废水处理产生的沼气回收技术应用与实践
2011-04-20青岛啤酒上海松江有限公司宋建华
青岛啤酒上海松江有限公司 宋建华
0 前言
目前,啤酒生产企业污水处理产生的沼气一般采用简单的直接燃烧的排空方法,不仅大量的热能未被利用,燃烧产生了大量的二氧化硫等污染物,污染了环境,因此啤酒企业如何充分利用这些沼气,不仅是提高企业经济效益的需要,也是节能减排发展循环经济的需要,更是企业实现社会责任的需要[1]。
1 青啤松江公司沼气利用状况
根据企业发展循环经济的必要性和紧迫性,青岛啤酒上海松江有限公司(以下简称青啤松江公司)作为青岛啤酒集团所属五十多家工厂中的低碳工厂之一,2010年初被评为上海市“清洁生产示范企业”的称号,在企业发展壮大过程中始终坚持把节能减排的循环经济理念贯穿全过程。
经取样测定,污水处理产生的沼气含有70%~80%的甲烷气体,作为温室气体的甲烷对大气危害是CO2的24.5倍,沼气的燃烧热值为5500~6500kcal/Nm3,一般1Nm3沼气相当于0.86kg标煤,0.71Nm3天然气[2]。沼气作为可再生、低污染的生物质能,其回收利用价值也逐步受到了工业企业的认可。
青啤松江公司污水处理系统为厌氧UASB+好氧生化工艺,之前受困于沼气利用技术和设备条件的限制,污水处理产生的沼气通过管道直接引致燃烧火炬高空露天燃烧。随着公司产能的不断增大,2010年完成了对污水处理系统重点对预处理和厌氧UASB反应器的扩建,使得系统处理能力达到了8000t/d。在对污水扩建的同时配套了沼气回收利用设备,回收的高品位能源(沼气)经蒸汽锅炉燃烧产生低品位能源(蒸汽)回用到生产中,使得以往直接燃烧排放的这部分生物质能达到资源化利用,创造了较好的经济效益和社会效益,真正实现变废为宝。现已正常运行,每天产生约10t0.8MPa的高压蒸汽回用到啤酒生产车间[3]。
2 沼气回收系统工艺技术及设备控制要点
2.1 工艺方案的选择
目前国内外啤酒生产企业利用沼气的方案主要有如下四种方案:①蒸汽锅炉燃烧;②用于制冷空调;③酵母干燥机燃烧干燥酵母;④发电+制冷(制热)[4]。青啤松江公司根据企业厂区环境和规划、现有构筑物和设备分布状况、设备选型和经济可行性分析,经过多方选择和论证,最终采用了方案成熟稳定热传递效率较高的蒸汽锅炉燃烧方案。
新增一台1.5蒸吨/小时的以沼气为燃料的专用蒸汽锅炉,配有沼气的脱硫和增压等预处理设备。沼气脱硫和增压设备设于UASB反应器西侧约20m处,沼气通过燃气专用PE管道输送,沼气锅炉间位于便于连接蒸汽管道和软化水管道的包装车间东侧[5]。该方案主设备的布置靠近污水站和包装车间,便于取水、接电和排污,及日常运行的巡检,对工艺整体布置比较合理,符合相关规范要求。
2.2 工艺流程及设备
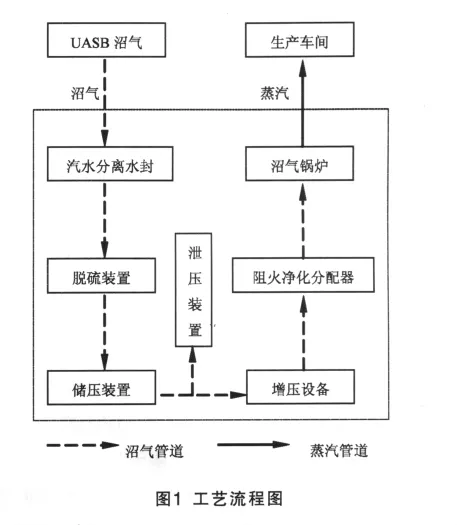
该沼气回收系统工艺流程及设备见图1~图5。该系统工艺方案(见图1)是以污水处理过程中厌氧UASB反应器产生的高品位能源(生物质能—沼气)为能源,通过沼气专用蒸汽锅炉燃烧产生低品位能源(不低于0.80MPa的高压蒸汽),直接分配到生产车间用于生产,降低了能源中心蒸汽的供应量,最高效的实现了能源的阶梯利用,提高了能源的利用效率,节约了外购天然气的使用量,降低了污染物的排放量。
1)沼气收集及超压控制设备
厌氧UASB反应器产生的沼气经三相分离器收集后通过管道汇集进入汽水分离水封器,该设备选择耐腐蚀的304不锈钢材质,定期放水或补水,保持相应的液位,确保灌内水位浸没进气口约2~5cm,液位过高则降低沼气出气压力,液位过低则起不到水封的作用。
沼气经汽水分离水封器后通过三通分为两路(见图2),一路通过PE管道进入沼气脱硫增压处理设备,另一路进入露天火炬。当脱硫增压设备异常不能正常运行或产气量过大压力上升到1000Pa时,压力传感器控制火炬自动点火燃烧,确保设备运行安全。
2)沼气脱硫工艺流程
沼气脱硫方法有很多,主要有:物理吸附,化学反应,生物处理。化学反应又分为干式脱硫和湿法脱硫。根据车间生产和污水处理系统中和过程中未使用硫酸等含硫化合物,进入UASB反应器的含硫量较低,故产出的沼气含硫量基本低于1g/m3。综合厌氧UASB反应器的产气量等因素,选择了脱硫技术比较成熟运行稳定的常温Fe2O3干式脱硫法。Fe2O3脱硫剂为条状多空结构固体,置于立式直径为1m容积为1m3的脱硫罐内(见图3),沼气从下向上流经脱硫剂时,经如下反应,对沼气中含有少量的H2S进行快速吸附:

