第七届中国数控机床展览会(CCMT2012·南京)展品预览
2011-07-26南京工大数控科技有限公司
南京工大数控科技有限公司
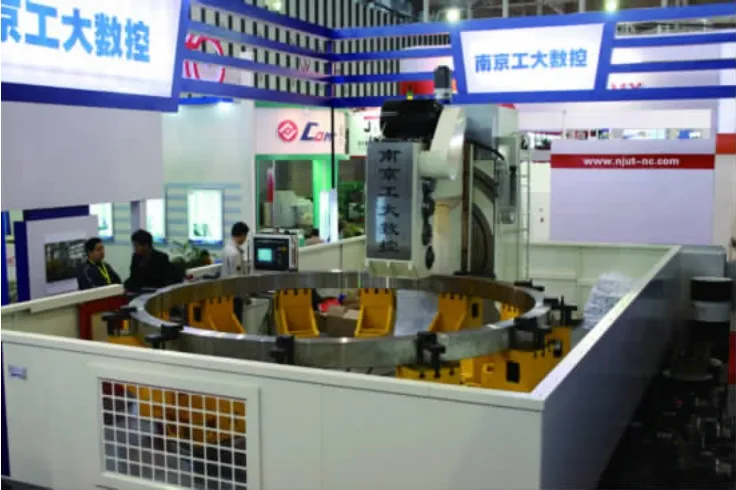
数控成形铣齿机
南京工大数控科技有限公司的2个系列8个型号的数控成形铣齿机,可满足多尺寸(直径550~5000mm、模数10~32mm)、多品种(直斜齿、内外齿)齿轮的一次性成形加工,具有加工效率高的特点(为传统滚齿、插齿效率的3~6倍)。关键技术指标达到国外同类产品的先进水平,而售价仅为其1/4~1/3,应用于三一重工、瓦轴、洛轴、南高齿、方圆支承等行业知名企业,实现了替代进口。依托技术创新,企业获得高新技术企业称号,现有专利11项,其中授权发明专利6项,软件著作权4项。产品获得江苏省高新技术产品、南京市自主创新产品认证和省级新产品鉴定。数控转台功能部件获得数控机床重大专项支持,而整机产品获得科技部科技型中小企业技术创新基金支持。
杰克控股集团
JKM8240A随动数控曲轴磨床
JKM8240A是一种新型的曲轴自动加工设备。机床采用砂轮架往复进给、头架力矩电机驱动工件旋转、随动在线量仪检测,无需夹具分度,可一次装夹,全自动加工整根曲轴所有主轴颈及连杆颈,是大批量生产多品种、高精度曲轴的理想加工设备。
机床采用具有自主知识产权的随动磨削软件,实现随动高精度非圆磨削;自主知识产权液体静动压轴承电主轴,真正实现CBN砂轮120m/s高速磨削;砂轮主轴配有意大利(Marposs)内置式在线动平衡、消空程和防碰撞装置,确保高速磨削的稳定、高效、安全;砂轮架纵向进给——X轴采用具有自主知识产权的圆柱静压导轨+直线电机的精密进给系统(专利号:200920063749.5),实现了高加速性能的微米级进给;头架采用高精度、高刚度静压主轴,驱动采用德国西门子力矩电机;砂轮横向移动导轨——Z轴采用矩形静压导轨+直线电机驱动,Z轴进给精度可达0.001mm;采用电主轴驱动的金刚石滚轮修整砂轮,通过X轴和Z轴联动,可实现对CBN砂轮的圆柱面、侧面和圆角的修整,可并实现非圆磨削的在线自动补偿。

JKM8330A异形面随动数控磨床
该机床是2011年重点开发的新产品,是目前国内最先进的具有自主知识产权的用于磨削各种异形面、复合面及凹面凸轮轴的高档数控机床,是满足国际欧Ⅳ、欧Ⅴ排放标准发动机所配用凹面凸轮轴的理想精加工设备。
机床采用具有公司自主知识产权的凸轮轴数控磨削软件;双磨头、双进给系统随动磨削,可磨制各种异形面、复合面及凹面凸轮;砂轮进给采用具有自主知识产权的圆柱静压导轨及西门子直线电机;大、小磨头均采用液体静动压轴承电主轴(专利产品);内置式在线砂轮动平衡、消空程及防碰撞装置、自动跟踪中心架;头架采用高精度、高刚度静压轴承及西门子力矩电机。该机床配用机械手上下料,完全实现全自动控制,可满足流水线自动化生产。
该机床可加工长700mm、直径100mm、重达70kg以下的工件;砂轮(CBN)最在线速度可达120m/s;磨削表面粗糙度可达Ra≤0.4μm。

