从CIMT2011看金切刀具的发展(下)
2011-07-26中国机床工具工业协会工具分会秘书处
中国机床工具工业协会工具分会秘书处
三、高效、高精度、高寿命仍然是刀具研发追求的主题
效率、精度以及刀具寿命,一直以来都是刀具发展的追求方向。无论是来自于材质上的革新,还是来自于结构上的改进,其根本目的都无法避开这一主要方向。本届展会上刀具企业所带来的新技术、新产品,也无不体现了这一特点。
1.冷却液应用技术日趋成熟
从切削环境上来看,冷却液应用技术的广泛与成熟,大大提高了刀具的寿命与切削效率,保证了加工精度。Kennametal公司的BEYOND系列新产品——BEYOND BLAST(见图14),通过在铣削刀具和刀片的结合部位开冷却液槽,使得冷却液通过刀片直接输送到与工件的接触部位,精准的冷却方式保证了加工中的润滑性,具有更好的切屑控制,大大降低了切削温度。与传统的冷却液输送系统相比,BEYOND BLAST的使用寿命延长可达300%。

图14 肯纳BEYOND BLAST喷水效果(左)和BEYOND BLAST系列冷却槽刀片(右)
而在小零件加工方面,切屑缠绕一直是影响加工效率、工件表面质量的最大问题。瑞典山特维克可乐满公司运用冷却液喷射技术在小零件加工上获得新的突破。在其用于纵切机床的QS快换式刀柄(见图15)系统基础上,结合了最新的高精度冷却孔系统。在小零件加工中,该冷却系统能够保证冷却液的精确传送,在10bar的压力下也可以显著改善断屑能力,保证加工效率与工件表面质量。

图15 新增精确冷却空孔的QS快换式纵切刀具
2.大切深、大进给刀具提升加工效率

图16 HELIDO890 FSN双面螺旋刃系列铣刀
作为提高加工效率的基本手段,提高金属去除率对刀具提出了更高的要求。在切削速度不断提升的今天,开发大切深、大进给的刀具产品,无疑是最大程度开发刀具切削效率的不二途径。ISCAR公司的HELIDO双面螺旋刃系列铣刀(见图16)。以HELIDO 890 FSN为例,楔形定位槽设计使得刀片固定更为可靠,最大切深可达10mm,大前角设计结合该公司的SUMO TEC合金牌号,在保证高加工表面质量前提下切入切出更为轻快,效率提高200%以上。
株洲钻石在大切深、大进给刀具的开发上也投入了极大的精力。其中一款分屑齿铣刀SPMX150512-PR(见图17),运用刀片本身的分屑齿设计,排屑能力可提高2~3倍,高效切削时可以降低和分散切削力、抑制振刀,基本可实现满刃切削。该公司的重切刀具还有FMD03、FME04、FMP03系列重切铣刀,立装刀槽结合双正前角设计的LNKT-系列刀片,在大切深重载加工环境下,能够有效地降低切削力,极大地保证加工效率。
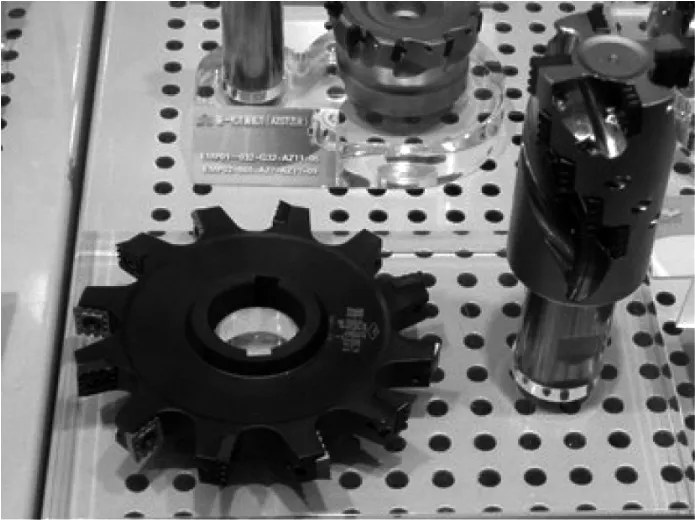
图17 株洲钻石 “黑旋风”系列分屑齿铣刀
3.高效钻削产品
在高效钻削刀具方面,如WALTER公司在深孔加工领域推出的4刃带WALTER TIEEX XD整体硬质合金涂层钻头,4个刃带确保高钻孔质量,独特设计的抛光排屑槽保证了切屑的可靠排出,在钻孔深达70×D条件下无需退刀,可加工多种材料。与单刃枪钻相比,生产效率提高达10倍。
从国内产品的发展来看,株洲钻石还推出了1588SL系列深孔钻(见图18)。此款深孔钻采用优化的槽型设计,采用变芯厚结构,独特的钻尖设计使得深孔加工更加平稳,双导向刃带的设计使得该款钻头获得了较好的导向性,刚性更为优异。
4.产品精度越来越高

