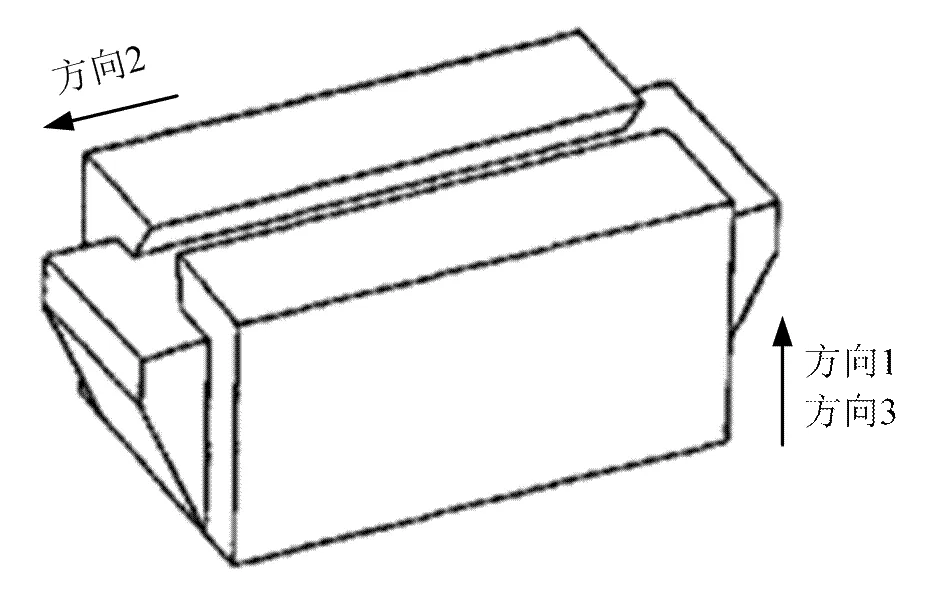
图3 单目标优化方法求得的导轨滑块最优制作方向
用NSGA-II多目标优化算法对导轨滑块模型制作方向的优化计算,得到的Pareto最优结果如表1所示,其中算法的控制参数设置为:种群数100,杂交概率0.9,变异概率0.1,最大进化代数200,切片厚度0.1mm。

表1 导轨滑块模型的优化计算结果
从表中数据可以看出,用NSGA-II多目标优化算法求得的以减少支撑为目标的最优制作方向与文献[14-17]中以单目标优化方法得到的相同,而以表面质量和制作时间为目标的最优制作方向与单目标优化方法得到的相差180°。通过查看NSGA-II算法最后得到的优化数据,当=0°时各优化目标的值为,体积误差:97.345mm,待支撑面积:10812.3mm,零件制作高度:50mm。由此可见,文献[14-17]通过单目标优化方法求得的只是一个次优的制作方向,而通过NSGA-II方法求得的才是一个最优的制作方向。这是因为基于Pareto最优原理的多目标优化方法,在优化求解的过程中,可以在保证单一目标最小的情况下,同时具有搜索使其它目标值最小的能力,而通过线性加权法将多目标优化问题转换成单目标优化问题来求解的方法,则不具备这种搜索能力。从表1中的4号和5号可以看出,通过NSGA-II方法还得到了一个较优的零件制作方向,经过分析可以得出,导轨滑块模型较优的制作方向实际上只有3个,而这刚好是它的第3个较优的制作方向(即方向)。这表明用NSGA-II方法在对导轨滑块制作方向的优化计算中不仅比通常单目标优化方法求出了更优的解,而且在一次的优化计算中还得到了它的全部较优解,这也同时表明用多目标遗传算法NSGA-II方法进行零件制作方向的优化计算是有效的。
根据上述同样的算法控制参数,用NSGA-II方法对螺旋桨模型制作方向的优化计算得到的Pareto最优目标值的分布分别如图4所示。图中每个点都代表着一个较优的制作方向,即3个目标在某一权重系数下的零件最优制作方向。从Pareto最优解集中取得的螺旋桨模型的3个单目标的最优制作方向分别如图5所示。
