纠正措施在AP1000锻件制造中的应用
2011-05-25戴锦辉
戴锦辉
1.中国一重铸锻钢事业部工程师,黑龙江 富拉尔基 161042
AP1000是目前世界上最安全、最经济的核电堆型。它按照ASME核规范建造,是未来核电的发展方向。文中AP1000锻件主要指核电站中压力容器、蒸汽发生器和堆芯补水箱等主要锻件。
由于核电无小事,哪怕存在百万分之一的不安全隐患,都有可能酿成悲剧,所以在核电行业,安全是第一位的。对锻件制造厂而言,安全意味着提供符合设计图纸、满足用户采购技术条件要求的核电产品,也就是保证质量。持续改进是保证质量的有效手段,它主要是通过纠正措施的管理方法来实现的。因此,纠正措施在核锻件制造过程中是必不可少的。
1 实施过程
纠正措施是为纠正以及避免重复产生不利于质量的状况所采取的措施[1]。纠正措施通常是以下达纠正措施要求单(CAR)的形式通报质量情况,要求责任单位在分析原因基础上采取纠正措施进行纠正或补救,进而预防的目的。
1.1 不良状况的鉴定
质量的不良状况包括(如试验、NDE检验等)失败、故障、不足、偏离、有缺陷的物项和服务、失控、培训人员不当和其它不符合项。鉴定方法有检查和试验、审核、不符合项、单独观察、趋势分析和管理评审等,鉴定时可以采用以上一种或多种方法。
1.2 制定过程
质保工程师对质量的不良状况进行评估之后,应将问题记录在“纠正措施要求(CAR)”上,并根据调查分析给出纠正措施建议,经质保部门负责人签发后下发给责任单位,要求责任单位在规定的日期之前给予答复。收到“纠正措施要求”后,责任单位首先进行原因分析,然后根据原因制定纠正预防的措施计划,提交质保部门。质保部门负责人审查责任单位的答复,并给予认可;如不满意,则将“纠正措施要求”返回责任单位进行修订,直至满意为止。
1.3 实施和验证
答复得到认可后,责任单位要按照措施计划组织实施,并将证明材料作为附件与“纠正措施要求”一起返回给质保工程师。质保工程师应对整个纠正预防过程进行跟踪、验证,并最终关闭“纠正措施要求”。
2 纠正措施的应用实例
2.1 文件控制
(1)文件编制规范化
AP1000项目对文件的编制要求比较严格,质保大纲中明确规定每份受控文件都要有确定的标题和文件编号,每一页要有文件编号、页码、以及修订版本和修订日期。受控文件既包括项目质保大纲等质保文件,也包括工艺、图纸等技术文件。项目开始之初,由于文件编制人员对新要求理解不充分,经常会出现各种差错。
为实现AP1000文件编制的规范化,质保质控人员通过抽查、定期检查、作业现场监督核对等方法,最大限度的发现各种文件编制方面的问题,然后采取纠正措施单(CAR)的形式,要求责任单位整改,以某个AP1000锻件项目为例,通过2008和2009两年的CAR情况对照可以看出改进效果显著(见表1)。
(2)文件的收发和修改
