航空发动机燃油系统附件抗污染途径及技术对策
2011-06-06孙晓军
孙晓军,李 军
(中航工业沈阳发动机设计研究所,沈阳 110015)
航空发动机燃油系统附件抗污染途径及技术对策
孙晓军,李 军
(中航工业沈阳发动机设计研究所,沈阳 110015)
燃油污染已成为航空发动机设计不容忽视的重要课题。介绍和分析了航空发动机燃油系统附件污染源、污染物产生的途径和失效模式;从设计、加工和使用维护方面,采取了相应抗污染措施和技术,有效降低了燃油系统附件的污染程度,确保了发动机运行安全、可靠。
燃油系统;附件;抗污染;调节器;失效模式;航空发动机
0 引言
航空发动机燃油系统具有结构复杂、精密偶件多、尺寸小和精度高等特点,在实际工作中承受着较高的温度、较大的压力和振动载荷,而在机械液压调节器中一般不采用余度设计。因此,对系统中每个附件或附件中每个组件的可靠度要求极高。
在中国多次发生由于航空发动机燃油污染影响飞行安全的事故。因而,发动机附件的防污染措施和抗污染能力是保证其可靠性的重要方面。本文主要分析了燃油系统附件污染源的产生和附件失效模式,提出了提高抗污染能力的技术措施。
1 燃油污染引起的附件失效模式
燃油系统附件由许多精密偶件组成,在规定的使用条件和轻微污染的环境下,能在寿命期内可靠工作。但在燃油污染超过规定指标时,会使附件发生故障。由燃油污染引起的附件失效的故障模式主要表现在以下3方面。
(1)加速磨损,附件性能下降。这是个渐变过程,可以检测并及时发现。当燃油系统附件性能降至技术条件规定偏差的下限时,应更换。
(2)控油小孔或节流元件堵塞,附件性能急剧下降。
(3)活门卡死,使附件突发失效。这是突发性故障,不能事先检测和预防,因此会造成极为严重的后果。
2 污染源
综合分析燃油系统附件在加工和使用过程中的各环节,认为燃油污染主要来自以下途径。
(1)供油油源污染。
由于发动机试车用燃油和飞机输入燃油都经过严格化验,附件试验器用燃油也需按有关规定进行化验和检测,所以一般不会发生污染超标。但燃油在运输存储和加油过程中,很难避免沙尘进入。因此,飞机油箱、试验设备油箱和管路均有受到污染的可能;油箱的锈蚀,表面保护层的脱落,导管中残留的加工物等都会使油源受到不同程度的污染。
(2)附件加工残留物。
尽管对在加工过程中残留物的清除有严格的规定和多种工艺方法,但由于检测手段不完备,标准也难以定量明确。因此,在组装较为复杂的零件时,仍会积存少量残留物,其中一部分与基体结合较牢,不会造成燃油污染,而另一部分则会随着燃油的流动渗入到燃油中,这是造成燃油污染的主要途径。其中最为明显的零件是壳体,尤其是对定义油路、堵头和压套多的主调节器壳体。
(3)附件拆装过程产生的污染。
在附件拆装时,会使非金属消耗件划伤、切裂或掉块;螺纹飞边脱落也会造成燃油污染。
(4)燃油胶化变质。
在温度较高等特殊情况下,燃油会胶化。如在某些飞行状态下,经过散热器的燃油温度会升高至180℃以上,使燃油产生胶化物而被污染。
3 提高燃油附件抗污染能力的方法
提高燃油附件抗污染能力,主要从设计和加工工艺等2个方面着手。
(1)技术设计方面。
a.对加工件的尺寸和形位精度提出较高要求,对偶件间隙提出合适要求。
b.选取的材料要求具有较高的硬度、强度和刚度,并需耐磨和耐腐蚀。
c.尽可能减少油孔的长度和减小流动死区。
d.在结构允许条件下,可采用外部油路和组合式壳体。
(2)加工工艺方面。
a.堵头改成螺堵,以便于冲洗。
b.用堵棒消除油路盲区。
c.广泛使用带胶圈的活衬套,尽量不采用压套工艺。
d.采用先进的新工艺和新技术,如将汽油加热、加压或使用高效溶剂等,以清除壳体毛刺。
4 防污染措施
针对不同污染源,在燃油系统流道的不同界面和燃油附件内部设置各种油滤,如图1所示。
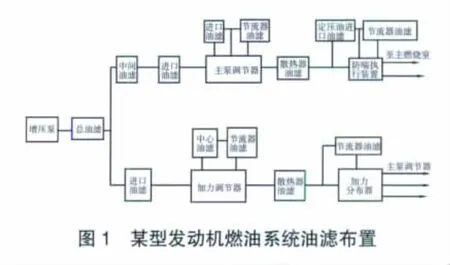
从图1中可见,总油滤和中间油滤均设置在管路上,对供油进行过滤。中间油滤是为主燃油系统而复设,用于更精细地油滤,这是因为,主燃油系统的精密偶件比加力燃油系统的更多,且在保证飞行安全方面起到更重要的作用。其它进口油滤、中间油滤、节流装置油滤等均设置在调节器内部,主要用于对控制油进行再过滤。各种油滤的过滤度、功用和维护要求见表1。

