钢丝绳绳丝矫直器在制品检测领域的应用研究
2011-07-07何光成王立明
何光成,王立明
(贵州钢绳股份有限公司 检测中心,遵义 563000)
0 引言
在国内钢丝绳产品标准或验收技术条件中,均要对钢丝绳进行拆单股检验,特别是煤矿用钢丝绳验收技术条件中,更规定必须要检验钢丝绳绳丝样品总数的50%,而国内钢丝绳年使用量在250万吨左右,而这些钢丝绳均要经过生产厂家或中介检测机构进行检测。而在钢丝绳生产和中介检测实验室中,在钢丝绳绳丝试验前,必须对钢丝绳绳丝矫直后才能进行试验,因为钢丝绳绳丝破开后成螺旋状,不能直接进行试验,必须矫直才能满足相关产品及试验标准要求。目前,国内上千家钢丝绳生产厂家及检测机构,对钢丝绳绳丝的矫直,均采用传统的矫直方式,即人工用铜棒和木锤进行矫直,操作工人的劳动强度大,劳动效率低,试验成本高。而采用钢丝绳专用矫直器系统进行批量钢丝绳丝矫直,不但降低了操作者的劳动强度,提高了劳动效率,还减少了试验成本。
1 钢丝绳绳丝矫直工艺流程
样品检测部门将钢丝绳样品送到制样间后,将样品按照相关产品标准和试验方法标准在切样机上切成规定要求长度的绳样,并将绳样在散丝器内将其按照钢丝绳捻向反向散开,然后将散开后成螺旋状的钢丝绳绳丝,采用液压控制夹持的方式,装入钢绳丝矫直器内压紧,采用数显载荷传感器,控制钢丝绳绳丝压紧力力值的大小,采用变速箱、链条和电动机按一定拉拔力进行钢丝绳绳丝拉拔矫直,然后对样品进行清洗、分类,其流程图如图1所示。
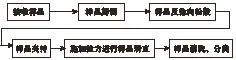
图1 钢丝绳绳丝矫直流程图
2 实施过程
2.1 样品剪切和松散
在钢丝绳绳丝样品制作过程中,样品检测部门收到样品后,在专用的钢丝绳剪切机上将样品剪切成产品标准和试验方法标准要求的长度,用手工或专用钢丝绳散丝器将钢丝绳绳丝反捻向松散开,由于钢丝绳是把若干根钢丝(光面丝、有镀层的钢丝或不同几何形状的钢丝)按一定的规则和要求,采用机械设备捻制而成的产品,钢丝绳一般由一股或多个绳股捻合面成,而在钢丝绳(或绳股)捻制过程中,由于股(或丝)是按一定方向螺旋缠绕在中心丝(或中心股)上的,则丝或股的中心线与绳(股)的中心股(丝)存在一个夹角(即捻角[1]),则反向松散开后的制绳钢丝呈现螺旋弯曲状。钢丝绳结构材料示意图如图2所示。
2.2 样品矫直
1)在传统操作过程中,是将松散后呈螺旋弯曲状的钢丝人工用手矫直或用铜棒和木锤进行矫直, 操作工人劳动强度大,而且费时,劳动效率低。而本研究方法采用数显载荷传感器控制的专用钢丝绳绳丝矫直器,适用于钢丝绳绳丝直径Φ0.8mm-Φ5.0mm,钢绳丝压紧力0-50kN范围内的绳丝矫直。其步骤是:在操作控制箱按下电源按钮接通电源;打开行走小车上的绳丝压紧装置;打开钢丝夹持器装配上的绳丝夹持器,将1-9根钢绳丝摆放在U形铜质矫直槽内,利用钢丝夹持器把绳丝夹紧,关好安全防护挡板;通过传感器力值显示仪表上的力值施加力;按下压紧按钮,再按下拉拔按钮,行走小车拖动绳丝进行拉拔,将绳丝矫直,然后按下返回按钮,行走小车返回;按下电源停止按钮,松开钢绳丝夹持器,取下钢丝,一次钢绳丝矫直完毕。钢丝绳绳丝矫直器示意图如图3所示。
2)在绳丝样品矫直过程中,一是U形夹持槽采用铜质材料,即保证样品的有效夹持和耐磨性,又因硬度小于绳丝表面硬度而不损伤绳丝样品;二是采用三到四组U形铜质矫直板组合矫直效果较好;三是根据绳丝直径的大小对应施加压紧力(具体加载压紧力见表1),在对绳丝样品施加压力后,其拉拔力P[2]必须小于钢丝绳绳丝的屈服极限Re,即P〈Re,才能确保绳丝样品在拉拔矫直过程中不对其机械性能产生影响。钢绳丝拉拔受力示意图如图4所示。
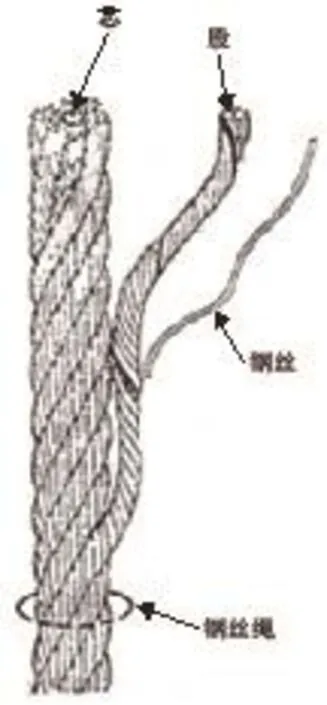
图2 钢丝绳结构材料示意图

