在役飞机蒙皮夹层腐蚀涡流检测
2011-07-23袁英民杨晓华
袁英民,程 文,杨晓华
(海军航空工程学院青岛分院,青岛 266041)
飞机在沿海及内陆湿热地区服役期间,由于环境腐蚀和载荷的作用,飞机蒙皮结构内层金属基体发生腐蚀损伤,严重影响飞机结构的功能与经济修理,甚至影响其使用寿命,这种损伤具有较强的隐蔽性,其危害常常被忽视[1-2]。为了保证腐蚀环境下飞机的使用安全,需要得到飞机蒙皮结构金属基体腐蚀损伤情况。
飞机蒙皮结构材料是LY12CZ铝合金,为三层铝合金复合结构,而腐蚀缺陷通常出现在第一层的底面和第三层的上表面,对于这些部位,采用常规涡流检测法难以奏效。通过选取试验参数和制作专用探头,在反复试验的基础上,笔者成功地解决了这一难题,为某型飞机大修工作的顺利进行提供了有效可靠的检测方法。
1 参考试块的制作
参考试块采用与飞机被检部位相同的材料,按照被检部位实际结构尺寸取样制作,并在需要检测的部位加工出一定尺寸的圆形平底槽来模拟腐蚀。
参考试块的制作情况如图1所示:飞机蒙皮为三层铝合金结构,截取尺寸为150 mm×150 mm,厚度分别为1.2,0.5和1.2 mm。根据腐蚀疲劳寿命分析,在上层铝合金板的底部加工了深度为20%板厚,直径为6 mm圆形平底槽,在下层铝合金板的上表面加工同样尺寸的平底槽作为腐蚀参考试块。
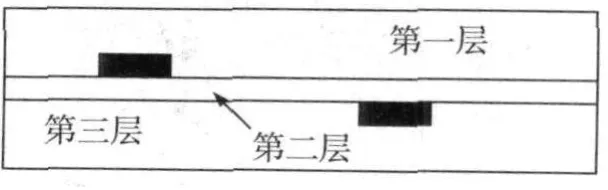
图1 参考试块示意图
2 试验过程
2.1 频率的选择
检测频率是决定涡流检测效果的关键因素。由于集肤效应,当交变磁场透入导电试件时,导体中感应出的涡流密度随着距表面深度增大呈指数规律衰减[3]。通常定义涡流密度等于表面密度1/e处的深度为渗透深度δ,即:
式中μ为磁导率,H/m;σ为电导率,1Ω◦m;δ为渗透深度,m;f为频率,Hz。
渗透深度δ定性反映了涡流检测的深度,δ大,渗透深度大,可检测深度相应也大,反之则小。因此,它是选择检测频率的一个重要依据。当渗透深度为三层板厚 2.9 mm时,通过计算,频率为1 550 Hz。但通过试验,频率为2 000 Hz时,综合上层下底面和下层上表面腐蚀的信号幅度、信噪比和相位分离度等各方面因素,检测效果最好。
2.2 相位的选择
相位特性在涡流检测中非常有用。从涡流检测线圈的阻抗分析可知,相位滞后角β与导体集肤效应深度x有关,相位滞后角随集肤深度的增加而增大[4],即:
由于飞机蒙皮腐蚀缺陷深度位置不同,有上层底部的和下层上表面的,因此通过选择合适的试验频率,依据信号的相位可以准确区分被检缺陷的位置。图2所示即为频率为2 000 Hz时,参考试块的阻抗平面图,位于上层下表面和也有层上表面的同样大小的腐蚀缺陷所产生的信号大小与相位不同。由图2可见,上层下表面腐蚀缺陷信号1幅度较大,虽然下层上表面的腐蚀缺陷面积没变,但随着深度位置增加,不仅信号2幅值减小,其相位也产生明显的滞后。同时,图2还清楚地显示出腐蚀与提离效应方向的相位差异(图中0方向为提离信号显示)。因而,检测中可以通过调整合适的相位把提离效应抑制掉。

图2 腐蚀缺陷阻抗平面图
2.3 仪器的选择
涡流检测仪首先要满足试验频率的要求。既要具有较低的频率下限和较宽的频率范围,以满足试验检测深度需要较低频率的要求,又应能在低频范围内作较细的调整,以便针对不同的检测对象选择最佳试验频率。