表1 油滤的过滤度、功用和维护要求
燃油控制应采用比较理想的自洗式油滤,该油滤通过在主油道上设置1段光滑收敛截面流道,使流速增大;从侧面引出旁路油道,并进行过滤,在燃油流经滤网时增大的流速作用下,将滤网上的滤出物冲到燃烧室烧掉。自洗式油滤已广泛应用于航空发动机燃油调节中。其优点是结构紧凑,维护使用方便,无需作定期清洗。其工作原理如图2所示。

5 综合治理对策
对于控制燃油污染,避免故障发生,应从设计、加工和使用等各方面采取有效措施,以提高系统和附件的可靠度,充分发挥燃油系统功用,保证发动机安全可靠地运行。
1个成熟机种的燃油系统附件,一般要经过多次修改设计,其结构才能更为完善,抗污染能力才会进一步增强。使用部门多年来的故障统计表明:同一产品在1段时间内发生较多故障,而在其它时间段不发生故障,或同一产品在某地区或部门发生较多故障,而在其它地区或部门不发生故障。因此,应该从加工和使用方面分析原因,设计部门也应该参加,即从设计、加工和使用3方面协同分析,才能使问题得到有效处理和解决。
2009年,某型飞机在起飞爬升过程中因发动机自动停车而坠毁。分析表明,发动机主燃油泵调节器加速节流活门卡滞在打开位置,使发动机供油量降低至最小,从而导致发动机转速和温度逐渐降低,直至停车。造成加速节流活门卡滞的原因是主燃油泵调节器内部有异物,该异物很可能是在主燃油泵调节器安装或飞机制造过程残留的,也可能是在使用过程中随油料混入的。20世纪80年代,某航空燃油附件厂的产品也曾在使用中发生分油活门卡死故障。
经了解,生产现场清洁度不符合要求是导致故障发生的主要原因。具体表现为:(1)对调节器壳体冲洗不彻底,检测故障壳体时,冲出大量残留物;(2)试验设备不符合要求,在油箱和管路中发现明显超标的外来物。当然,也有其它方面的原因,如质量意识不强,管理工作不到位等。经过严格整改,产品质量显著提高,未再发生相似故障。
6 结束语
燃油系统附件抗污染设计是航空发动机工作可靠性的重要保证。首先,在设计时,运用有效的技术手段,掌握检测方法,提高检测准确度和精度;其次,在加工时,要提高零部件的加工精度,尤其是对可靠性影响最关键的因素,如形位公差、研磨质量、配合间隙以及过盈量等,使装配的零件具有高的精度和寿命,
从而保证装配和试验质量;最后,在维护时,必须确保系统具有很好的清洁度。
[1]曲山,邢家瑞.飞机/发动机推力矢量综合控制方法的探讨[J].航空发动机,2003,29(1):27-29.
[2]王玉麟.动力装置控制系统可靠性[M].北京:北京航空航天大学出版社,1988.
[3]索弗特瑞(英).可靠性实用指南[M].北京:北京航空航天大学出版社,2005.
[4]巴史塔T M.飞行器液压系统可靠性[M].北京:航空工业出版社,1992.
[5]夏志新.液压系统污染控制 [M].北京:机械工业出版社,1992.
[6]陈恬,孙建国.基于相关性分析和神经网络的直接推力控制[J].南京航空航天大学学报,2005,37(2):183-187.
[7]张绍基.航空发动机控制系统的研究与展望[J].航空动力学报,2004,19(3):375-382.
[8]蔡开龙,谢寿生.某型涡扇发动机燃油综合控制半实物仿真试验系统[J].推进技术,2007,28(4):422-427.
[9]文元江.用EASYS分析回油式压差活门特性[J].机床与液压,2005(1):21-26.
Antifouling Approaches and Technology Strategies of Aeroengine Fuel System Components
SUN Xiao-jun,LI Jun
(AVIC Shenyang Aeroengine Research Institute,Shenyang 110015,China)
The fuel fouling was one of the important tasks for aeroengine design.The fouling source,pollutant production approaches and failure mode were introduced and analyzied for aeroengine fuel system components.The correspond measures and technologies for improving the antifouling capability of aeroengine fuel system components were adopted in the design,manufacture,operation and maintenance process,to reduce the fouling level and increase the operation safety and reliability.
fuel system;component;antifouling;regulator;failure mode;aeroengine

孙晓军(1953),男,自然科学研究员,从事航空发动机及燃气轮机控制系统设计工作。