对螺旋桨模型按图5中(a)和(b)两个制作方向,用光固化三维打印快速成形工艺制做了两个螺旋桨实物模型(如图6所示),图7是螺旋桨实物模型A和B处的局部放大图。从图6和图7中可以看出:通过优化计算得到的按体积误差最小(即零件表面质量最高)的制作方向制得的零件(图7(a)所示)的表面质量明显高于按待支撑面积最小的制作方向制得的零件(图7 (b)所示)。
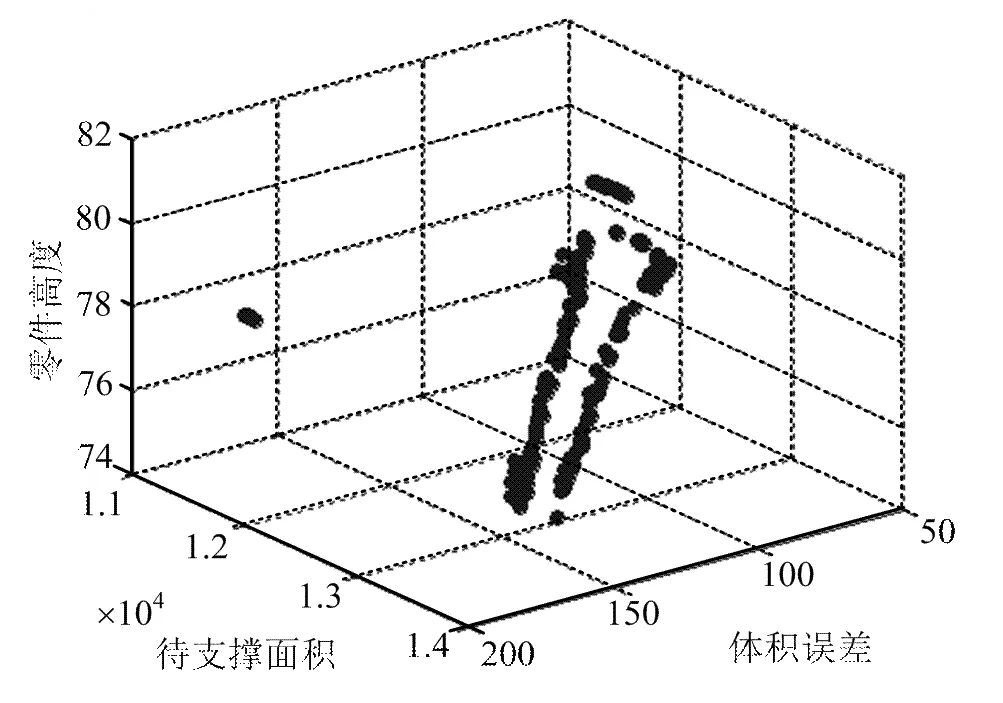
图4 螺旋桨模型的Pareto最优目标值的分布
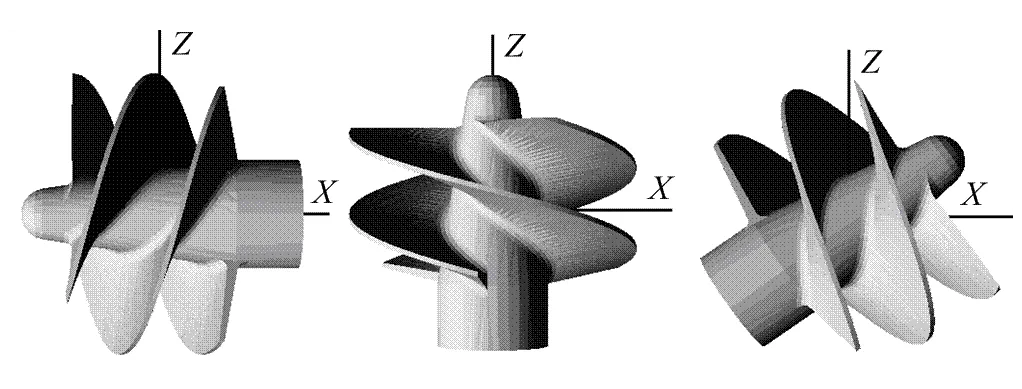
(a) 表面质量最高 (b) 支撑最少 (c) 制作时间最短

(a) 体积误差最小 (b) 待支撑面积最小
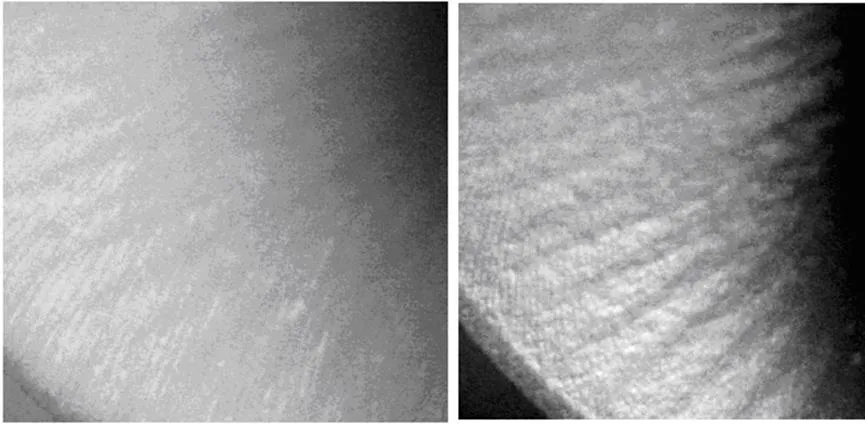
(a) A处局部放大 (b) B处局部放大
4 结 论
零件的制作方向优化是一个多目标优化问题,本文选用了制件表面质量、所需支撑面积和零件制造时间3个指标作为优化目标,分别建立了它们的优化数学模型。采用了基于Pareto最优解的多目标优化遗传算法NSGA-II进行优化计算,通过与单目标优化方法求得最优结果的对比,表明用多目标优化方法进行零件制作方向的优化计算,不仅可以求出比单目标方法更优的解,而且通过一次优化计算就可得到多个较优的零件制作方向。操作者可以根据实际要求和偏好,从优化计算得到的零件较优制作方向中选取一个合适的方向进行零件制作,以实现零件表面质量、所需支撑和零件的制作时间三者之间的最优组合。
[1] Frank D, Fadel G. Expert system based selection of the preferred direction of build for rapid prototyping [J]. J. Intell. Manuf, 1994, 6(5): 334-339.
[2] Lan P T, Chou S Y, Chen L L, et al. Determining fabrication orientation for rapid prototyping with stereolithography apparatus [J]. Computer Aided Design, 1997, 29(1): 53-62.
[3] Alexander P, Allen S, Dutta D. Part orientation and build cost determination in layered manufacturing [J]. Computer Aided Design, 1998, 30(5): 343-356.
[4] Hong Jun, Wang Wei, Tang Yiping. Part building orientation optimization method in stereolithography [J]. Chinese Journal of Mechanical Engineering, 2006, 19(1): 14-18.
[5] 洪 军, 武殿梁, 李涤尘, 等. 光固化快速成型中零件制作方向的多目标优化问题研究[J]. 西安交通大学学报, 2001, 35(5): 506-509.
[6] Daekeon Ahn, Hochan Kim, Seokhee Lee. Fabrication direction optimization to minimize post-machining in layered manufacturing [J]. International Journal of Machine Tools & Manufacture, 2007, 47: 593-606.
