纳米H3PW12O40/SiO2复合杂多酸催化合成乙酸正戊酯
2011-07-27金烈,朱玲
金 烈,朱 玲
(广东石油化工学院化学与生命科学学院,广东 茂名 525000)
乙酸正戊酯具有温和的香蕉味香气,化学稳定性好,应用广泛。用于合成乙酸正戊酯的催化剂有很多,如氨基磺酸、浓硫酸、固体超强酸、硫酸铈铵、硫酸氢钠等,但存在污染环境或价格太高等缺点。杂多酸是多核、多催化活性中心的固体酸,具有催化活性高、选择性好、易与产品分离、无环境污染、不腐蚀设备等优点,其中磷钨酸的催化性能比较出色。有报道杂多酸对乙酸正戊酯有良好的催化作用。纳米二氧化硅的比表面积大、孔隙率高、表面活性中心多,作为催化剂或催化剂载体具有潜在的应用价值。作者在此采用溶胶-凝胶法制备了纳米H3PW12O40/SiO2复合杂多酸,并以其催化合成乙酸正戊酯,考察了其催化性能。
1 实验
1.1 试剂和仪器
实验所用试剂均为市售分析纯。
FA(2004)型电子天平、阿贝折光仪,上海仪器厂;电热恒温水浴锅,浙江海宇新华医疗器械厂;SZ101-Z型鼓风电热恒温干燥箱,浙江诸暨电热仪器厂;DR-JB500型加热磁力搅拌电动套,山东鄄士成振兴仪器厂。
1.2 催化剂的制备[1~3]
按照硅酸乙酯∶丁醇∶去离子水∶H3PW12O40=10∶5∶4∶3.5(质量比)的比例,将原料投入三口烧瓶中,在一定温度下回流搅拌2 h,使硅酸乙酯水解生成透明溶胶,在80 ℃下恒温水浴2 h,形成透明凝胶,在100 ℃烘箱中烘干,研磨,即得纳米H3PW12O40/SiO2复合杂多酸。
1.3 乙酸正戊酯的合成[4~8]
按配比在装有温度计、分水器、回流冷凝管、电动搅拌器的三口烧瓶中加入冰乙酸、正戊醇和催化剂纳米H3PW12O40/SiO2复合杂多酸,再加入10 mL环己烷作为带水剂。搅拌下在一定温度回流反应一定时间后,得到无色透明液体。将分水器中的水放出,将有机相与三口烧瓶中的液体合并,静置,冷却,倾出反应液,并用饱和碳酸氢钠溶液洗涤有机相,以除去多余的酸,再用饱和氯化钠溶液洗至中性,将有机相和水相分离,最后用无水硫酸镁干燥分离出的有机相,过滤后先在80 ℃左右蒸馏,将环己烷蒸出,再升温至135 ℃左右,将反应原料蒸出,收集140~150 ℃的馏分,得无色透明有香气的液体即乙酸正戊酯。称重,计算产率,测折光率,进行红外光谱分析。
2 结果与讨论
2.1 产物的分析鉴定