图18 1588SL深孔钻导向和内冷结构
使用高精度的加工工具,不仅是加工质量的保证,也是减少工序数量、增加加工效率、减少刀具成本的重要举措。SECO公司在孔加工刀具上推出的最新FEEDMAXTMSD265A高精度整体硬质合金钻头(见图19),钻径制造公差仅为±0.003mm,结合高精度热装刀柄或液压刀柄,可以一次性钻出IT7孔,节省了传统加工中钻头和铰刀结合的加工方式,真正做到了在缩短加工节拍、节省加工成本的同时保证了加工精度。

图19 FEEDMAXTMSD265A高精度整体硬质合金钻头
山特维克可乐满公司在模具行业推广的铣刀系列CoroMill 216F(见图20),采用硬质合金刀杆,在高进给速度时仍然能保持良好的刚性与稳定性,可用于模具钢的高速精加工。配合该公司H类材料加工牌号GC1010,可加工硬度高达63HRC的工件材料。在汽车模具的长时间加工中,这款铣刀能够获得质量稳定、误差极小的良好表面。

图20 CoroMill 216F精铣球头刀
5.CBN材质研发品种丰富
在硬质合金产品新牌号方面,SECO公司黄金甲、WALTER公司银虎、ISCAR公司束魔技术、Kennametal公司Beyond,以及株洲钻石的黑金刚系列产品,均处于市场推广或成熟应用阶段。但在超硬材料的研发,特别是CBN牌号的开发上,很多公司都投入了较大的精力。作为一种硬度超高、耐用度极高的刀具材料,CBN在H类材料的加工上有着硬质合金产品无可比拟的优势,同时在常规材料的加工中,CBN刀具也以其高速、高寿命、高通用性等特点,受到刀具企业与用户越来越多的青睐。
除了前文所提及的SECO公司应用于高温合金的首款晶须增韧型超硬刀具CBN170,还有SUMITOMO(住友)公司推出的一系列CBN新牌号,其中有用于球墨铸铁高速加工的涂层CBN材质BNC500,铸铁/难加工材料高速加工用BN7000,以及淬火钢加工专用的BN1000和BN2000系列产品。此外,还有山特维克可乐满公司的CB7035,MITSUBISHI公司推出的BCB8020等。
随着换刀频次、被加工材料等对切削刀具提出的更深层次的要求,硬质合金材料正出现越来越多的加工盲点,而如聚晶金刚石、立方氮化硼等超硬材料的发展已经走入了一个新的纪元,必定在不久的将来,成为机械加工行业极其重要的工具材料。
四、刀具品牌强化机械加工行业整体解决能力
在日益激烈的竞争环境下,各刀具企业在产品的设计与开发上体现了各自的特点与优势,也在产品的生产水平上日趋接近。从产品而言,随着近年来日韩刀具的发展与完善, “十二五”规划导向,以及国内对高档数控切削刀具的日益重视,传统以欧美企业为绝对主导地位的刀具产品市场格局正在发生变化。在更加多元化的市场需求下,特定行业的整体解决能力最大程度地凸显了刀具开发与生产企业的价值。随着风电、核电、微电子等新兴行业的迅猛发展,以及汽车、航空、铁路等行业加工工艺的鲜明特点,行业解决方案正向刀具供应者提出更加专业化、个性化的要求。
在航空工业零件加工中,加工难点不仅仅局限于航空材料的难加工性,而很大一部分来自于零件复杂的加工工艺与专业化要求。在航空零件的加工上,ISCAR公司展示了其不可小觑的实力。在一款飞机框架零件的加工中,ISCAR提出的 “交钥匙工程”方案(见图21),展示了其在航空零件加工、非标刀具设计与制造方面的不俗实力。

