国产工程胎胎面缠绕生产线控制系统的技术改进
2011-07-07李政敏
李政敏,韦 宁
(1. 贵州广播电视大学(贵州职业技术学院),贵阳 550023;2. 贵州大学 外国语学院,贵阳 550003)
0 引言
贵州轮胎股份有限公司的第一条国产工程胎胎面缠绕生产线于1996在三分厂投入生产,实现对23.5-25系列规格工程胎胎胚的胎面胶条进行层贴缠绕。其工艺流程简化框图如图1所示。φ120销钉螺杆螺杆挤出机传动系统采用英国CT公司的直流调速器控制;热挤出的胶条经缠绕辅线(从运输带→冷却鼓→缠绕站→缠贴头→缠绕鼓)的输送过程和缠贴过程的逻辑动作采用FX1N PLC控制。

图1 国产工程胎胎面缠绕生产线的工艺流程框图
1 技术改造的原因
随着工程胎工艺的成熟和生产任务的加重,老国产工程胎胎面缠绕生产线的电气控制系统已不能满足缠绕胎面工艺质量的要求和产量的提高,需要技术改进才能提高胎面胶条缠绕的产量和质量。出现的问题主要体现为:
1)挤出机的直流调速器电气故障较多,励磁控制板在雷雨天气容易坏。
主要原因:雷电时分,大气中的高频电磁波的辐射干扰,引起励磁控制板的电感性元件发生频率共振,出现过流或过压而损坏。
2)主电机容易发生堵转,硬的胶料(如271#)无法正常从挤出机的口型挤出来。勉强挤出的胶条因表面粗糙、断面形状不规则而不能满足工艺质量的要求,而且在胶条向缠绕鼓上输送的过程特别容易断胶。胎面采用271#胶料进行缠绕时,生产无法正常进行,胎面缠绕工艺质量更不能满足。
主要原因:生产任务的调整后,原来在进口缠绕机上缠绕胎面的部分大规格胎胚(如18.00-25系列)外移到国产缠绕机上进行胎面缠绕,所用的胶料硬度加大、喂胶量增大。负载增大时,75KW挤出机直流电机的运行电流急剧增大、转速骤然下降甚至为零而发生堵转。
3)缠绕过程中,胶条容易断;若缠绕操作工发现不及时,未及时停车,容易造成缠贴头“空缠”,频繁手动补胶条的直接后果是缠绕胎面的外观形状差、断面和重量失控。
主要原因:缠绕辅线与挤出机之间以及缠绕辅线前后段之间的传动速度匹配精度不够;胶料的性能改变;且PLC电气控制系统无“断胶”自动检测控制装置,不能自动检测胶条供胶的连续性,发生“断胶”时不能自动停、起缠绕程序的执行,而是靠操作工人人工观察胶条的连续性、手动控制缠绕机的起停,这样会直接影响缠绕胎面的重量和工艺质量。
4)不能适应多规格缠绕任务,体现为生产能力不足。
主要原因:挤出机拖动能力不足;原PLC的用户程序缠绕配方号只有9个,不利于单机多规格缠绕胎胚的生产计划调整。
2 技术改造的方案
1)改进φ120螺杆挤出机直流电机的直流调速器控制系统。
2)改进PLC的电气控制系统。
3 电气控制系统技术改造的主要内容
为解决原挤出机控制系统的电气故障多的问题,完善国产缠绕机控制系统的自动控制功能,满足多规格缠绕生产任务和改进胎面缠绕的工艺质量的需要,对该生产线的电气控制系统作了如下改进:将英国CT公司的直流调速器改换为SINMENS 公司的6RA23系列直流调速器;增大挤出机拖动电机的功率;对连续供料的国产缠绕机增加“断胶”自动检测控制装置;并开发PLC控制器的程序,增大其数据处理能力,发挥控制系统的应有水平等。
3.1 直流调速器电气控制系统的改进
国产缠绕机的φ120挤出机的直流电机原采用英国CT公司的直流调速器MENTORⅡ进行调速,调速的方式为改变电枢电压调速和改变磁通φ调速。将MENTORⅡ改为SINMENS 公司的6RA23系列直流调速器后,主要采用电枢电压调速。这里比较两类直流调速器控制系统的调速功能的异同。
φ120挤出机的直流电机拖动系统具有典型的恒功率型机械特性,其负载转矩TL与转速n成反比,即TL=K/n(或K=TLn∝P);因此若胶料变硬TL,则挤出机的负载增大,螺杆的转速立即下降。
φ120挤出机的直流电机的励磁方式为他励式,其机械特性方程式为:

由(1)式知,要改变他励直流电机的转速n,有三种方式:改变串入电枢电路的电阻Rad,改变电枢电压U,改变磁通φ(改变励磁电流If)。后面两种调速方式的机械特性曲线如图2和图3所示。
其中最常采用的是改变电枢电压调速方式如图2所示,因为它的优点是在额定电枢电压范围内调速,电动机的机械特性硬度不变,并且容易做到无级调速,控制灵活方便,调速范围广。因此MENTORⅡ和6RA23直流调速器均采用了改变电枢电压调速的方式。