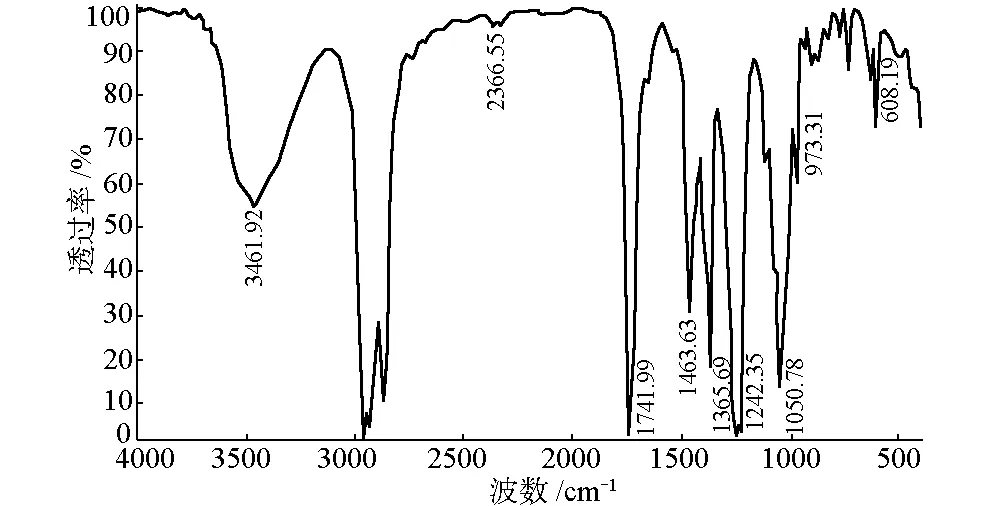
图1 产物的红外光谱
由图1可知,产物红外光谱的主要特征峰为:1741.99 cm-1(C=O)、1242.35 cm-1(C-O),没有发现羰基和醇羟基的特征峰,酯基特征峰与标准图谱一致,证明产物为乙酸正戊酯。
2.2 催化剂用量对乙酸正戊酯产率的影响
固定冰乙酸用量为0.05 mol、酸醇摩尔比为1∶1.8、带水剂环己烷用量为10 mL、反应时间为1.5 h、反应温度约130 ℃,考察催化剂纳米H3PW12O40/SiO2复合杂多酸用量对乙酸正戊酯产率的影响,结果见表1。

表1 催化剂用量对乙酸正戊酯产率的影响
由表1可以看出,随着催化剂用量的增加,乙酸正戊酯产率逐渐上升;当催化剂用量为0.50 g(以反应物总质量计为4.6%)时,产率最高;但再增加催化剂用量,产率反而略有下降。因此,催化剂用量(以反应物总质量计,下同)以4.6%为宜。
2.3 反应时间对乙酸正戊酯产率的影响
固定冰乙酸用量为0.05 mol、酸醇摩尔比为1∶1.8、催化剂纳米H3PW12O40/SiO2复合杂多酸用量为4.6%、带水剂环己烷用量为10 mL、反应温度约130 ℃,考察反应时间对乙酸正戊酯产率的影响,结果见表2。

表2 反应时间对乙酸正戊酯产率的影响
由表2可以看出,乙酸正戊酯产率起初随反应时间的延长不断上升;反应1.5 h时,产率达到最高;但当反应时间超过1.5 h后,产率反而下降。这可能是因为,反应1.5 h后反应已趋于完全,再延长反应时间,副反应(如缩合聚合反应)增加,导致产率降低。因此,反应时间以1.5 h为宜。
2.4 反应温度对乙酸正戊酯产率的影响
固定冰乙酸用量为0.05 mol、酸醇摩尔比为1∶1.8、催化剂纳米H3PW12O40/SiO2复合杂多酸用量为4.6%、带水剂环己烷用量为10 mL、反应时间为1.5 h,考察反应温度对乙酸正戊酯产率的影响,结果见表3。

表3 反应温度对乙酸正戊酯产率的影响
由表3可以看出,乙酸正戊酯产率起初随反应温度的升高而上升;反应温度为130 ℃时,产率达到最高;再升高反应温度,产率反而下降。这是因为,酯化反应温度过低,反应速度慢,导致产率不高;而反应温度过高,则副反应增加,体系物料色泽加深,同时,升温速率过快会蒸出乙酸进入分水器水层,也导致产率下降。因此,反应温度以130 ℃左右为宜。
2.5 酸醇摩尔比对乙酸正戊酯产率的影响
从化学平衡角度考虑,增大任何一种反应物的量都有利于提高反应物的转化率,本研究采取醇过量的方法。
固定冰乙酸用量为0.05 mol、催化剂纳米H3PW12O40/SiO2复合杂多酸用量为4.6%、带水剂环己烷用量为10 mL、反应温度约130 ℃、反应时间为1.5 h,考察酸醇摩尔比对乙酸正戊酯产率的影响,结果见表4。