如何确保文件有效执行涉及到管理问题。首先要求文件编制方建立台账,确保文件发放有书面记录;然后,文件持有方也要建立台账。文件台账不但要包括文件名称、编号、版本号、持有人姓名、日期等常见项目,还要视情况增加编制日期、文件对应的产品令号、图号、版本号,文件借阅和返还人员的签名和日期,文件存放的卷、柜号等等;有时针对一种或一类文件要同时建立多种台账,所以AP1000的文件管理不仅是简单的台账或清单,而是一种索引系统。
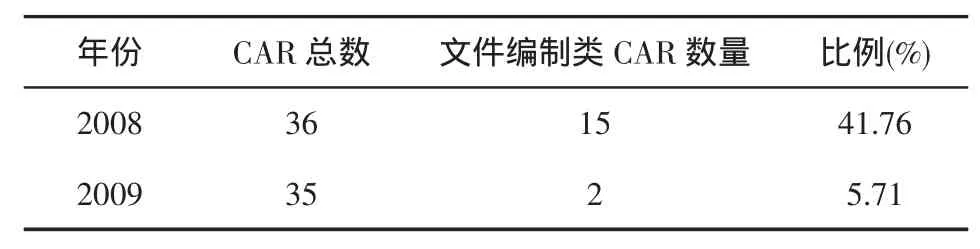
表1 AP1000 CAR对照表
文件修改方面也有许多细致的要求,比如文件正文之前有修改记录、修改的文字用粗斜体字凸显、图纸中的修改内容用云线标注、手改时要采用杠改,不掩盖原内容,并且签名写日期等。
所有这些要求,目的都是要保证文件的可追溯性,从而保证产品具有可追溯性。
实际上在开始的时候,上述要求在工艺部门执行得并不好,最后通过分析和调查,找出了根本原因,并针对根本原因制定了纠正措施,解决了文件管理的问题(见表2)。
2.2 产品标识的改进
规范要求,标识要保留在物项上或可对物项进行跟踪的文件中,或也可采用其它能够确保标识确立并保持下来的方式[2]。一直以来,锻件标识都是在本体上打印记或用铅油书写,但是锻件表面的热处理黑皮会使印记不清晰,另外大锻件也容易出现看不清印记的情况,容易造成锻件加工、转运和辨识困难。为满足规范要求,预防问题的发生,经调查分析,结合各车间情况,确定了纠正措施——采用标牌的方式,将锻件令号、图号、名称等信息置于标牌框内,锻件标识一目了然。
但由于生产节奏快,这一纠正措施在执行时常出现漏标、标签更换不及时和标牌不随活件走以及标签内容打错等情况。为此采取进一步纠正措施,一方面要求生产分厂委派专人负责标签打印和更换,现场谁动活件谁负责移动标牌;另一方面要求检查人员将标识检查作为日常检查工作的一项。最后为了加大监督力度,还利用车间巡检的机会进行检查。
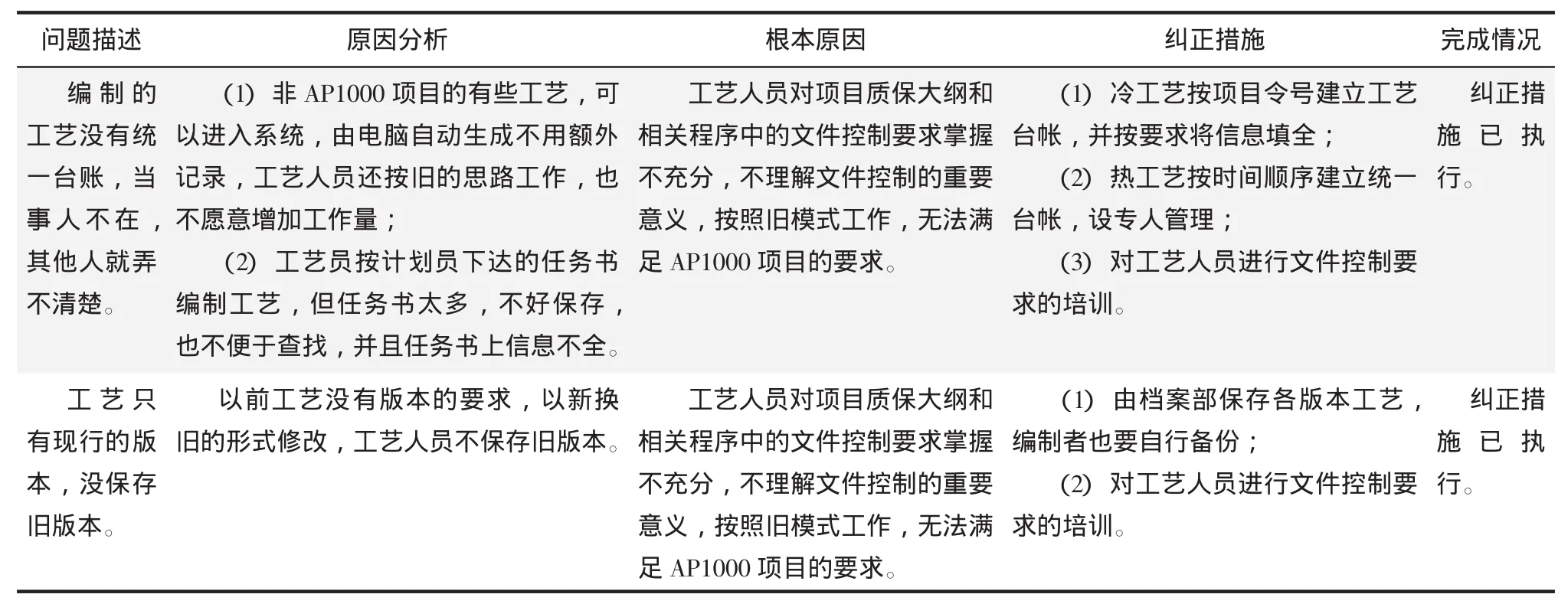
表2 文件管理问题分析改进
通过采取这些措施,解决了标识问题。同时各部门人员的积极参与和高密度的监督检查,提高了全员的认知程度,起到了教育和宣传的效果。
2.3 工艺贯彻的改进
为保证核电产品的制造质量,使相关人员对核电产品的生产工艺过程和操作要领深入了解,减少低级错误,通常要进行技术交底。
2009年1月份,一件压力容器过渡段在精加工时内孔挖刀,内壁出现一条长200 mm,深1 mm的沟状缺陷。经过调查事故原因为:工艺人员在编制数控程序时将内孔R30的原点定错;而机床操作者在试走程序时,观察不细致,没有在刀具与工件接触之前发现并及时停止走刀。针对原因制定的纠正措施包括:要求工艺文件的编、审、批人员认真履行职责;对机床操作者培训工艺纪律的相关内容,要求操作者在试程序时必须严格按工艺要求执行;再次加工之前进行技术交底。
