热轧带钢平整机工作辊的不均匀磨损及其降低措施
2011-05-29张杰许焕宾李洪波刘会聪周一中
张杰,许焕宾,李洪波,刘会聪,周一中
(1. 北京科技大学 机械工程学院,北京,100083;2. 武汉钢铁(集团)公司 热轧厂,湖北 武汉,430083)
板带轧机的板形及其变化主要与承载辊缝形状及其变化有关。承载辊缝形状主要取决于 2个方面[1]:一是工作辊的辊形,二是轧辊的弹性变形。前者由轧辊的初始辊形、轧辊的磨损及轧辊的热变形等决定,后者与轧机所承受的载荷(轧制力、弯辊力等)有关,对于不同的轧机,它们对辊缝的影响程度是不同的。热轧带钢平整机的作用是对冷却到室温的热轧带钢施以很小的变形,以提高力学性能、改善板形(平坦度)[2]。平整机的结构与普通四辊轧机的相同,由于负荷较小,多采用单辊传动。由于热轧带钢平整机既没有冷却,也没有润滑,工作辊出现了比较严重的不均匀磨损[3-4]。由于平整机的轧制力比较小,引起的弹性变形及其变化也较小,磨损对辊缝及其板形的影响更加突出。所以,研究热轧带钢平整机工作辊的磨损的规律并进行改善十分必要。在生产过程中,工作辊的磨损不可避免,但影响板形的是它的不均匀磨损。工作辊的磨损主要由与轧件的相互作用产生,故磨损主要发生在与轧件接触的部分。由于轧件宽度的变化及轴向窜辊,轧辊与轧件的接触区实际上是变化的,所以,轧辊的磨损程度就会不同。有研究表明,假设接触区不变,在与轧件接触范围内工作辊的磨损也是不均匀的(如“猫耳”形磨损)[5],因此,对工作辊磨损需要关注的一是磨损量,二是磨损的分布,后者用以辊身长度方向的位置为横坐标、以直径(或半径)变化量为纵向坐标的“磨损曲线”来表示。目前,国内外关于带钢热连轧机(以下简称“热轧”)、带钢冷轧机(以下简称“冷轧”)及冷轧带钢平整机(以下简称“冷轧平整”)的工作辊磨损问题的研究比较多,并得到了许多有价值的结果[2,6-8],但关于热轧带钢平整机(以下简称“热轧平整”)工作辊磨损的研究较少。本文作者以具有窜辊功能的某2 250 mm热轧平整机为对象,通过对轧辊辊形的测量和轧制压力分配、窜辊位置、弯辊力等轧制参数的采集,分析工作辊磨损的特点,建立工作辊的磨损模型;利用磨损模型对平整机工艺参数进行优化,以减少工作辊的不均匀磨损,降低对板形的不利影响。
1 热轧带钢平整机工作辊磨损的特点
按金属的磨损理论,工作辊的磨损主要分为磨粒磨损、疲劳磨损(接触疲劳、热疲劳等)、黏着磨损和腐蚀磨损 4类[9-11]。它们的具体作用与轧机或平整机的工作状况有关,如轧件状况(温度、材质、表面)、轧辊状况(材质、硬度、粗糙度)、轧制工艺(轧制力、轧制速度、轧制长度、润滑状况、冷却条件)等。
点加团队为教学科研实践型课堂,通过开展实践活动、制作解剖标本、撰写变异报道和文献综述、组织专题讲座等培养学生团结协作意识,发挥主观能动性,提高实践能力,巩固理论知识,增强学生动手及思维能力、自学及观察能力,在日常活动中培养科研素质。