表4 酸醇摩尔比对乙酸正戊酯产率的影响
由表4可以看出,随着酸醇摩尔比的减小(醇用量的增大),产率不断上升;当酸醇摩尔比为1∶1.8时,产率达到最高;但继续增加正戊醇用量,产率反而下降。因此,酸醇摩尔比以1∶1.8为宜。
2.6 催化剂循环使用性能
固定冰乙酸用量为0.05 mol、酸醇摩尔比为1∶1.8、催化剂纳米H3PW12O40/SiO2复合杂多酸用量为4.6%、带水剂环己烷用量为10 mL、反应时间为1.5 h、反应温度约130 ℃,按1.3方法合成乙酸正戊酯,反应结束后,用少量环己烷洗涤催化剂,室温下晾干,再加入反应原料和带水剂,同法进行下一次反应。重复3次,考察催化剂循环使用性能,结果见表5。

表5 催化剂循环使用性能
由表5可以看出,催化剂连续使用4次之后,乙酸正戊酯产率由91.1%下降到86.2%,下降幅度不大,催化活性保持良好。其产率下降原因是催化剂在负载物里有一小部分流失,负载物经过几次使用后,其活性也下降。总的来说,催化剂的循环使用性能较理想。
2.7 纳米H3PW12O40/SiO2复合杂多酸的催化性能
在冰乙酸用量为0.05 mol、正戊醇用量为0.09 mol、环己烷用量为10 mL、磷钨酸用量为0.3 g(对应纳米H3PW12O40/SiO2复合杂多酸用量为0.5 g)的相同条件下,比较磷钨酸和纳米H3PW12O40/SiO2复合杂多酸催化合成乙酸正戊酯的效果,结果见表6。

表6 纳米H3PW12O40/SiO2复合杂多酸与磷钨酸的催化性能比较
由表6可以看出,纳米H3PW12O40/SiO2复合杂多酸的催化性能比磷钨酸的催化性能好,耗时短、产率高。
3 结论
以溶胶-凝胶法制备了纳米H3PW12O40/SiO2复合杂多酸,并以其催化合成乙酸正戊酯。确定适宜的合成反应条件为:冰乙酸用量为0.05 mol、酸醇摩尔比为1∶1.8、催化剂用量(以反应物总质量计)为4.6%、反应时间为1.5 h、反应温度约130 ℃、环己烷用量为10 mL,在该条件下乙酸正戊酯的产率达91.1%。以纳米H3PW12O40/SiO2催化合成乙酸正戊酯的效果比直接用磷钨酸的效果好,具有催化活性良好、耗时短、产率高、后处理简单、能重复使用、对环境友好等优点,因而具有较好的工业应用价值。
[1] 李曦,刘连利,王莉莉.纳米二氧化硅的研究现状与进展[J].渤海大学学报(自然科学版),2006,27(4):304-308.
[2] 曹淑超,伍林,易德莲,等.纳米二氧化硅的制备工艺及其进展[J].化学与生物工程,2005,22(9):1-3.
[3] 翟玉秋,翟玉春.醇盐水解沉淀法制备二氧化硅纳米粉[J].微电子技术,2003,40(9):26-28.
[4] 张福捐,盛淑玲.纳米复合杂多酸催化合成水杨酸异戊酯[J].酿酒科技,2008,(3):21-22.
[5] 罗茜,张进,胡常伟.负载型杂多酸催化剂的研究进展[J].西昌学院学报(自然科学版),2005,19(1):101-104.
[6] 蒋维.锗钨酸催化合成水杨酸异戊酯[J].化学研究与应用,2000,12(6):629-631.
[8] 王炜,管洪刚.硅钨酸催化合成水杨酸甲酯的研究[J].科技通报,2000,16(2):111-115.