滚筒式滚子淬火机
2011-07-23巫方喜罗晓秋
巫方喜,罗晓秋
(1.大连冶金轴承股份有限公司,辽宁 瓦房店 116202;2.瓦房店轴承集团有限责任公司,辽宁 瓦房店 116300)
我公司对于小批量的中、大型滚子淬火的传统方法是采用摇框式淬火装置,其由电动机驱动曲柄连杆机构,带动料框及其内的滚子摆动实现淬火,但是该淬火装置冲击较大且不能自动出料,工人劳动强度大,工作效率较低。下文对新开发的滚筒式淬火机进行介绍。
1 结构
滚筒式淬火机结构如图1所示。其中,轴承、滚筒、异步电动机、摆线针轮减速器、链轮罩、链及链轮、接料框等安装于机架上,机架整体悬挂于淬火池上沿,滚筒约2/3浸在液面以下。其适用于直径为Φ20~80 mm滚子的淬火处理。
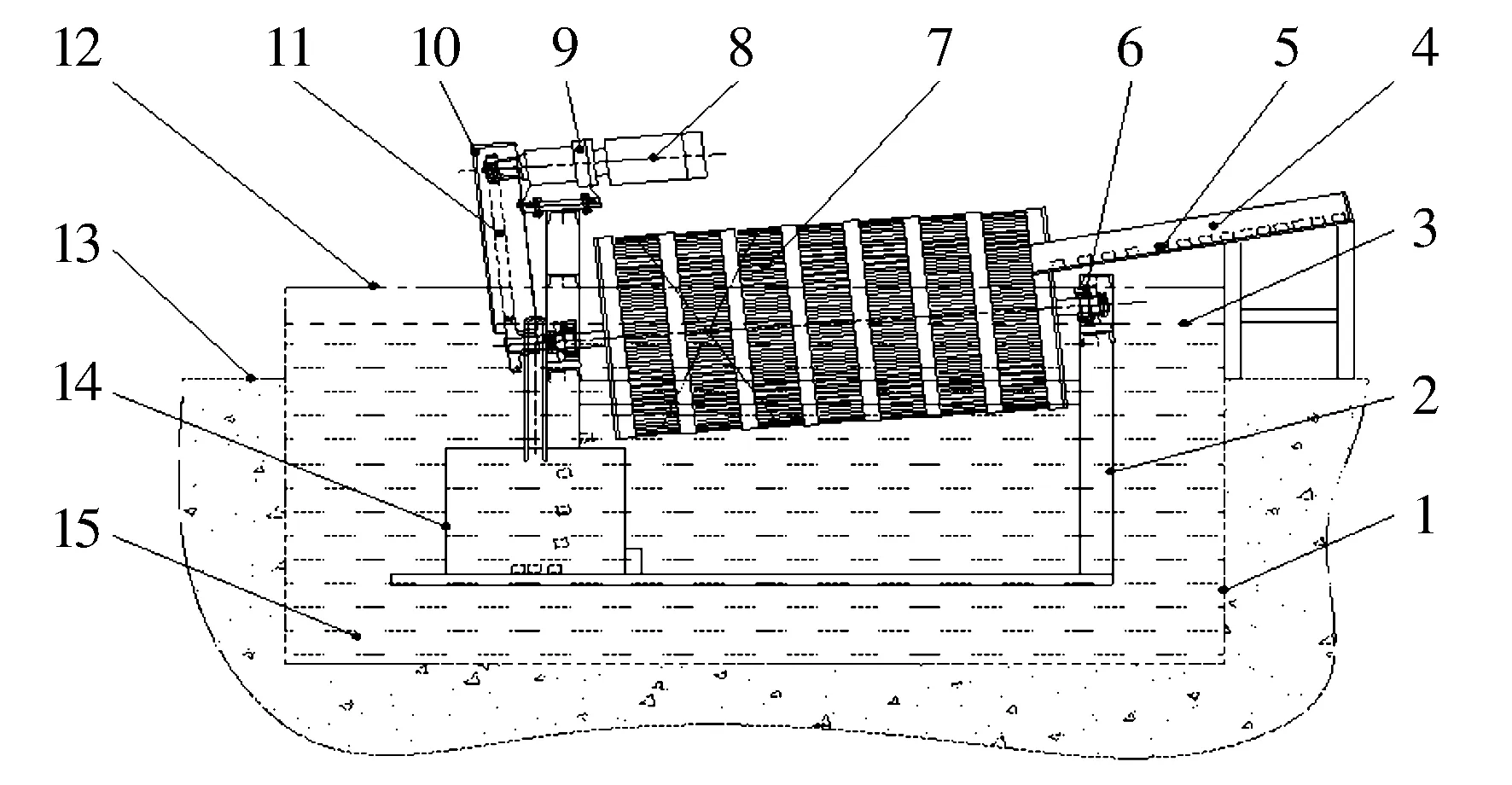
1—淬火池;2—机架;3—淬火液面;4—料槽;5—滚子;6—轴承;7—滚筒;8—异步电动机;9—摆线针轮减速器;10—链轮罩;11—链及链轮;12—淬火池上沿;13—地面;14—接料框;15—淬火液图1 滚筒式淬火机结构简图
滚筒结构如图2所示。首先将Φ16 mm的钢条焊接在环带上,钢条之间留出小于20 mm的间隙,以利于淬火液在筒内、外循环实现热交换,经过多次试验验证,并考虑到焊接施工的方便,本机取钢条之间的间隙为16 mm;接着按图示(图2)焊接轴、半椭圆板、前套、后套、筋板和外筋板。整个滚筒以与水平面成5°的正角安装在机架的轴承上(图1)。工作过程中,滚筒正转时,滚子被半椭圆板挡住,不会滑向接料框,因此滚子可与淬火液充分接触,完成淬火;反转时,滚子滑向接料框,实现自动排料。

1—轴;2—钢条;3—半椭圆板;4—前套;5—后套;6—筋板;7—环带;8—外筋板图2 滚筒结构简图
2 工作原理
该淬火机采用变频器控制异步电动机实现无级调速,可以根据滚子的尺寸大小来调整滚筒转速,滚子尺寸越大、淬火硬度要求越高时所需的滚筒转速越高,淬火冷却速度越快;可以满足不同尺寸滚子的淬火工艺要求。淬火机进行工作时,首先把机架放入淬火液中,启动正转按钮,异步电动机旋转带动与其直联的摆线针轮减速器,再经过链传动使得滚筒转动;把加热后的滚子放入料槽,料槽的倾斜角度为10°,既能保证滚子以一定的速度顺利滑下,又能防止磕碰伤,使其自动滚入转动着的滚筒,并随滚筒转动而摆动、翻滚,与周围的淬火液充分接触而快速冷却,实现淬火;当达到工艺要求的淬火时间后,使滚筒反转,淬火后的滚子自动落入接料框中,完成一个工作循环。
3 应用效果
大型滚子232/900CA,232/750CA,232/600CA,241/750CA,241/800CA原来采用摇筐淬火,冷却淬火后滚子硬度、组织及硬化层深度均达不到技术要求,生产效率低,耗能大。现采用滚筒淬火机进行冷却淬火,并与RX3-75-9型箱式电阻炉搭配使用,为使滚子冷却均匀把滚子装填量控制在滚筒容积的1/4以内,淬火后经检验,滚子硬度、组织及硬化层深度各方面质量都有提高,外观质量较好,磕碰伤几乎没有;也进一步使磨削留量由原来的1.3~1.4 mm降低至0.8~1.0 mm。
该滚筒式滚子淬火机结构简单,控制方便,采用的变频调速更易保证淬火质量,效率更高。