图3 沼气脱硫、储压、增压装置

脱硫剂用一段时间后,其活性逐渐下降,脱硫效果逐步变差。综合气量等因素测算,该脱硫剂一般需要4~6个月更换一次,每次加入量月600~700kg。
3)增压设备及控制
经脱硫后的沼气进入缓冲罐除湿和压力缓冲,然后进入防爆的罗茨风机进行增压(见图3)。罗茨风机采用变频模式,在储压罐设有压力传感器,设定储气罐压力400~700Pa区间对罗茨风机进行变频控制运行,变频范围为10~50Hz。采用变频模式既提高了沼气的利用效率,也节约了电能。在罗茨风机出口处设有温度和压力检测传感器,当温度超过62℃时,罗茨风机停止运行,避免高温造成可燃沼气燃爆风险,压力超过18000Pa时泄压装置自动泄压。
4)沼气锅炉
沼气锅炉(见图4)采用进口品牌的高效沼气专用蒸汽锅炉[6],根据污水处理系统匹配的最高负荷为1.5t蒸汽/h的立式炉,锅炉完全自动化运行,进风量根据沼气进气量自动调整,排烟温度一般为190℃~210℃,可实现沼气回收率95%以上。现由于污水处理系统日均处理量为约2200t,日生产0.8MPa压力的蒸汽约11t,蒸汽经分气缸后直接接入生产车间用于日常生产。
脱硫及沼气锅炉控制既可以在现场实现,也可以在控制室的电脑控制界面控制(具体见图5)。

3 经济效益和社会效益分析
3.1 经济效益分析
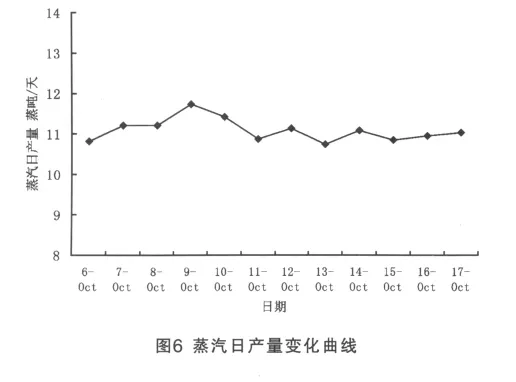
青啤松江公司2010年预计啤酒产量在20万kl以上。现生产淡季青啤松江公司污水处理系统日处理量一般为2000t~2500t,日沼气产生量如图6所示:产生的经济效益达118万元。
3.2 社会及环境效益分析
随着青啤松江公司沼气回收系统的正常运行,不但缓解了天然气消耗的负荷,降低了单位产品的能耗,同时每年减排二氧化碳792t和二氧化硫2.2t。对改善公司能源消耗结构和大气环境有十分重要的意义。
沼气锅炉自2010年8月份起正常运行。从图6可以看出,沼气锅炉日产生蒸汽量比较平稳,日均产生蒸汽量为11.08t蒸汽,蒸汽出气压力基本稳定在0.8MPa以上。
现青啤松江公司设施能源中心蒸汽锅炉以天然气为燃料,经计算2010年度前9个月公司月均使用蒸汽量约8269t,每吨蒸汽消耗69.81Nm3天然气。沼气锅炉以现月均产生蒸汽量330t计算,将为公司单位啤酒标煤单耗做出下降3.99%的贡献,每年节约27.25万 Nm3天然气,相当于330.84t标准煤。以现行公司天然气采购价3.39元/Nm3元计算,年产生的经济效益92万元以上,沼气回收系统120万元的投资,消除电耗等成本支出,1.6年即可收回投资。
2011年产量计划达到25万kl,生产旺季时日均产汽量将在15t蒸汽以上,沼气锅炉产生的蒸汽将超过5000t蒸汽。随着今年产量的上升和污水处理系统UASB反应器去除率的上升,沼气回收系统每年至少节约35万Nm3天然气,相当于423t标准煤。
4 小结
本沼气回收项目的成功运行,每年节约27.25万 Nm3天然气,减排二氧化碳792t和二氧化硫2.2t,不但有着可观的经济效益,同时环境效益也相当突出,达到了经济效益和环境效益双赢的结果,也是企业实施可持续发展战略、落实节能环保基本国策的结果。
同时,自2009年哥本哈根世界气候大会召开以来,CDM(Clean Development Mechanism 清洁发展机制)日趋成熟,青啤松江公司的沼气回收若届时可以申请CDM项目,也将可以得到可观的减排费,具有非常良好的经济效益和社会效益。
[1]潘志勇,刘宇,曹仕兴,薛飞.污水处理过程中的沼气回收试验.能源技术,2009,(10):276-279
[2]林雄平.啤酒生产过程中的废水处理技术应用与实践.化学工程与装备,2008,(7):107-108
[3]席铁鹏.啤酒领域循环经济新技术.节能与环保,2007,(11):25-26
[4]杨佐毅等.广州市沼气发电的现状的调查与思考.节能与环保,2009,(5):24-26
[5]GB50016-2006,建筑设计防火规范,北京:中华人民共和国建设部,中华人民共和国质量监督检验检疫总局,2006
[6]王钢,王欣,刘伟,高德玉等.沼气脱硫技术研究.化学工程师,2008,(1):42-44
[7]黎明玉.啤酒生产中的循环经济—利用沼气加工酒糟饲料.啤酒科技,2005,(10):10-12