Toses Tooling Security Services公司的Burkhard Walder认为,在注塑模具中使用传感器可以降低维护次数、延长模具使用寿命、减少不合格产品、及早发现工具损坏和监控工艺参数,从而使整体设备效率得以提高。他总结说:“所以说传感器对提高生产效率做出了重大贡献。”例如,该公司的传感器系统可以根据模具的噪声发射情况来优化维护周期。在使用该系统时,只需要根据实际需求对模具进行维护,而不是根据生产的部件数量,因为传感器能够对模具中的噪声进行检测,并以此确定出急需维护的模具。
图1所示为武钢2 250 mm热轧、武钢2 180 mm冷轧和冷轧平整等3种轧机具有代表性的工作辊磨损曲线。由图1可以看出:热轧工作辊中部与轧件宽度对应部分磨损较大,呈现了“箱”形磨损,磨损量达600 μm,在“箱”的底部有2个“猫耳”形磨损[5,12]。冷轧及冷轧平整的工作辊磨损一般小于50 μm,“箱”形磨损没有或很小。
图2所示为武钢2 250 mm热轧平整的工作辊磨损曲线,它的显著特点是不均匀磨损呈“W”形分布。2个峰值磨损达200~300 μm,好似放大了的“猫耳”形磨损;其中部磨损很小,仅有10~30 μm;2个峰值磨损区间的距离为 900~1 200 mm,与带钢的宽度范围相近;峰值磨损区的宽度约为400 mm,与工作辊±200 mm窜辊行程相当;由于工作辊初始位置及窜辊均为反对称,故上下工作辊磨损曲线也呈反对称。
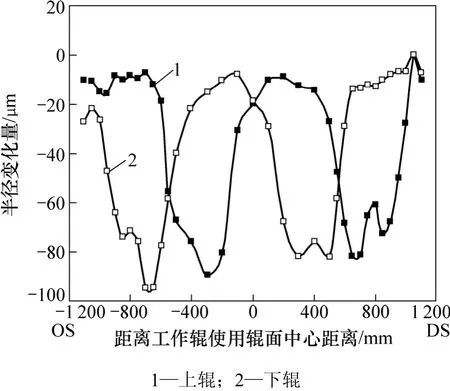
图2 热轧平整的工作辊磨损曲线Fig.2 Work roll wear contour of hot temper mill
2 250 mm热轧平整机原来采用如图5所示的等步长、变节奏、等行程的窜辊策略,且步长较大,它的不均匀磨损比较严重,如图6所示。
式中:k0为与带钢材质、工作辊材质、带钢温度等有关的系数;LZ为带钢长度,mm;FR为轧制压力,kN;B为带钢宽度,mm;LS为工作辊与轧件的接触弧长,mm;k1为单位轧制压力影响系数;f(x)为不均匀磨损模式函数;w1为轴向磨损分布模式基础量,mm;DW为工作辊直径,mm;x为原点在轧辊端部的轴向坐标,mm。
HBV感染诊疗中,常常选择HBsAg进行筛查,以HBeAg阳性作为判断是否存在病毒复制及具有传染性的血清学标志物。但存在乙肝病毒S区突变[5]或者特殊的血清型(如ay)引起HBsAg漏检及前C区启动子突变导致HBeAg假阴性的现象,因此有必要引入其他的标志物进行补充[6-9]。Pre-S1Ag、Pre-S2Ag、HBV-LP 作为 HBV 表面蛋白的组成成分,参与HBV复制、感染细胞的识别,并与HBV相关疾病的进展密切相关[10-13],对其检测可作为HBV感染诊断、HBV复制监测和预后判断的有用工具。
冷轧的特点是:常温,大轧制力,带钢表面无氧化层,润滑良好,它的磨损以疲劳磨损和腐蚀磨损为主[8],故磨损很小。

