微波炉喷粉生产线工件自动计数系统设计与实现
2011-04-10冯孔淼王福泉许锦标李学聪
冯孔淼,万 频,王福泉,许锦标,李学聪
FENG Kong-miao,WAN Pin,WANG Fu-quan,XU Jin-biao,LI Xue-cong
(广东工业大学 自动化学院,广州 510006)
0 引言
在现代工业生产中,提供准确的原材料或成品的数量是比较关键的问题。目前在大部分的微波炉喷粉生产线中,仍然采用人工统计微波炉工件的数量。这种计数方法一方面,不仅需要花费大量的人力和时间,而且存在计数错误率高,工作效率低,不能实时反映计数值,不利生产管理等缺点[1];另一方面,人工计数方式主要是统计喷粉工作完成后合格的产品,而整个在喷粉过程中,每个处理阶段都会有不合格的微波炉工件,这些产品并没有得到有效的统计,不利于企业对生产线的改进。
针对上述问题,本文设计了一种基于三菱FX2N PLC的微波炉喷粉生产线工件自动计数系统,实现了喷粉生产线上微波炉工件的自动计数,并通过上位机监控界面,实现了远程监控。
1 生产流程及检测点分布
在微波炉喷粉生产线中,微波炉工件的处理流程主要有两个阶段:第一个阶段是微波炉工件在经过水洗、烘干、喷粉而未进行加热固化。在该阶段,工作人员会对经过喷粉的微波炉工件进行筛选,合格的工件留在线上继续下一个阶段的处理,不合格的工件则拿下来。第二个阶段是微波炉工件经过加热固化并有一定冷却时间后,合格的工件会换到另一条生产线,不合格的继续留在线上,直至取下。
根据微波炉工件在喷粉生产线的工作流程,本系统在微波炉工件进行水洗前设立一个入口检测点,用于统计初始要进行喷粉作业的工件;其次在微波炉工件经过喷粉固化后的出口设立一个出口检测点,用于统计经过水洗、喷粉后合格的工件;最后设立一个下挂检测点,用于统计经过固化后不合格的微波炉工件。
2 系统的硬件结构

图1 系统硬件架构
本系统主要由现场检测设备、主控设备PLC和上位工控机三部分组成。系统的硬件架构如图1所示。
上位工控机在工程设计阶段主要用于对PLC控制设备的程序设计、下载和调试,上位监控界面的开发,远程网络监测的设计等;在系统运行阶段主要用于实时数据显示,数据储存和查询等监控功能。
主控设备PLC主要根据设计的程序,进行各种数据的处理,并将数据送上位机显示和处理,能够接收上位机设定的参数进行相应的调整。
现场检测设备采用韩国奥托尼克斯BEN10MTFR透射型光电传感器获取微波炉工件的信号,传感器将现场的非电学量信号转变为电学量信号,并转换成标准信号传送到PLC。光电传感器具有检测距离长、响应时间短、检测过程非接触、安装方便等特点[2],能够满足系统检测不同材料的微波炉工件。系统在每个检测点都设置了四个传感器,每个传感器对应PLC一个模拟量输入端口。
3 系统软件设计与实现
系统软件设计主要包括PLC程序设计和上位机监控界面设计两大部分。实现的主要功能有:
1)具有掉电保护、参数设置功能。
2)具有自动计数,计数器定时清零功能。
3)具有数据储存和查询的功能。
4)具有生产线现场运行情况、计数结果实时显示功能。
5)具有一定的安全机制,可以防止系统的参数被随意更改,只有操作权限的管理人员才能对某些功能进行操作。
6)与企业的计算机联网,为管理部门提供生产的数据,实现远程监控。
3.1 PLC程序设计
PLC的程序设计在三菱专用的GX—Developer编程软件环境下完成。本系统程序主要包括微波炉工件自动计数模块与计数器定时清零模块。
3.1.1 微波炉工件自动计数模块
微波炉工件自动计数模块具有大型微波炉工件计数、小型微波炉工件计数和微波炉工件总数统计功能。系统采用停电保持用类型的数据寄存器作为计数器,可以保证PLC在掉电后计数的结果不会丢失[3],使系统具有掉电保护功能。PLC对每个模拟量输入端口都分配一个计数器,每个计数器都具有大小型工件分类计数与工件总数统计功能,可以防止当有传感器出现故障时影响其他计数器的正常工作,同时便于查找与替换出现故障的传感器。
光电传感器以检测物体引起的遮光和反射为检测原理,对光线传播有影响的物体都可能会产生信号,在现场工作环境下,装载微波炉工件的挂架会产生干扰信号,影响计数结果。考虑在微波炉喷粉生产线中,微波炉工件的移动速度一定,而挂架相对于微波炉工件经过传感器的时间较短,可通过对比物体经过传感器的时间的长短进行抗干扰处理。采用这种方法也可以判断出工件的大小。程序的设计流程如图2所示,传感器检测到有物体经过,PLC获取传感器信号,定时器开始计时,当计时时间小于2秒时,判定该信号为干扰信号;如果物体经过传感器的时间大于2秒,判定该信号为微波炉工件信号,工件总数计数器加1;同时如果时间大于4秒,则判定经过传感器的是大型微波炉工件,相应的计数器加1。否则小型微波炉工件计数器加1。计数结果会送上位机进行显示和保存。