图2 改变电枢电压的机械特性曲线

图3 改变电枢电压的机械特性曲线
图3改变磁通φ(改变励磁电流If)方式存在的不足在于:弱磁控制时,当磁通过分弱后,如果负载转矩TL不变,将使电动机的电枢电流Ia大大增加,电磁转矩增加,转速随着升高;如果调速前电动机已在额定电流下运行,那么,调速后的电枢电流将超过额定电流而严重过载,导致直流电动机温升过高、功率消耗大,效率下降,而且容易引起直流调速器电子板上的元器件发热、性能下降甚至损坏。这就是MENTORⅡ直流调速器采用改变磁通φ调速(改变励磁电流If)存在的主要问题;外加要将变电枢电压调速和变励磁调速的电路参数整定到最佳配合值的难度较大;故将MENTORⅡ直流调速器改为6RA23直流调速器:变电枢电压调速。
3.2 更换电动机
当直流调速器电气控制系统及拖动控制系统正常工作、喂料均匀时,才能保证胶料平稳地从挤出机内挤出,得到的挤出胶量单位长度的重量和体积基本在一常数值。
由于进口缠绕机上缠绕胎胚外移到国产缠绕机上缠绕胎面,所用胶料硬度增大,导致挤出机直流电机的负载转矩TL增大为TL′。空载时,直流电机能够正常启动和运转;一旦带上负载,因TL′的增大超过了直流电机的额定启动转矩,这时直流电机的电枢转速立即下降、电枢电流骤然上升,直到出现堵转。看到的现象就是:胶料在挤出机内的蠕动性差,热挤出的胶料表面粗燥、色泽暗淡、几何形状不规则,挤出胶量单位长度的重量和体积波动很大;而且挤出机的螺杆常常因此不能转动。
分析原因是:生产负荷的增加,原有75KW直流电机的输出功率偏小。
解决办法:更换功率较大的直流电机90KW,增大直流电机的额定输出转矩和负载转矩抗衡。满足新的转矩平衡方程:TM′= TL′+ Td。(TM′、TL′、Td分别是:电磁转矩,负载转矩和动态转矩)。
75KW直流电机的额定转矩:

90KW直流电机的额定转矩:

实践证明:3.1与3.2的改进解决了φ120螺杆挤出机控制系统输出功率和拖动能力不足的问题;大大减少了直流调速器控制系统的电气故障。
3.3 增加“断胶”自动检测控制装置
“断胶”自动检测控制装置自动检测胶条供料的连续性。通过PLC的控制,自动控制缠绕机的停止和再启动,避免缠绕机出现缠绕鼓上无胶条的 “空缠”现象。
所作的改进电路如图4所示。
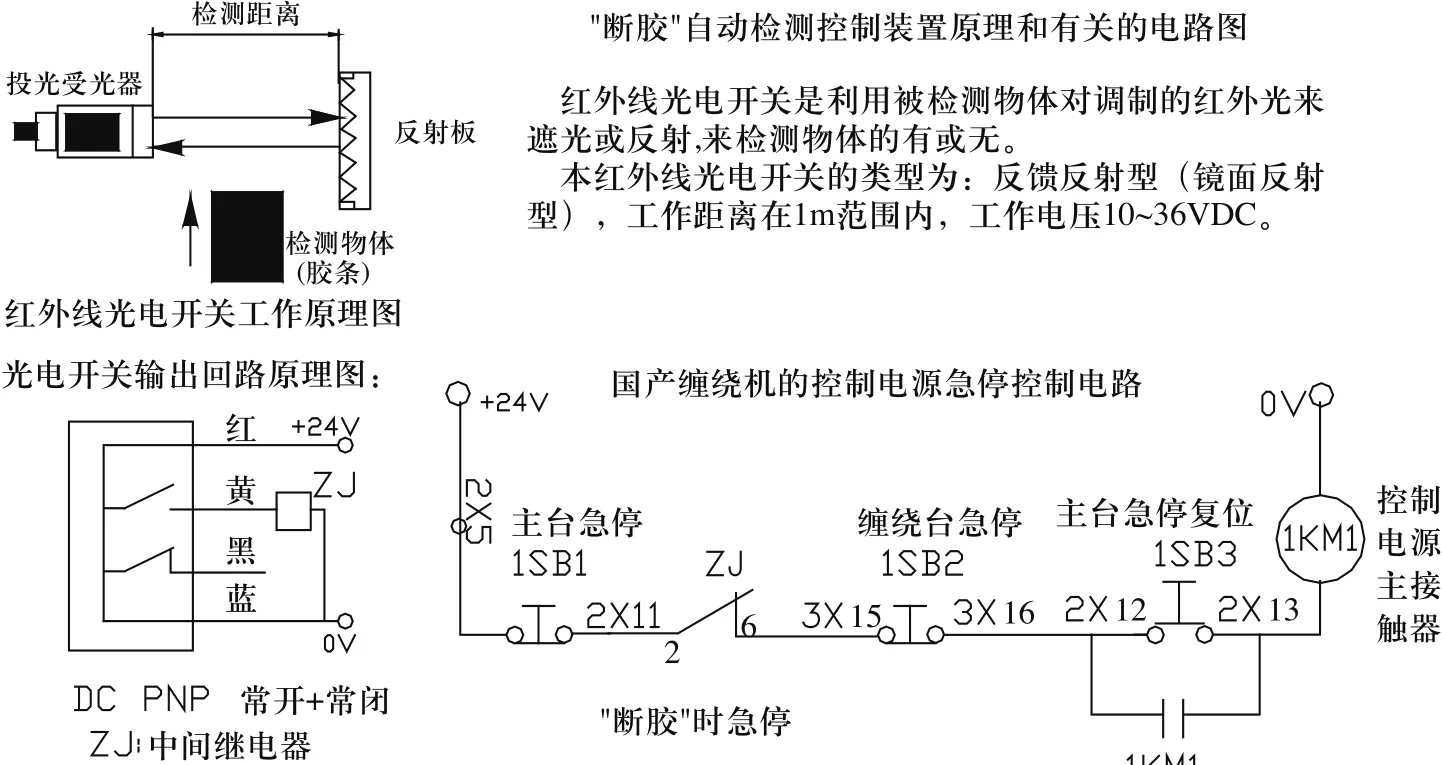
图4 改进后电路示意图
在缠绕站的缠贴头位置(离缠绕鼓最近)增加了“断胶”自动检测控制装置后,不仅能够检测到“断胶”,即发生了胶条供料不连续的情况;而且也能检测到胶条的“宽窄”。不管是发生“断胶”还是胶条过窄,光电开关的输出回路电路的状态均会发生改变,PLC程序检测到“断胶急停信号”后,立即暂停缠绕程序的执行,待胶条连续和胶宽正常后,又可启动缠绕机缠绕程序、完成后续的缠绕配方程序数据的执行。
增加“断胶”自动检测控制装置的优点:可避免缠绕操作工发现“断胶”不及时而造成的缠绕鼓“空缠”胶条现象;避免手动补胶条引起缠绕胎面的外观有明显异常凹凸和重量波动过大等工艺质量问题;方便操作人员的操作,提高生产率,降低工人的劳动强度等。
另外,调整、优化挤出机与缠绕辅线各传动段的速度控制参数,合理调节胶条的张力,尽量避免张力过大或过小引起“断胶”的发生。对国产缠绕机工程胎缠绕胎面的工艺质量和生产效率都有一定程度的提高。
3.4 增加缠绕机的安全急停功能
在φ120冷喂料销钉螺杆挤出机的喂料口左、右侧均加装一个急停保护开关,在压型辊口型侧面也加装了一个急停保护开关,确保挤出机或压型辊的喂料口有急停保护功能,提高操作的安全性。
3.5 开发PLC用户程序处理能力
技改前,FX1N PLC的用户程序缠绕配方号只有9个,胎面缠绕的规格数量受到限制,极其不利于单机多规格缠绕胎胚的生产计划调整。为适应多规格缠绕任务,重新开发了PLC的用户程序,将缠绕配方号的数量增加到20个,即可以在老国产φ120缠绕机上缠绕20种不同规格的胎胚胎面,大大提高了PLC的程序数据处理能力。
4 技术改进的效果
1)减少了φ120挤出机的直流电机调速器控制系统的电气故障,不必再担心雷雨天气会发生MENTORⅡ直流调速器烧坏励磁板的“自然灾害”故障。
2)便于储备通用的直流调速器,节约备件成本:技改前,MENTORⅡ直流调速器/台价值3万元左右;技改后,6RA2337直流调速器价值16732元/台。
3)实现了φ120挤出机的对271#等规格硬胶料的挤出,且挤压出的胶料形状规则,符合工艺要求。为分担McNeil缠绕机部分规格的胎胚胎面缠绕任务确立了可行性。
4)增加了自动检测胶条供料连续性的自动检测控制装置,通过PLC的控制,自动控制缠绕生产线的停止和再启动,避免出现缠绕鼓上无胶条的 “空缠”现象;同时便于操作,避免“断胶”后操作人员手动补胶对胎胚一次缠绕合格率的影响,避免手动补胶缠绕胎面的外观形状和重量等带来不利影响。
5)开发了PLC的用户程序,将缠绕配方号由9个增加到了20个,增强了PLC自动控制系统的功能,便于单机多规格胎面缠绕计划的顺利完成。
5 结束语
在实际生产过程中,国产工程胎胎面缠绕生产线的电气控制系统曾出现了不能满足工艺质量和生产要求的棘手问题。 “对症下药”地对控制系统进行了技术改进,完善了PLC自动控制系统的控制功能。解决上述棘手问题,明显提高了国产缠绕机缠绕胎面的工艺质量和生产效率,节约了维修成本和备件成本,提高了老国产胎面缠绕生产线的整体运行水平。
[1] 邓星钟. 机电传动控制[M]. 武汉: 华中科技大学出版社,2001.
[2] FX1N PLC 编程手册[Z].
[3] MENTORⅡ直流调速器用户手册[Z].
[4] 6RA23直流调速器用户手册[Z].