[7] Rattanawong W, Massod S H, Iovenitti P, A volumetricapproach to part build orientation in rapid prototyping [J]. J. Mater. Process. Technol. 2001, 119: 348-353.
[8] Massod S H, Rattanawong W, Iovenitti P. Part build orientations based on volumetric error in fused deposition modeling [J]. Int. J. Adv. Manuf. Technol., 2000, 16: 162-168.
[9] Massod S H, Rattanawong W, Iovenitti P. A generic algorithm for part orientation system for complex parts in rapid prototyping [J]. J. Mater. Process. Technol., 2003, 139 (1-3): 110-116.
[10] Pandey P M, Reddy N V, Dhande S G. Part deposition orientation studies in layered manufacturing [J]. J. Mater. Process. Technol., 2007, 185: 125-131.
[11] Hong-seok Byun, Kwan H.Lee. Determination of the optimal build direction foe different rapid prototyping processes using multi-criterion decision making [J]. Robotics and Computer-integrated Manufacturing, 2006, 22: 69-80.
[12] Sung-min Hur, Kyung-Hyun Choi, Seok_hee Lee, et al. Determination of fabrication orientation and packing in SLS process [J]. J. Mater. Process. Technol., 2001, 112: 236-243.
[13] 赵吉宾, 何利英, 刘伟军, 等. 快速成型制造中零件制作方向的优化研究[J]. 计算机辅助设计与图形学学报, 2006, 18(3): 456-463.
[14] Xu F, Loh H T, Wong Y S. Considerations and selection of optimal orientation for different rapid prototyping system [J]. Rapid Prototyping Journal, 1999, 5(2): 54-60.
[15] Cheng W, Fuh J Y H, Nee A Y C, et al. Multi- objective optimization of part-building orientation in stereolithography [J]. Rapid Prototyping Journal, 1995, 1(4): 12-23.
[16] 董 涛, 章维一, 王春晖, 等. 快速成型制造中的零件分层方向优化新技术[J]. 计算机工程与应用, 2003, (1): 45-48.
[17] 张立强, 罗逸苇, 王斌修. 基于遗传算法的RP 分层方向优化设计[J]. 电加工与模具, 2003, (6): 35-38.
[18] 郑向伟, 刘 弘. 多目标进化算法研究进展[J]. 计算机科学, 2007, 34(7): 187-192.
[19] 王安麟, 朱学军, 张惠侨. Pareto多目标遗传算法及其在机械健壮设计中的应用[J]. 机械设计与研究, 2000, (1): 10-13.
[20] 李梅娟, 陈雪波. Pareto 遗传算法在货位配置中的应用研究[J]. 控制工程, 2006, 13(2): 138-141.
[21] Kalyanmoy Deb, Amrit Pratap, Sameer Agarwal, et al. A fast and elitist multi-objective genetic algorithm:NSGA-II [J]. IEEE Transactions on Evolutionary Computation, 2002, 6(2): 182-197.
Part Building Orientation Optimization Based on Pareto Optimal Solutions
LIU Hou-cai, LIAO Yan-chun
( College of Electromechanical Engineering, Hunan University of Science and Technology, Xiangtan Hunan 411201, China )
The effect of part building orientation on the part’s surface quality, the needed supporting area and building time is analyzed in the processing of rapid prototyping, and their optimizing models are established. The multi-objective optimizing generic algorithm of NSGA-II based on Pareto optimal solutions are used to seek the optimum solutions. Compared with the results gained by the single-objective optimizing way, it is shown that not only the better solution is gained but also many Pareto optimal solutions can be gained in one optimizing computing by NSGA-II.
computer application; rapid prototyping; multi-objective optimizing; part building orientation;Pareto optimal solutions
TP 391
A
1003-0158(2011)01-0157-06
2009-07-13
湖南省教育厅科研资助项目(09C397);湖南省自然科学基金重点资助项目(09JJ3093)
刘厚才(1975-),男,湖北广水人,博士,主要研究方向为快速成型与快速制模。