图2 计数程序流程图


3.1.2 计数器定时清零模块
三菱FX2N系列PLC提供可以扫描运行时间的特殊数据寄存器[3],通过扫描这些特殊数据寄存器获取当前系统的运行时间与设定的清零时间进行对比来实现系统的计数器定时清零功能。
程序设计流程图如图3所示。PLC启动后,判断设置的清零时间是否发生调整,如果有,就按照新设置的清零时间进行处理,没有则按照原先设定的清零时间进行处理。系统当前运行的时间与当前设置的清零时间进行比较,若相等,计数器清零,如果不相等则不清零。清零时间可通过上位机的人机交互界面进行设置。

图3 计数器定时清零流程图
3.2 上位机监控界面设计
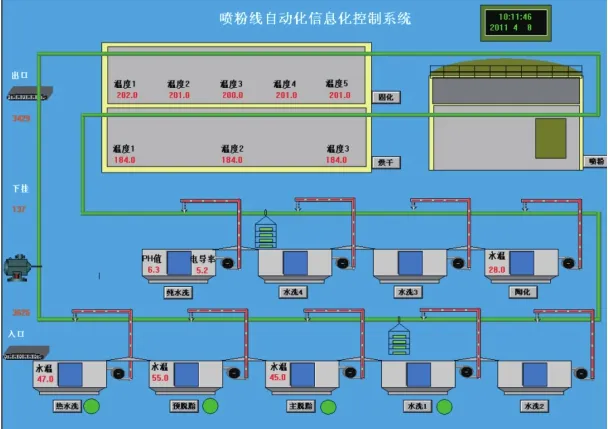
图4 系统运行界面
上位机监控界面采用MCGS组态软件进行设计,主要设计了生产线运行界面、计数显示界面、清零时间设置界面、数据查询界面等,生产线现场工作情况的运行界面如图4所示。实现了生产线运行情况、计数结果实时显示,数据储存和查询,参数修改等功能。MCGS通过串口访问PLC,将数据采集到软件中,在数据处理通道经过函数调用进行统计计算得到对应的数据值,判断处理后在人机交互界面中显示出来[4]。系统每分钟储存一次计数结果。
将上位机接入企业内部局域网,实现远程监控,如图5所示,管理部门通过IE浏览器,可以直接浏览组态的运行界面,查看生产线现场实时数据和历史数据。重要的是可以分别统计水洗、喷粉环节出现的不合格件数和固化环节出现的不合格件数,方便质量控制。通过设定一定的安全机制,防止无权限人员对系统参数的调整,保证系统运行的安全可靠。

图5 出口历史数据统计图
4 结束语
本系统针对在微波炉喷粉生产线中,人工统计微波炉工件数量的缺陷,利用PLC在工业控制应用中的可靠性,上位机采用MCGS设计监控界面的实用性,便于远程监测的灵活性,设计了基于三菱FX2N PLC的微波炉生产线工件自动计数系统,实现了对微波炉生产线工件的计数的自动化。经过半年的实际运行表明,系统操作简便、运行稳定可靠、统计数据准确,克服了原系统的不足,节约了人力资源,提高了产品质量控制水平,促进了企业对生产线的信息化管理,具有很好的应用前景和推广价值。
[1] 曲兴华,孙双花,贾果欣,何滢,丁金明,叶声华.在线式光电自动计数方法及应用[J].光电工程,2004,31(3):37-40.
[2] 朱仁盛,曲波.光电传感器的应用[J].煤矿机电,2010,(3):101-102.
[3] 龚仲华,史建成,孙毅.三菱FX/Q系列PLC应用技术[M].北京:人民邮电出版社,2006:167-168.
[4] 王军,齐乐辈,李贺军.基于组态软件CVI设备集中监控系统设计[J].计算机测量与控制,2008,16(11):1588-1590.