其次,涡流仪应具有平面阻抗显示和良好的相位调节功能。在飞机蒙皮腐蚀检测过程中,不同位置缺陷信号的识别不仅依赖于信号幅值,更重要的是依赖于相位。不具有平面阻抗显示的涡流仪不能提供缺陷的相位信号,因而难以准确评判检测结果。涡流仪还应具有较大的激励功率和增益,才能在试件内部激励较强的涡流场,从而获得较大的缺陷信号。
为此,选用 ELOTEST B320涡流检测系统。该仪器工作频率范围为10 Hz~12 MHz,相位旋转0°~359.5°连续可调 ,精度达到 0.5°;探头激励范围为0~12 V;增益范围为0~172 dB连续可调,增益分为前置放大、主放大、Y广度。具有多种阻抗平面显示模式以及数字滤波等多种功能。
2.4 专用探头制作
根据检测需要,在反复试验的基础上,制作了一发一收宽频探头,频率范围为25 Hz~5 MHz,探头外径为18 mm。该专用探头的主要特点是直径较大,频域较宽,发射接收能量较大。依据理论分析,导体中的涡流深度不仅取决于涡流渗透深度,还与探头直径有直接关系。当激励功率相同时,将探头放置在导体表面,探头产生的激励磁场透入导体的深度约为探头直径的1/4~1/3[5]。
3 检测结果
首先用参考试块标定仪器。由以上分析与试验,参数设定如图3所示,1为上层下表面腐蚀缺陷阻抗曲线,2为下层上表面腐蚀缺陷阻抗曲线。此时提离信号为水平位置,闸门为 40%。1幅值为45%,相位为 62°;2幅值为 40%,相位为 70°。
利用参考试块设定的参数对机体下壁蒙皮内层腐蚀情况进行检测。根据幅度和相位分析,第一层下底面腐蚀深度超过其厚度20%的有5处,第三层上表面腐蚀深度超过20%的有3处。经激光切割分解和显微镜深度测量检查,验证了涡流检测结果。
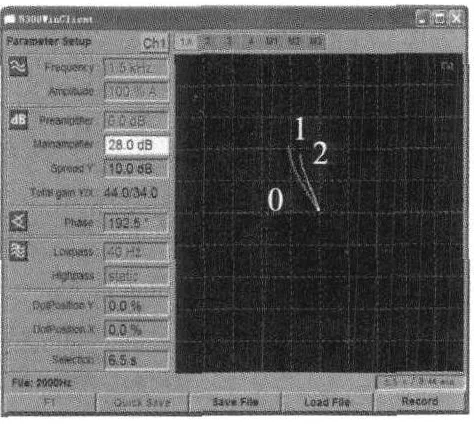
图3 参考试块检测结果
4 结语
涡流法是检测导电材料表面与近表面缺陷的有效方法,因而是对在役飞机蒙皮外层腐蚀进行无损检测的首选方法。但是,蒙皮多层结构夹层的腐蚀检测问题,用常规涡流检测方法难以奏效。通过理论分析与反复试验,得到了满意的结果,成功的解决了某型飞机大修蒙皮夹层腐蚀检测问题。结论是:
(1)检测蒙皮夹层及深层的腐蚀,检测频率宜选用低频,根据检测深度确定为2k Hz。
(2)需制作专用的涡流探头。为了成功地检测蒙皮夹层腐蚀,制作的探头要求直径较大,频域较宽,发射/接收能量较大。
(3)应选用带阻抗平面显示的涡流仪,以便有效地调节相位,区分夹层和深层腐蚀缺陷。
[1]穆志韬.海军飞机结构腐蚀损伤规律及使用寿命研究[D].北京:北京航空航天大学,2001.
[2]刘秀丽.飞机结构腐蚀检测技术研究[J].机械强度,2004,26(s):60-62.
[3]严仍春.涡流厚度无损检测技术及其应用[J].无损检测,1996,18(6):169-172.
[4]张会云,严仍春,楼敏珠.阻抗平面显示技术在涡流检测信号处理中的应用[J].无损检测,2003,25(1):44-47.
[5]刘宝,徐彦霖,王增勇,等.一种专用涡流换能器的设计[J].无损检测 ,2007,29(1):41-44.