JKM8320B超高速CBN随动数控磨床
该产品集现代设计技术、CBN砂轮高速高效磨削技术、计算机自动控制技术、机、电、仪于一体,是目前国内效率最高、最先进的用于磨削汽车、摩托车等内燃机凸轮轴的高档数控机床。柔性好、自动化程度高,可加工各种不同型号的凸轮轴,是多品种、大批量生产高精度凸轮轴的理想加工设备。
机床采用德国西门子 (SIEMENS)840D数控系统控制,可实现4轴2联动,采用具有自主知识产权的凸轮数控磨削软件和静动压轴承砂轮电主轴,最高转速可达10000r/min,可实现150~200m/s超高速磨削;砂轮主轴配有内置式在线动平衡、消空程和防碰撞装置;砂轮架进给系统采用圆柱静压导轨及直线电机。该机床采用具有自主知识产权的高效、低能耗的循环过滤冷却系统,充分满足CBN砂轮的高速、高效磨削要求。

山特维克可乐满
CoroMill 316可换式立铣刀刀头
这种新刀头共有三款,每款都带有两个切削刃,出色的强度和安全性表现能帮助您解决加工中的难题。这三款新的刀头将CoroMill 316产品系列的切削深度扩展至0.8xDc。
新刀头系列包含:
·球头立铣刀头适用于仿形铣削、铝合金加工和各种精加工,坚固的切削刃也适合于仿形粗加工。
·圆角刀尖立铣刀头适用于槽铣、方肩铣、插铣、面铣、坡走铣和型腔加工。在进行槽铣加工时排屑性能尤其出色。
·倒角铣刀头适用于各种角度的倒角加工,经过优化的点钻让性能更加突出。
该系列可换式立铣刀刀头通过独特的螺纹接口与刀柄连接,这种接口形式保证了刀具更高的强度与更高的精度。这一刀具的槽型基于CoroMill Plura(金刚铣)而开发,并应用了最新的PVD涂层技术。

CoroMill 176齿轮铣削刀具
山特维克可乐满推出的用于齿轮铣削的新型全齿形滚刀CoroMill 176与传统的高速钢刀具相比,应用这种可转位全齿形滚刀加工可将切削时间减少50%,同时还可使刀具寿命翻倍。
这款独创的新型全齿形滚刀为加工模数范围4~6的齿轮而设计,可用于粗加工、半精加工和精加工。
公司可提供加工 DIN3972-2齿形的标准硬质合金刀片,同时也可以按要求订制特殊齿型的刀片,比如齿顶修正和带有齿底沉割的齿廓。CoroMill176滚刀采用了iLock刀片定位技术,确保了加工精度和稳定性,使用起来也非常简便。它可达到DIN3968标准的B级精度。

快换工具系统—可乐满Capto®
夹紧单元配置了山特维克可乐满的快换工具系统——可乐满Capto®。实际应用证明它能在缩短停机时间、提高装刀和换刀效率中起到显著作用。夹紧单元上的冷却液通道能传导从最新的CoroTurn HP切削头喷出的高压冷却液,这不仅降低了切削温度,而且还改善了切屑控制。

如果选配了可乐满Capto快换动力头刀座,通过一个夹紧单元便可实现旋转刀具的加工应用。我们不再需要那么多专用动力刀座,因此既节省了转塔空间,也减少了刀座设置时间。
Silent Tools®铣削减振接柄
山特维克可乐满的Silent Tools铣削减振接柄系列与未采用减振装置的刀具相比,新式的4-5XD悬径比减振接柄可以帮助您将生产效率提高50%以上。
使用铣削减振接柄能显著改善工件表面质量,即使在很高的切削参数条件下也是如此。由于提高了可承受温度的上限,它能保证更长的连续铣削加工时间,而通过芯轴的内冷却也有助于延长刀具寿命。

可乐满Capto C10接口
在各种类型大型工件的重载加工中,可乐满Capto C10接口可承受更高的进给和更大的切深,从而提高切削性能。直径100mm的法兰面接触,使接口更加适合重载加工,为重型铣削和车削应用提供了极佳的稳定性。
C10接口的设计确保了在更高扭矩下提高金属去除率,并提供了更高的刀具系统抗弯刚性。C10接口适用于各种类型的刀柄和接柄,包括热涨接柄、SL接柄、ER弹簧夹头和攻丝接柄。

Capto是真正意义上的通用模块化工具系统,这也是市场上所能找到的最稳定的工具系统。Capto可用于车削中心、加工中心或是多任务机床;手动或是全自动机床。这种工具系统实现了标准化,不仅降低了库存成本,而且更加便于刀具的使用和管理。具有独特三棱锥形状的可乐满Capto接口诞生于1990年,多年来的出色表现赢得了市场的高度认可,目前它已成为ISO标准(26623)。