水轮机顶盖底环在铣床上的镗孔加工
2011-06-23胡群娇
胡群娇
(南宁发电设备总厂,广西 南宁 530031)
水轮发电机组的顶盖、底环是水轮机导水机构中的重要零件,根据水头高低、机组大小不同,顶盖、底环上都会分布有12~24组导叶孔,而且有严格的同轴度加工要求。一般情况下,导叶孔是在镗床上利用同镗工具,通过同镗加工来保证同轴度要求的。而顶盖、底环属于大而扁的零件,其外型尺寸一般都比较大,因此,小型的镗床设备是无法完成的,需要使用比较大的镗床设备并配套同镗加工装置才能完成,设备投资大,加工的成本比较高。
我们通过对现有的德产FSS400-Y立式铣床进行适当改造,并改变传统的同镗工艺,大胆采用新的镗孔方法,就可以实现在铣床上进行顶盖、底环的镗孔加工,减少了对委外加工的依赖。更重要的是,其他类似产品的镗孔,也可以在铣床上完成了,操作简单,经济实用。
以下是铣床改造及镗孔加工方法介绍。
1 现有铣床设备的现状及改造方法
FSS400-Y德产铣床各种参数,跟国产X53T铣床差不多,其主轴端面至工作台距离为60~550 mm,工作台尺寸为1800 mm×425 mm,工作台最大负载为8000N,铣床动力充足,精度良好,主轴的轴向进给是通过手轮人工进刀,无自动走刀装置,主轴端面可安装铣刀盘,且机床上原配置有一台可利用的变频器。为此,我们对设备进行如下改造:
1.1 设计安装主轴自动进给装置
水轮机顶盖、底环的材质,一般采用Q235-A组焊或铸钢整体铸造,对高水头或多泥沙电站,过流面一般要求镶嵌10~16 mm的不锈钢面板,根据零件材质及导叶孔加工的精度要求,要在铣床上完成镗孔加工,首先必须对铣床主轴的轴向进给机构进行改造。
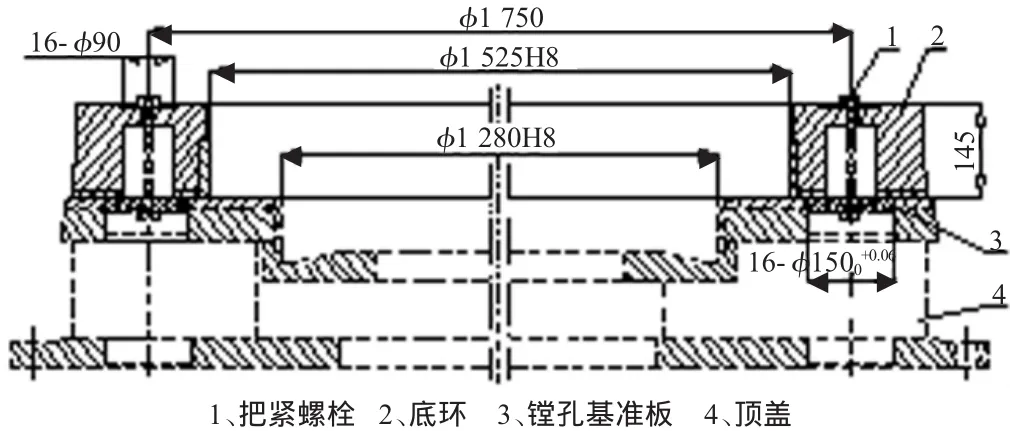
图1 顶盖底环同轴定位
为此,我们设计制造了一套外置的主轴自动进给装置,即选用一台NMRV-063铝壳箱型蜗轮减速箱,速比i=50,用一台YS7124-4-370 W电机作动力源,且电机与机床上原配置的变频器组合起来,从而实现轴向自动进给速度的调节。减速机输出端,用一副i=100、模数为1.5的齿轮副作为二级减速。拆下机床上原主轴轴向进给手轮,改挂齿轮副的从动齿轮,蜗轮减速箱与电机直联后固定于铣床动力头的右侧,接上电源,就可以实现镗孔的轴向自动进给了(如图2)。
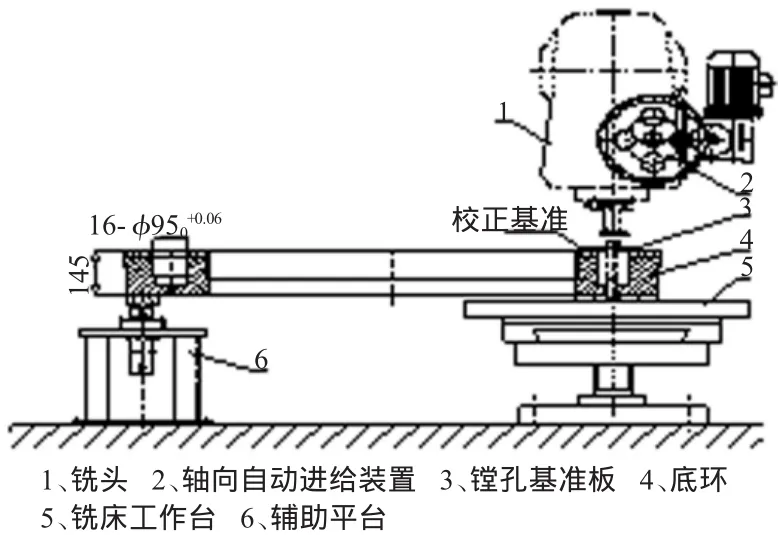
图2 底环镗孔
1.2 设计镗刀杆
根据镗孔尺寸,我们设计制造了一套差动镗刀杆,镗杆上端做成燕尾滑块形式,这样,镗杆的可加工孔径范围就比较宽,镗刀的横向进给采用螺旋进给,并辅以刻度盘,这样,进刀就比较方便准确,减少加工时的辅助时间,燕尾滑块上端加工有一个定位止口及键槽,保证了镗杆与主轴的准确定位,整个镗杆用螺栓及平键与铣床主轴端连接。
1.3 设计工件辅助平台
