磁性磨具在身管光整中的应用研究
2011-06-21薛百文
薛百文,贾 强
(中北大学 机电工程学院,山西 太原 030051)
线膛炮身管在拉削膛线以后,传统膛线光整加工的质量在很大程度上依赖于工人的技术水平,而且存在生产效率低、质量不稳定的问题[1]。磁流变液是一种新型的智能材料,在施加外加磁场的情况下,其粘度在毫秒级的时间内发生显著地增加,表现出类似于固体的状态[2]。这种粘度变化可通过改变磁场的大小连续地加以控制:当撤去外加磁场后,磁流变液能迅速恢复液态。本文所提出的应用就是要利用其在不同磁场强度下的不同的粘度性能及其形态的变化。
1 身管光整加工
1.1 磁流变液为载体磨具光整加工原理
利用磁流变液作为磨料载体进行光整加工,就是在磁流变液中加入一定比例的非磁性磨料后形成的悬浮液作为磨具,对工件表面进行光整加工。宏观地看,在高强度的磁场作用下磁流变液发生流变,成为具有粘塑性的介质。微观地看,磁粒形成链条状的结构,其链节之间夹有磨料。图1为有磁场时磁粒与磨料的分布情况。当磨料与工件被加工表面之间有相对运动时,就能保持一定的剪切应力。与工件接触的磁流变悬浮液就成为柔性抛光“磨具”。由于“磨具”与工件之间具有快速的相对运动,使工件表面受到很大的切削力,从而使工件表面材料被去除。
国外对硅基材料制作的带有直槽的零件进行抛光,获得了较好的效果。直槽高度被抛去2~3 μm。同时直槽的棱边有一定程度的倒圆。
图1为加上磁场后磁粒、磨料形成的链条与被加件之间的位置关系示意图。

1.2 磁流变液为载体的磨具对身管光整加工
当用磁流变液为载体的磨具对普通的工件进行加工时,由于被加工件要放在容器里,这时如果容器为铁磁材料,它会导磁,零件被磁化,影响被加工件与磨料之间的相对运动。加工过程中,容器被磨损,被加工件也被磨损,效果不太好。当容器为非导磁材料时,磁场磁力线通不过去。严重影响磨削效果。只有当容器能导磁,被加工件为非导磁材料时效果较好。故在国内可见用磁流变液为载体的磨具磨削加工有机镜片的工艺。本文的提法是将身管既作盛放磁流变液与磨料混合悬浮液的容器,又作为被加工的零件。
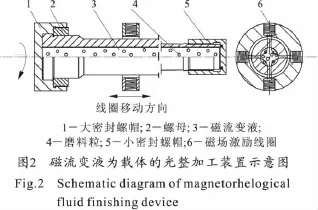
1.3 磁流变液为磨料载体的身管内表面光整加工的装置
图2所示为用磁流变液为磨料载体进行身管内表面光整加的装置示意图。当线圈6通电流后,产生的磁场磁力线方向指向身管内部(图中位于底部的线圈磁场磁力线也指向身管,水平向的线圈的磁力线方向为由身管径向进入线圈)。这时,磁性粒子就排列在磁力线上。线圈作左右运动,身管作旋转运动。这时,磨料就对身管内表面产生磨擦、擦滑、刮削。从而实现对内表面的光整加工。而这种磨擦、擦滑、刮削的力度与磁流变液的相转化程度有关。磁流变液的相转化程度又与磁场强度有关。后文将对形成所需要磁场的方法进行研究。
另外,磨料粒子与身管内表面之间的相对运动需越不规则、越复杂越好。通过控制加工的时间和磁场的强度可以控制对身管的内表面加工的质量。
2 磁流变液在外磁场作用下的可承受的剪切力与磁场的关系
要实现对身管内表面的光整加工,首先要了解磁性磨具在加磁场后,所能达到的磨粒间的剪切力能否满足光整加工的要求。
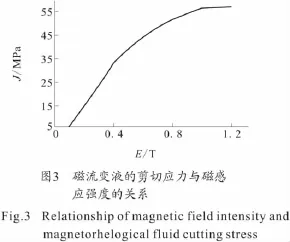
由于磁流变液在外磁场作用下,磁矩与外磁场同方向排列时的磁能低于磁矩与外磁场反方向排列时的磁能,结果是同自发磁化磁矩成较大角度的磁畴体积逐渐缩小。这时颗粒的平均磁矩不等于零,颗粒对外显示磁性,按序排列相接成链。因此在利用磁流变液的这种链带动磨料进行光整加工时,对金属的切削力与链所能承受的剪切力有直接的关系。而不同的磁流变液的这种链所可能承受的剪切力在一定范围内与磁场强度有关。图3所示为某公司生产的磁流变液的剪切力与磁感应强度的关系。
3 实验所用磁场的形成及磁场的强度分布
实验所用磁场的形成可以使用永磁体产生的磁场,也可用通交流电的螺线管产生的磁场。其特点是永磁体产生的磁场其强度不可连续变换。而交流电激励的磁场可连续变换磁场强度,利于用计算机控制。
交流电激励线圈所形成的磁场,在有限长螺线管内部的绝大部分范围内磁场在x、y、z轴上有分量。在管的中段很小的区域内径向分量为0,轴向分量最大,是匀强磁场。线圈的长宽比越大,绕线越密,磁场强度越大,匀强磁场的区域越大。但在管口外,以较大的变化率减小到零。实际应用中应根据需要(如磁场大小,匀强磁场的范围等)进行设计[3-4]。