但在事故发生之后,工艺人员和机床操作者都产生了畏难情绪,害怕再出现失误、害怕处罚。做为检查人员也担心操作者因思想负担而影响到正常操作;另外实施上面提到的几条纠正措施后,能否在今后的工作中避免类似错误的发生?经过广泛的调查和讨论,认为现有纠正措施并不充分,而应开展“工作前检查”(Pre-job Brief),为此结合我公司的情况制定出规范表格,设置了宏观工作检查、责任、详细工作点的检查、可能出现的错误(自查)、经验以及相似工作的调查和其它项目等6大项共20个步骤。在进行“工作前检查”时,不仅有质保、质控、工艺人员、操作者和车间技术人员参加,还包括检查、设备维护人员及工段长等。先由质保人员介绍该项活动的特点,解释出不符合项、开纠正措施单只是解决问题的手段,不仅针对眼前,重点还在预防,以达到持续改进的目的。然后由分厂技术人员按表格逐项检查落实,遇到问题时由相关人员负责解释和指导。按照表格要求还进行了机床性能检测。由于准备充分,操作者解除了思想负担,顺利地完成了精加工工序,挖刀处圆滑过渡后现状用。
3 纠正措施的方法
这里所说的纠正措施的方法,是指结合我公司的生产实践,总结出的一些分析和纠正的具体措施,正是这些措施方法,保障了AP1000锻件项目的质保工作和生产工作逐渐走上正轨。
3.1 分析方法
当质量不良情况确定后,要对其进行原因分析,找出造成质量问题的根本原因,便于进一步制定纠正措施。分析原因时通常需要找当事人和旁观者了解问题发生的经过,与责任单位以及工艺部门进行分析和论证,最终确定根本原因。
3.2 纠正及预防方法
随着AP1000锻件项目的开展,陆续实施了多项纠正方法,其中最典型的有车间巡检、工作开始前检查和培训等。它们的共同特点是可实施性强、适用范围广、具有可追溯性。
3.3 验证方法
质保人员有责任对纠正措施进行跟踪验证,以确保纠正措施计划得以实施,并取得预期效果。验证可以通过审阅相关活动的记录文件、见证纠正预防活动、考核纠正预防效果等方式来进行。
3.4 培训方法
在质量出现不良状况时,培训做为一种有效的纠正措施被经常采用。
纠正措施中的培训非常灵活,被培训的人员最少时只有1人;培训课时常为1 h,最少只有0.5 h;培训的形式也多种多样,如授课、自学、讨论、问答等。这些特点结合了工厂的实际情况,使得培训更有针对性,易于开展,收效显著。
4 结语
AP1000项目在中国起步时间不长,尽管我们在增强质保理念和完善质量管理方面掌握了一些经验,但是质保工作还有待完善。因此需要通过不断地提高专业技术水平、完善质量管理方法,与国内外相关机构合作,逐步实现持续改进。
[1]ASME NCA分卷(2004版).
[2]ASME NQA-1-1994.