表1 不同轧机和平整机的工作状况Table 1 Working condition of different mills and tempering mill
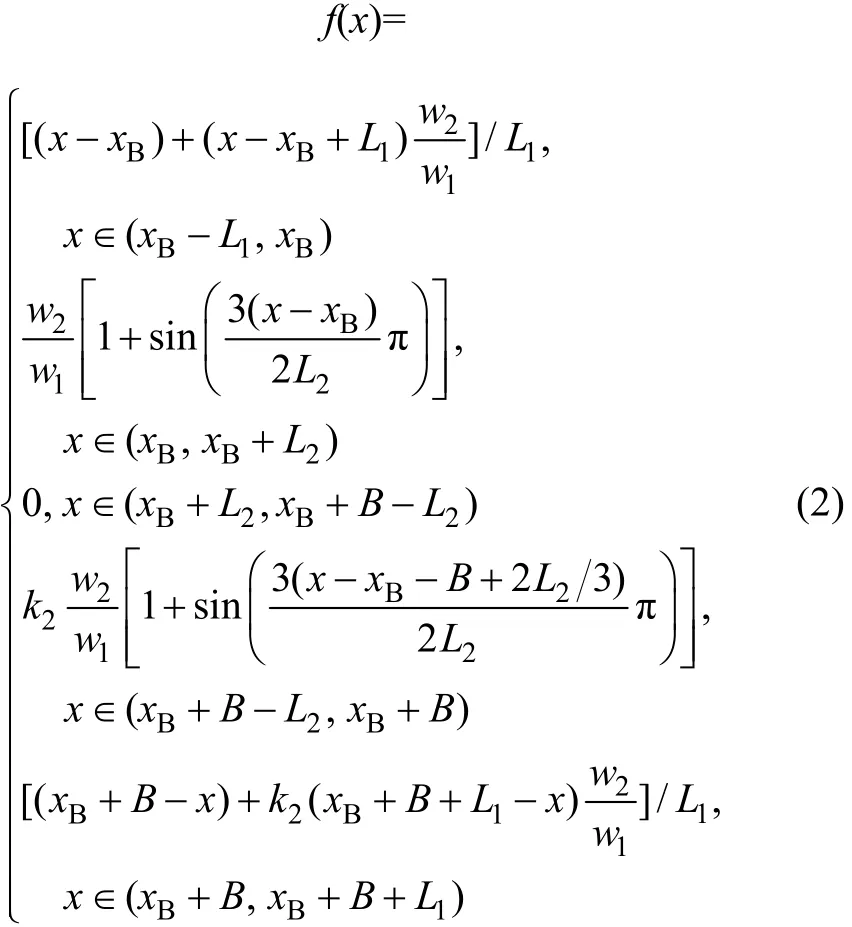
该模式是将长度为 Lw的辊身按磨损特征分为 7段:带钢宽度B以外较远的2段没有磨损,wi=0;发生磨损的5段可以用模式函数表示:在带钢2个边外很小区段L1(一般为15~20 mm)内有磨损,用线性函数表示;与文献[14]的显著不同在于:新模式用正弦函数描述了2个“猫耳”形磨损段L2的磨损,幅值分别为w2和k2w2,k2是考虑了2个“猫耳”磨损量一般并不相同的局部不均匀系数,带钢边部的位置坐标xB按下式计算:
与冷轧平整不同的是:热轧平整时没有润滑,带钢表面有严重的氧化层,故应存在磨粒磨损。观察热轧平整的工作辊磨损曲线可以发现:在与带钢中部接触的部分磨损较小,这与冷轧平整的情况接近;在与带钢边部接触的部分磨损很大,这又与热轧的情况相似。可见,热轧平整的工作辊磨损情况介于热轧和冷轧平整之间。这是因为热轧平整工作辊的磨损具有与其他轧机或平整机不同的特征,它的磨损模型也应具有自己的特点。
2 热轧带钢平整机工作辊的磨损模型
计算轧辊磨损的数学模型可以用来分析影响磨损的因素以及对轧辊的磨损进行预报。由于轧辊的磨损过程比较复杂,目前还不能根据金属磨损理论进行纯机理建模,只能结合生产实际通过大量的实测与分析,建立半经验半理论的磨损预报模型[12-14],即先根据轧辊的磨损特征建立一个包括待定系数的磨损函数,然后对轧辊使用情况如轧辊磨损曲线、轧制参数(轧制力、变形量、轧制长度等)、轧辊参数(材质、轧辊位置等)等进行测量,最后采用回归的方法确定待定系数。
由于热轧平整机工作辊磨损的分布情况与热轧有相似的地方,故参照文献[14]中的方式构造工作辊的磨损函数,即认为平整第i卷带钢后轧辊直径磨损量沿轧辊轴向的分布为:

热轧的特点是:高温,大轧制力,带钢表面有氧化层,高温下的润滑对减轻磨损有一定作用,但效果不如冷轧的明显。4种磨损类型基本上都存在[12],故磨损较大。
工作辊磨损的测量结果显示,在与带钢接触的范围内,即使轧制长度、单位轧制力等相同,轧辊的磨损也不相同,突出的是前面提到的“猫耳”形磨损,这里用 f(x)表示这种不均匀磨损。何安瑞[14]提出了热轧工作辊的不均匀磨损模式,如图3所示。
窜辊策略主要是确定3个参数:步长(每次的窜辊量)、节奏(2次窜辊之间平整的钢卷数)和行程(1次窜辊循环内的轧辊始末窜辊量)。

图3 工作辊不均匀磨损模式Fig.3 Uneven distribution mode of work roll
尽管热轧带钢平整机的磨损与热轧的磨损模式相似,但由图1和图2也可以看出二者还是有很大的差别,特别是表征“猫耳”形磨损的L2和w2。通过分析和计算,确定了适合该热轧带钢平整机工作辊不均匀磨损的模式函数:
冷轧平整的特点是:常温,小轧制力,带钢表面无氧化层,平整液的润滑效果