图21 ISCAR航空零件加工 “交钥匙工程”
作为刀具行业巨头,山特维克可乐满公司在航空航天零件的加工方面一直落后于肯纳甚至ISCAR。为此,山特维克可乐满公司近年来在航空航天零件的整体加工方案上投入了大量的精力,推出一系列航空盘轴类零件加工方案,使得其在提供航空行业加工解决方案上大放异彩。
随着近十年的飞速发展,特别是在以承担国家“高档数控机床与基础制造装备”重大项目的背景下,株洲钻石在行业刀具的开发与应用上也迈上了一个新的台阶。在模具制造、汽车零部件制造、重型加工、航空航天等行业,株洲钻石通过近年来在研发力量上的大量投入,开发了一系列最新产品,改变了以往单一加工的模式,正式迈入了行业整体解决方案的竞争梯队。例如在汽车零部件制造行业,该公司在汽车发动机、刹车盘、曲轴、轮毂的加工上展现了强劲的实力。该公司开发的非标CRS-SS12-D60-M628-01大尺寸三面刃刀盘,应用于汽车曲轴轴颈的加工,解决了曲轴配套加工中的重要环节。而1588SL标准系列深孔钻的出现,也成为株洲钻石在汽车缸盖的整体加工放案的亮点(见图22)。而在模具加工中,相继推出BMR04精铣球头刀、PM系列高性能整体铣刀、 “灵狐”系列可换头刀具,完善了公司从大型汽车模具到精密电子模具的粗精加工的产品系列。

图22 株洲钻石应用于汽车行业的系列新品
五、刀具服务延伸化
与很多行业的发展历程一样,刀具行业发展至今,已经从早期单纯的刀具制造与销售角色,转变为集刀具生产、研发、销售、技术支持、配套服务等多种功能于一体的综合性行业。切削加工从简单的刀具生产、销售,向各个方向延伸,很多公司在切削理论上的研究达到了全新的层次,一些企业在电子商务、物流、技术支持上体现了更为个性化的优势。

图23 DMG Virtual Machine模拟加工系统
山特维克可乐满公司的最新刀具应用软件通过DMG Virtual Machine模拟加工系统(见图23),以模型的形式展现零件的形状、机床类型等,然后根据加工的工艺,为其安排加工节拍、加工方式演示,可为客户更为直观地反馈加工中零件的形状和加工状态。而AutoTAS5.0刀具信息管理系统,是一款为客户解决一系列生产、刀具管理、采购、编程人员的协作关系的软件,最终的结构形式以报表的形式体现给管理团队。真实实现企业刀具的规范化管理,同时也为生产提供帮助。
在切削应用软件方面,ISCAR公司的伊斯卡刀具顾问(ITA)应用软件(见图24),考虑了切削条件、机床功率、金属去除率和切削时间,可以提供三种最佳刀具选择方案,并且可以针对每种加工查询显示多达25种刀具推荐方案。咨询结果包括刀具和刀片的详细信息、切削条件、加工功率、金属去除率和切削时间。

图24 ISCAR ITA切削刀具顾问应用软件
六、结束语
从人类的第一件石器的诞生开始,对加工效率、加工质量孜孜不倦的追求就成为了万年历史长河中永恒的话题。而自20世纪中叶以来,飞速发展的能源、信息、材料技术,推动了社会翻天覆地的变革,更为加工工具和制造技术带来了前所未有的机遇和挑战。作为世界上最具影响力的国际机床展之一,CIMT2011上展出的系列刀具展品,为我们呈现的不单是一项项技术或者一件件产品,而更多的是工具从业者无限的想象力与创造力。正是来自于这种源动力,才让我们以饱满的热情面对日益严苛的加工挑战,致力于为客户提供最为完美的解决方案。 (全文完)