图3 钢丝绳绳丝矫直器示意图

图4 钢绳丝拉拔受力示意图
钢丝绳绳丝所受拉拔力P可用下面公式计算:

式中:P—拉拔力;F1—反向摩擦力;F—钢丝绳绳丝所受正压力[3];f′—钢与铜动摩擦系数[4]
以施加5500牛顿压紧力一次拉拔7根强度1670MPa直径Φ0.8毫米钢丝绳绳丝为例计算其受力状态:

我中心在通过对各种直径各种强度钢丝绳绳丝受力情况计算的基础上,结合实际操作经验,列出矫直器推荐压力施加表见表1。

表1 矫直器推荐压力施加表
2.3 样品清洗分类
将矫直器矫直后的钢绳丝在柴油中震荡清洗掉表面的油脂后,按钢绳结构和绳丝直径规格分类放好,悬挂上识别标识,送入下道工序进行相应指标检测。
3 实施效果
将钢丝绳绳丝直径为1.0 mm、1.7 mm、3.2 mm的3种18组共2268个样本在贵州钢绳股份公司检测中心试验室对抗拉强度、扭转、弯曲进行试验,其中人工矫直样品和矫直器矫直样品所有试验条件完全一致,并分别满足GB/T 228—2010《金属材料 拉伸试验 室温试验方法》[5]、GB/T 228—2002《金属材料 线材反复弯曲试验方法》[6]、GB/T 239—1999《金属线材扭转试验方法》[7]试验方法标准和MT716—2005《煤矿重要用途钢丝绳验收技术条件》[8]产品标准的要求,其中人工矫直与矫直器矫直其关试验数据见表2。
由表2可知,人工矫直钢丝试验数据与矫直器矫直钢丝试验数据相对比,其抗拉强度、扭转值、弯曲值的平均值差距较小,且试验标准偏差[9]和变异系数也非常接近,说明两种矫直方式均能满足钢丝绳绳丝矫直的要求。

表2 人工矫直与矫直器矫直样品试验结果对比
4 结论
钢丝绳绳丝矫直器在贵州钢绳股份有限公司检测中心通过多年运行,在对公司一厂、二厂、三厂、四厂及钢联公司等部门送检的近36万件钢丝绳绳丝矫直的成功应用,该矫直器较好实现了钢丝绳绳丝批量矫直取代传统的人工用铜棒和木锤单根钢绳丝矫直的传统方式,不但提高了工作效率三倍以上,降低了劳动强度,减少了试验成本,并且该矫直器在广大制品检测机构中具有较大推广应用价值。
[1] 张家琦.钢丝绳生产[M]. 兵器工业出版社, 2001.
[2] 何吉林.钢丝生产[M]. 兵器工业出版社, 2001.
[3] 郝桐生.理论力学[M]. 高等教育出版社, 1993.
[4] 成大先. 机械设计手册第四版[M].化学工业出版社,2002.
[5] GB/T 228—2010, 金属材料 拉伸试验 室温试验方法[S].中国标准出版社.
[6] GB/T 228—2002, 金属材料 线材反复弯曲试验方法[S].中国标准出版社.
[7] GB/T 239—1999, 金属线材扭转试验方法[S]. 中国标准出版社.
[8] MT716—2005, 煤矿重要用途钢丝绳验收技术条件陈明[S]. 煤碳工业出版社.
[9] 钱伯海,黄良文.统计学[M].四川人民出版社, 2001.