本装置所设计线圈在近似无倾角缠绕情况下,其余数据如下:交流线圈缠绕在Φ50的纯铁芯棒上,线圈匝数为n=2 000,漆包线的铜芯直径为d=2.5mm,通过的最大电流为I=4A,身管外表面到线圈端面的距离为1mm,身管内径取Φ122mm,外径Φ230mm。计算中线圈所产生磁场的磁感应强度的有效作用点位置如图4所示的A、B、C点。
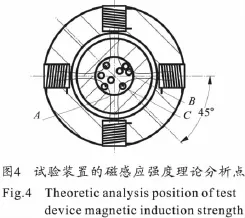
应用ANSYS软件对如上图所示的其中一个螺线管外磁感应强度进行分析后得到如图5所示的曲线。
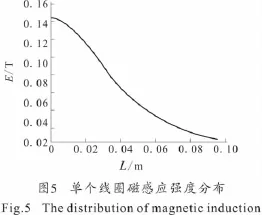
图5中,横坐标就是在图4中所示的身管内壁处从A-C-B经过的弧长,纵坐标为相应点处的磁感应强度。当周向布置4个螺线管时,每点的磁感应强度可叠加。如A、C点处的磁感应强度在叠加后约为0.2T;对照图3可知剪切力为2~20MPa;B点处的磁感应强度约为0.1T;身管中心处的磁感应强度叠加后为0.12T。
4 方案的优缺点
该方案的优点是:
1)阴线的光整加工提出了新的解决思路。
2)柔性加工,不会对身管的金属材料引起不必要的撕裂等疵病。
3)在加工过程中,可利用计算机控制加工所用磁场的强度和加工时间。
4)磁流变液的有关参数也可作一些调整。
该方案的缺点是:
1)磁流变液的成本相当高,不利于该技术的推广与应用;如国外生产的磁流变液价格昂贵,而国产的磁流变液尚未形成市场。因此,如欲使用当自行研制磁流变液。
2)铁屑问题。此方法在经过一批零件的加工后,液体中会加入数量较多的铁屑,改变了悬浮液的性能。故需要更换。
5 结 论
本文针对生产需要,提出利用磁流变液作为磨具载体,设计一种软质磁性磨具用于身管在拉削膛线后的光整加工,计算结果显示,这种磨具有一定的切削力,所需要的磁感应强度也是可以实现的。
(References)
[1]薛百文,李振新,常德顺,等.线膛炮身管内表面光整加工的方案研究[J].火炮发射与控制学报,2008(4):67-70.XUE Bai-wen,LI Zhen-xin,CHANG De-shun,et al.Study on the ways of inner surface finishing of rifle born barrel[J].Journal of Gun Launch &Control,2008(4):67-70.(in Chinese)
[2]李唯东,杨胜强,孙桓五,等.液体磁性磨具光整加工机理研究[J].机械管理开发,2007(1):3-4.LI Wei-dong,YANG Sheng-qiang,SUN Huan-wu,et al.Research on the mechanism of liquid-magnetic abrasive tool for polishing[J].Mechanical Management and Development,2007(1):3-4.(in Chinese)
[3]冯旺军,李延龙,王伟,等.考虑螺距时有限长超导螺线管电流磁场的分布[J].甘肃工业大学学报,2003,29(1):146-148.FENG Wang-jun,LI Yan-long,WANG Wei,et al.Magnetic field distribution caused by length-limited loose helical current[J].Journal of Gansu University of Technology,2003,29(1):146-148.(in Chinese)
[4]成 军.无限长直均匀密绕载流螺线管的磁场[J].浙江师范大学学报,2001,24(4):365-366.CHENG Jun.Magnetic field of unlimited length solenoid holding current[J].Journal of Zhejiang Normal University,2001,24(4):365-366.(in Chinese)