顶盖的总质量为2800 kg,外径为Φ 2240 mm,而铣床工作台的最大负载才是8000 N,工作台尺寸也仅为1800 mm×400 mm,因此无法把工件直接装夹在工作台上。为了解决这个问题,同时也为了镗孔方便找正,我们在机床前方安装两个辅助支承平台,要求支承平台能承受工件的大部份重力,每个支承平台有一套调节机构,由T型螺杆、T型螺母、锁紧螺母、钢球和顶紧螺母等组成,用于调节工件与铣床工作台等高(如图2)。
这样,工件重力就由铣床工作台及两个T型螺杆共3个支撑点来共同完成,并且两个辅助平台承受大部份的工件重力,当调整工件高度或少量的左右移位时,可以利用钢球的滚动来完成,比较方便省力,调整完成后,顶紧螺母上旋,顶紧工件,工件重力由球面支撑转为平面支撑,同时夹紧,就可以开始镗孔。当镗完一个孔转一定角度镗下一个孔时,找正第二孔就可以落下顶紧螺母,用两个钢球的滚动来左右微调工件找正。
2 采用新工艺保证同轴度加工要求
传统的顶盖、底环加工,为了保证导叶孔的同轴度,采用的加工工艺是顶盖、底环分别划线,然后上镗床,按线均布镗出顶盖全部导叶孔,底环则按线镗出对称的两个导叶孔供定位用(这两个孔划线、镗孔要求准确),加工两条芯棒,在划线平台上把合顶盖、底环,用两条芯棒定位,同时打表检查顶盖、底环的内孔同轴度,最后螺栓收紧顶盖、底环,整体吊上镗床,装夹好,就可以以已镗好的顶盖孔为基准,镗底环孔,从而保证两者的同轴度。
利用上述改造的铣床来镗孔,只要整体把合后的顶盖、底环总高度在铣床的轴向行程内,是可以采用的。但如果总高度超过了铣床的轴向进给范围,这种镗孔工艺将无法实施。对于超过轴向进给行程的顶盖、底环,我们采取如下加工工艺:
顶盖、底环分别划线,镗出顶盖的全部导叶孔合尺寸,底环的孔粗镗(留5 mm余量供精镗),另外对称精镗出2个孔供定位,顶盖上除了2个供定位用的孔外,其余孔各加工一个10 mm定位圆板(要求与孔过渡配合),每个圆板套打入顶盖导叶孔,顶盖、底环用两条芯棒定位,用与上述相同的方法把合找正顶盖、底环,然后每个定位圆板用螺杆穿过底环导叶底孔对称均匀收紧(如图1),用表复查顶盖、底环内孔同轴度,最后吊开顶盖,底环吊上铣床工作台,以紧固在底环上定位圆板作为镗孔基准,用百分表找正,然后夹紧工件,拆下定位圆板,就可以开始底环镗孔。每镗完一个孔,旋转工件到下一个孔,用同样的方法找正定位圆板,再镗第二个孔,如此类推。
利用这个方法,可以不必把顶盖、底环整体把合同镗,就可以保证顶盖、底环的同轴度加工要求,避免了对大型镗床设备的依赖,是一种比较简单、灵活且实用的镗孔加工方法。
3 结束语
利用这台改造过的铣床,采用这种镗孔工艺,我们先后完成了云南南汀河、落水洞等电站的顶盖、底环的镗孔加工,最后都能达到图纸要求。同时,经过改造后的铣床,同时具备了镗铣的功能,特别对较大尺寸的宽扁类零件的镗孔,都可以完成了,解决了小企业对委外镗孔加工的依赖。同时,通过对设备进行局部改造,能有效地提高设备的综合利用率,从而提高企业的经济效益。
[1]刘大恺.水轮机[M].北京:中国水利水电出版社,1997.
[2]吴圣庄.金属切削机床概论[M].北京:机械工业出版社,1984.
